X80 钢级Ф1 422 mm×38.5 mm 大壁厚直缝埋弧焊管的开发及性能研究*
2021-03-19刘斌,韦奉,赵勇,牛辉,王琴
刘 斌, 韦 奉, 赵 勇, 牛 辉, 王 琴
(1. 宝鸡石油钢管有限责任公司 钢管研究院, 陕西 宝鸡721008;2. 国家石油天然气管材工程技术研究中心, 陕西 宝鸡721008;3. 中国石油西部管道公司, 乌鲁木齐830000)
0 前 言
我国天然气产业目前已进入快速发展阶段,市场需求也迈入快速增长阶段, 预计2025 年天然气消费量将达到4 500 亿m3/a, 需要输送的天然气流量越来越大。 与此同时, 由于受到土地、环境的限制及对输送效率提高的要求, 天然气长输管道的单管输量、 管径及壁厚也随之增大[1-3]。 西气东输一线采用X70 钢级Φ1 016 mm×14.7 mm 焊管, 输送能力最高可达170 亿m3/a。 西气东输二线、 三线提高了钢管的钢级和管径, 采用X80 钢级Φ1 219 mm×18.4 mm、 Φ1 219 mm×22 mm 和Φ1 422 mm×21.4 mm 焊管, 设计输量提高到250~300 亿m3/a 及以上[4-6]。 而根据设计规划, 西气东输后续管道工程将采用X80 钢级Φ1 422 mm 焊管, 壁厚最大将达到38.5 mm, 用于3 类地区的大中型穿越地段。
近年来, 随着中俄东线天然气管道工程建设需要, 国内制管企业联合国内大型钢厂开发出X80钢级Φ1 422 mm 直缝焊管, 壁厚21.4~32.1 mm[7-8]。但是X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管的开发, 由于钢级高、 壁厚大, 制管设备已接近能力极限, 前期尚无该规格产品的研发经验。本研究以西气东输四线用X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管开发为目标, 介绍了X80 钢级Φ1 422 mm×38.5mm 直缝埋弧焊管的试制情况,并对其各项性能进行了分析, 对比分析了不同壁厚取样位置对管体拉伸性能、 夏比冲击韧性、 落锤撕裂性能的影响, 为以后的关键力学性能指标的确定及新产品开发提供参考。
1 板材性能
1.1 化学成分
X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管用热轧钢板采用超低C、 Mn-Mo-Ni-Cu 合金体系的成分设计, CEPcm控制在0.19%以内[9-10], 其主要化学成分设计见表1。
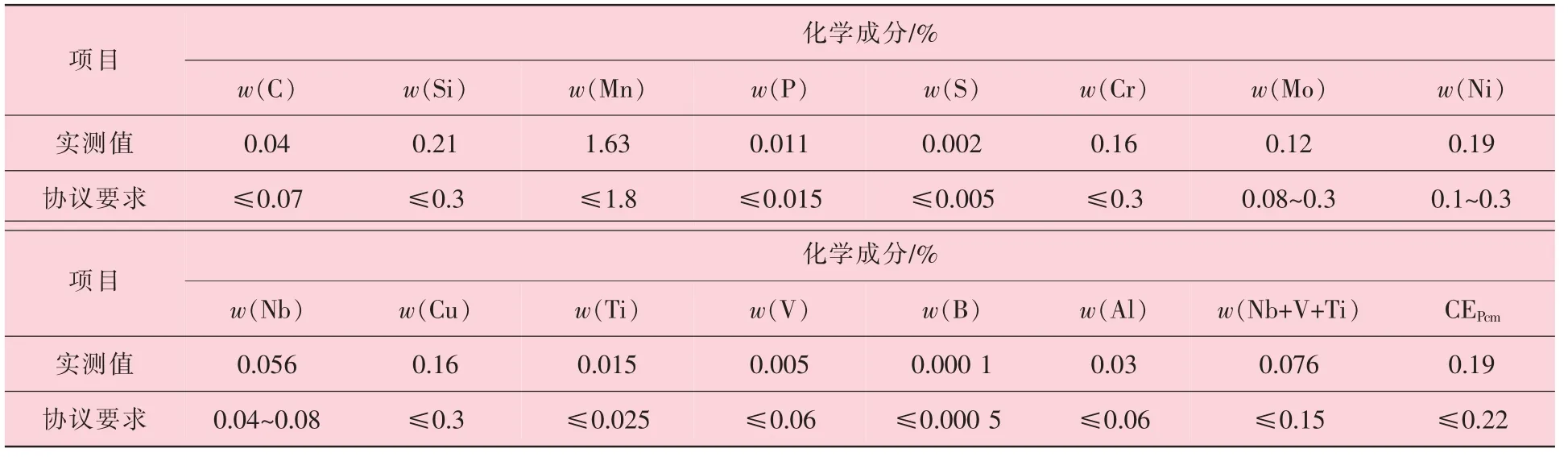
表1 X80 钢级38.5 mm 壁厚钢板的主要化学成分
1.2 显微组织
X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管用热轧钢板组织主要以粒状贝氏体+多边形铁素体为主, 由于壁厚较大, 钢板上下表层与壁厚1/4 位置、 壁厚3/4 位置及壁厚中心处显微组织在均匀性上存在一定的差异, 但壁厚中心处晶粒组织较细小、 均匀。 壁厚方向上各位置显微组织如图1 所示。
1.3 板材力学性能
对X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管用38.5 mm×4 320 mm×12 500 mm 规格热轧钢板进行了不同壁厚位置的拉伸试验、 夏比冲击试验、 HV10硬度试验及落锤试验, 试验结果见表2 和表3。
由表2 和表3 可见, 38.5 mm 壁厚钢板在不同壁厚位置试样的屈服强度和抗拉强度波动均小于10 MPa, 表明38.5 mm 壁厚钢板在壁厚方向上的拉伸性能较均匀; 同时, 钢板厚度截面不同位置-20 ℃夏比冲击功均大于400 J,在-37 ℃时的DWTT 单面和双面减薄试样剪切面积均大于85%, 表明钢板具有优异的低温断裂韧性。

