用Cyanex272从硫酸盐体系中萃取除铝
2021-04-08李伟鑫张荣荣刘勇奇巩勤学
李伟鑫,张荣荣,刘勇奇,巩勤学,2
(1.湖南邦普循环科技有限公司,湖南 宁乡 410600;2.湖南邦普汽车循环有限公司,湖南 宁乡 410600)
废旧锂离子电池含有大量有价金属(主要是镍、钴、锰),具有回收价值。用硫酸浸出废旧电池粉可以得到硫酸镍钴锰溶液,再经溶剂萃取分离可得有价金属。浸出液中的铁、铝等杂质用纯碱溶液可转化为沉淀去除,但沉淀物中铁铝碱混合在一起,处理难度大,辅料消耗大。为节约成本、提高效率,需要研发一种能够从浸出液中高效、低成本分离铁、铝的方法。
溶剂萃取法是通用的从水溶液中去除杂质、浓缩金属物质的方法之一。有关溶液中铝的溶剂萃取去除的研究有采用环烷酸[1-5]或氯化环烷酸,以氨化法从稀土料液中去除铝;采用TBP[6-8]、Cyanex921(TOPO)[9]、PC-88A[10]、P204等[11-12]萃取剂从稀土溶液中去除铝。而采用膦类萃取剂从硫酸钴镍锰溶液中萃取分离铝尚未见有报道。
Cyanex272一般被用于从硫酸盐溶液中提取镍、钴[13-16],但当体系pH较低时,溶液中的铝可被萃取,而镍、钴等被萃取的很少。因此,研究了用Cyanex272从废旧电池材料硫酸浸出液中萃取分离铝,并用盐酸对负载有机相进行反萃取。
1 试验部分
1.1 试验试剂及设备
液碱:10 mol/L。
萃原液:三元锂电池硫酸浸出液(除铁后,镍钴锰总质量浓度70 g/L左右,pH在3.3左右)
萃取剂:Cyanex272(纯度≥98%),磺化煤油,洛阳市奥达化工公司。
设备:JHS-1/90型电子恒速搅拌机,ZD-2型自动电位滴定仪,JW-B型分液漏斗振荡器,PHSJ-4F型pH计,A3AFG型原子吸收分光光度计。
1.2 试验原理及方法
Cyanex272的有效成分是二(2,4,4-三甲基戊基)次膦酸,外观为无色到浅琥珀色,液体。溶液pH从低到高,金属离子萃取顺序为Fe3+>Zn2+>Al3+>Mn2+>Co2+>Ni2+;pH为4左右时,铁、铝等元素基本上萃取完全。萃取过程属于酸性配合阳离子交换。
(1)