图1 X80 钢级38.5 mm 壁厚钢板显微组织

表2 X80 钢级38.5 mm 壁厚热轧钢板主要力学性能

表3 -37 ℃时38.5 mm 壁厚热轧钢板DWTT 剪切面积
2 焊接工艺研究
对于大壁厚热轧钢板的埋弧焊接, 由于壁厚的增大, 易出现焊缝成形不良、 熔深不足的问题。 同时随着壁厚的增大, 焊接热输入量也变大, 焊接缺陷产生的概率也随之增加[11-12]。 此外, 大热输入量将造成热影响区的软化, 易出现反弯不合格。 因此, 需要对大壁厚热轧钢板的埋弧焊接工艺进行研究, 避免出现熔深不足、未熔透等焊接缺陷及焊接接头出现软化、 脆化的现象。
针对38.5 mm 大壁厚热轧钢板化学成分特点, 设计了两种焊材匹配及焊接工艺的焊接试验方案(见表4)。
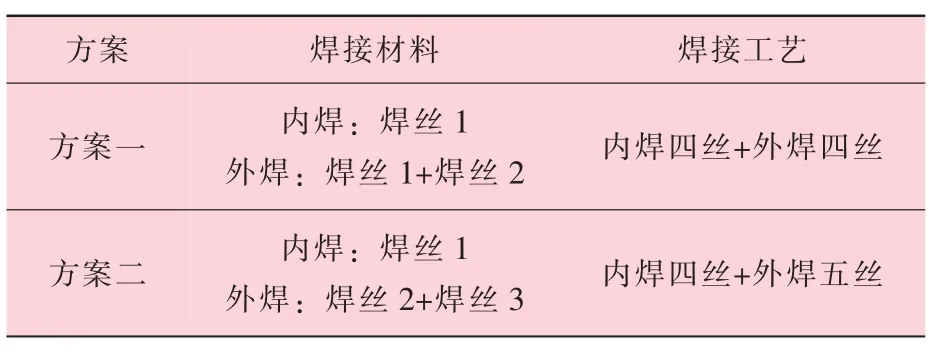
表4 焊接试验方案
采用上述方案按照焊速1.1 m/min 进行焊接试验, 焊后钢管不同壁厚位置焊缝及热影响区冲击试验结果如图2 和图3 所示。 由图2 和图3 可以看出, 采用方案二进行焊接时, 不同壁厚位置焊缝及热影响区冲击功高于方案一, 在试制时确定采用方案二的焊材匹配及焊接工艺进行埋弧焊接。焊接后的焊缝宏观形貌如图4 所示。

图2 钢管不同壁厚位置焊缝冲击试验结果
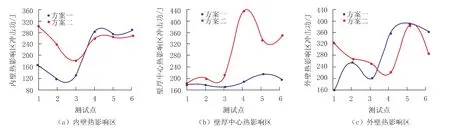
图3 钢管不同壁厚位置热影响区冲击试验结果

图4 采用方案二焊接后的焊缝宏观形貌
采用方案二进行埋弧焊接, 可以保证X80 Φ1 422 mm×38.5 mm 厚壁直缝埋弧焊管焊接接头力学性能的优异, 焊后焊缝形貌良好, 焊缝与母材过渡平滑, 未出现明显的焊缝缺陷。焊缝宏观金相检测结果见表5。