将Cyanex272与煤油按一定比例充分混合,加入一定量液碱进行皂化(以确保萃余液pH在4左右为宜),搅拌20~30 min。按一定比例将皂化有机相与萃原液充分混匀后加入分液漏斗,在一定温度下,用JW-B型分液漏斗振荡器振荡一段时间后静置分相,分析水相中镍、钴、锰、铝质量浓度,计算萃取率。水相中镍、钴、锰、铝质量浓度的测定采用原子吸收分光光度法和ICP法测定。用较低浓度的硫酸溶液将负载有机相中的镍、钴、锰等金属元素洗涤回收,再用高浓度盐酸溶液作反萃取剂反萃取负载有机相中的铝,实现铝与镍、钴、锰等元素的分离。
2 试验结果与讨论
2.1 有机相皂化率对萃取的影响
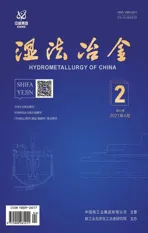
在室温、萃原液pH=3.3条件下,有机相皂化率对萃余液pH和铝萃取率的影响试验结果见表1。
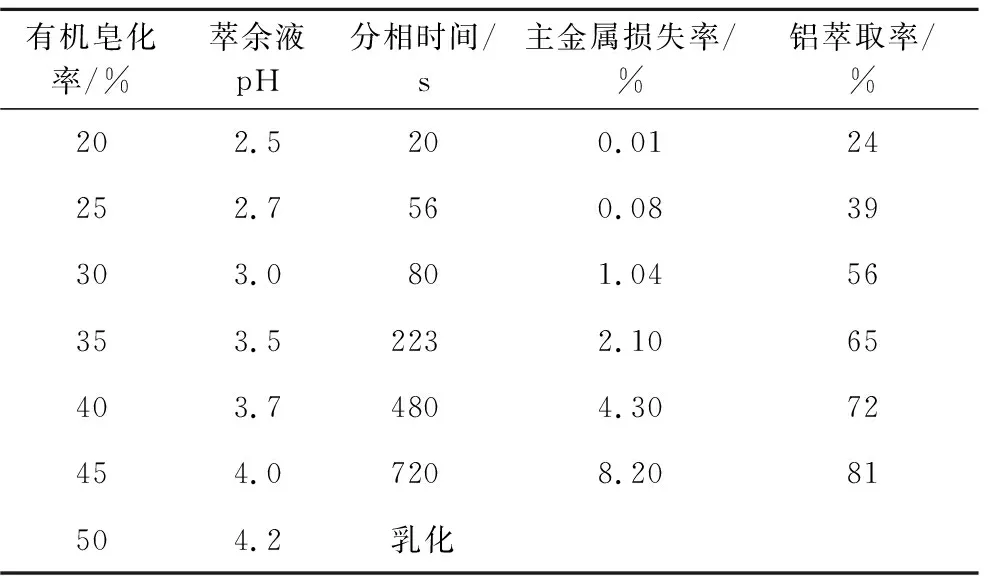
表1 有机相皂化率对萃余液pH和铝萃取率的影响
由表1看出:随有机相皂化率升高,铝萃取率提高,同时主金属损失率也升高;有机相皂化率为50%时,体系会发生乳化和沉淀。皂化时间短,有机相皂化不充分,Na+未置换出相应的H+,不利于萃取。综合考虑,确定有机相皂化率以40%为宜。
2.2 萃原液初始pH对萃取的影响
在室温、有机相皂化率40%条件下,萃原液初始pH对萃余液pH和铝萃取率的影响试验结果见表2。可以看出,随萃原液初始pH增大,铝萃取率提高,同时主金属损失率提高。铝完全萃取在pH=3.5左右(存在高含量其他金属时,会有一定偏移),pH越大,铝萃取得越彻底,但镍钴锰等金属损失率也会升高。
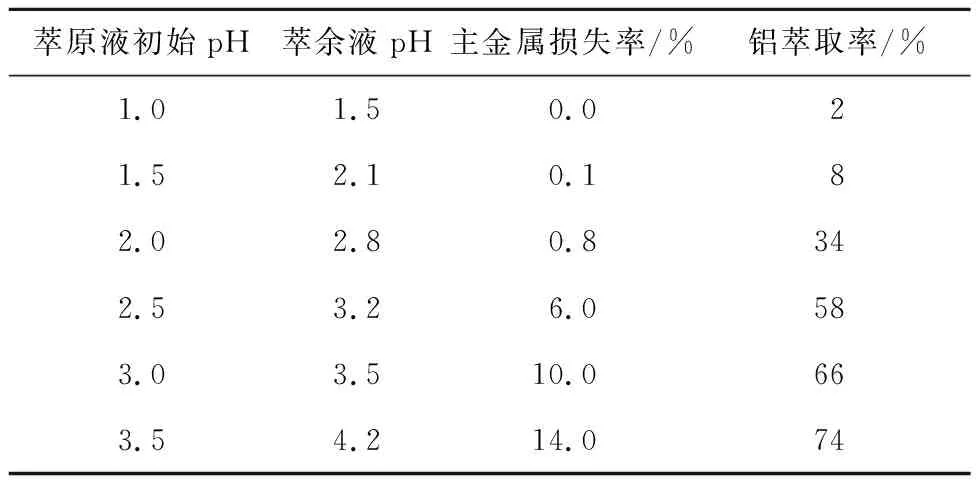
表2 萃原液初始pH对萃余液pH和铝萃取率的影响
2.3 相比对萃取的影响
其他条件相同,萃取时间4 min,相比Vo/Va对铝萃取率的影响试验结果如图1所示。

图1 Vo/Va对铝萃取率的影响
由图1看出:随Vo/Va增大,铝萃取率明显提高;Vo/Va=5/1时,铝萃取率达100%,但此时有机相利用率非常低,浪费严重,且主金属损失率也相应提高,洗涤回收所需辅料也大大增加。综合考虑,确定Vo/Va=1/1为宜,此时铝萃取率在72%左右。
2.4 萃取时间对萃取的影响
其他条件相同,Vo/Va=1/1,萃取时间对铝萃取率的影响试验结果如图2所示。
图2 萃取时间对铝萃取率的影响
由图2看出:萃取时间短,两相反应不充分,铝萃取率偏低;随萃取时间延长,铝萃取率逐渐提高并趋于稳定,萃取时间4 min时,铝萃取率稳定在72%左右。
2.5 其他杂质对萃取的影响
模拟三元金属溶液中主金属含量配制硫酸镍钴锰溶液。根据Cyanex272对金属萃取顺序可知,铁、锌是显著影响铝萃取的主要杂质金属,因此分别向溶液中加入硫酸铁、硫酸锌。萃原液中铝质量浓度3.263 g/L,控制其他因素不变,杂质元素质量浓度对铝萃取率的影响试验结果见表3。
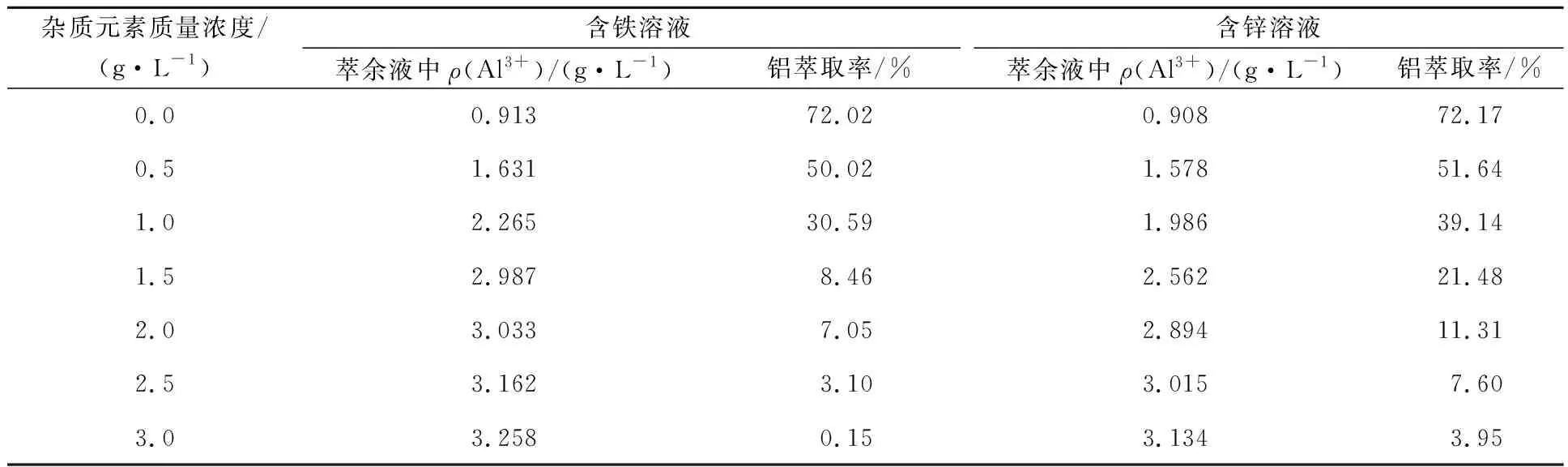
表3 杂质元素质量浓度对铝萃取率的影响
由表3看出,随原液中铁、锌质量浓度增大,Cyanex272对铝的萃取率降低。这是因为Cyanex272 对铁、锌离子的萃取优先于对铝的萃取,随铁、锌离子质量浓度增大,相应的铝离子萃取率降低。
2.6 5级错流萃取
萃原液为三元金属溶液(除铁后),pH=3.3。有机相组成25%Cyanex272+75%煤油,有机相皂化率40%,Vo/Va=1/1,在250 mL分液漏斗中振荡反应4 min,之后静置分相,分离下层水相,再加新水相振荡萃取,重复5次,取第5次负载有机相进行反萃取,分析反萃取液中金属元素质量浓度,计算有机相对金属离子的负载量。结果见表4。

表4 有机相对金属离子的负载量 mg/L
反应过程中,有机相颜色由深蓝逐渐变为浅蓝直至无色,推测原因是新加入的料液因pH偏低而将有机相中负载的主金属离子冲洗了下来。据此,可适当减少洗涤段级数。
2.7 萃取台架试验
台架试验为5级错流萃取试验。萃原液为三元金属溶液(除铁后),pH=3.3。有机相组成25%Cyanex272+75%磺化煤油,皂化率40%,Vo/Va=1/1,在250 mL分液漏斗中振荡反应4 min, 静置分相。结果见表5。

表5 萃取台架试验结果 mg/L
新进入的萃原液会将负载有机相中的主金属离子逐级洗下,然后被新进入的有机相萃取。台架试验中,金属离子会形成闭环;而在串级试验中,由于两相进出是连续的,故被洗下的主金属离子会进入萃余液。
3 结论
Cyanex272主要以二分子存在,对铝萃取率很低,需要皂化或在碱液中生成金属盐才可提高对铝的萃取率,随皂化率增大,对铝的萃取率提高;萃原液初始pH增大有利于Cyanex272对铝的萃取,但其他金属损失率也会提高。
其他金属离子的存在对Cyanex272萃取铝有负影响,随溶液中铁和锌浓度提高,铝萃取率下降,直至几乎不能萃取。
在低杂质金属溶液中,铝质量浓度1~3 g/L,原液初始pH为3~3.5,有机相皂化率40%,搅拌反应4 min,铝萃取分离效果较好,主金属损失率不高。