表5 X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管焊缝宏观金相实测结果
3 扩径工艺研究
机械扩径是直缝埋弧焊管制造过程中的重要工序, 它可以消除焊管成型以及焊接过程中形成的残余应力, 提高焊管几何尺寸精度及强度[13-15]。 在机械扩径过程中存在不可避免的变形不均匀性, 为提高成管质量, 需严格控制扩径率。 在生产线上对X80 Φ1 422 mm×38.5 mm 直缝埋弧焊管进行了0.6%、 0.7%扩径率的扩径试验, 确定最佳扩径工艺, 保证管材各项性能满足标准要求。
试验后在管体距焊缝180°位置处、 壁厚中心位置取横向圆棒拉伸试样, 试验结果见表6。由表6 可以看出, 随着扩径率由0.6%增加到0.7%时, 屈服强度平均值由602 MPa 上升到623 MPa, 抗拉强度平均值由682 MPa 上升到685 MPa, 屈强比也随扩径率上升, 平均值由0.88 增加到0.91。
0.7%扩径率下, X80 Φ1 422 mm×38.5 mm直缝埋弧焊管壁厚中心横向拉伸屈强比已有单值接近标准要求的上限0.93, 扩径率进一步增加的空间较小, 因此, 在实际生产中选择0.7%左右的扩径率较为合适。

表6 扩径率对X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管管体拉伸性能的影响
4 产品性能
对试制的X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管进行了金相组织、 拉伸性能、 夏比冲击韧性、 DWTT、 硬度等性能检测, 结果如下。
4.1 金相组织
对X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管管体和焊接接头进行了金相组织观察,如图5 和图6 所示。 由图5 和图6 可见, 管体组织为粒状贝氏体+多边形铁素体, 外焊焊缝组织为晶内针状铁素体+粒状贝氏体+多边表铁素体, 热影响区组织为粒状贝氏体, 具有较明显的晶粒边界, 细晶区组织为多边形铁素体+少量细小的M-A 组元。

图5 X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管管体金相组织形貌
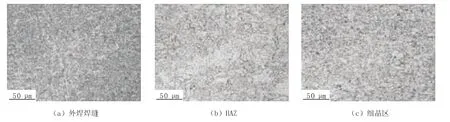
图6 X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管焊接接头金相组织形貌
4.2 拉伸性能
为了全面了解不同取样位置对大壁厚直缝焊管管体拉伸性能的影响, 同时也为后期“西气东输四线管道工程用X80 钢级Φ1 422 mm×38.5 mm直缝埋弧焊管技术条件” 的制定提供技术支撑,分别在距焊缝180°位置处的焊管内表面、 壁厚中心、 焊管外表面取圆棒拉伸试样进行拉伸试验, 试样标距长50 mm、 直径12.7 mm, 试验机型号为CMT5305 型300 kN 万能试验机。 在焊接接头处取横向全壁厚矩形试样进行焊接接头拉伸试验, 试样标距长50 mm、 宽38.1 mm, 试验机型号为SHT5106 型1 000 kN 拉力试验机。 试验标准为ASTM A370—18, 试验结果见表7。
由表7 可以看出, 焊管内表面、 壁厚中心、外表面处管体屈服强度单值为560~694 MPa,平均值为619~643 MPa, 抗拉强度单值为635~758 MPa, 平均值为692~701 MPa, 屈强比单值为0.87~0.94, 平均值为0.89~0.92。 焊接接头抗拉强度单值为650~701 MPa, 平均值675 MPa,均符合Q/SY XG 0120.4—2019 《西气东输四线天然气管道工程用X80 级直缝埋弧焊管技术条件》 (以下简称“西气东输四线用X80 直缝焊管技术条件”) 和 《D1 422 mm×38.5 mm 管材单炉试制程序及要求》 (以下简称 “试制程序”) 的要求。 从表7 还可看出, 从内表面到外表面,拉伸试样的屈服强度、 屈强比呈上升趋势。 焊管在成型过程中内表面受压应力, 外表面受拉应力, 外表面由于塑性变形的影响, 强度略高于内表面。

表7 X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管拉伸性能试验结果
4.3 冲击韧性
分别在距焊缝90°位置处的管体和焊接接头取管体横向、 焊缝中心、 热影响区的夏比冲击试样样坯, 为全面了解不同取样位置对大壁厚直缝焊管管体冲击韧性的影响, 在靠近焊管内表面、 壁厚中心、 外表面处加工成10 mm×10 mm×55 mm 的冲击试样, V 形缺口沿壁厚方向垂直焊管表面。试验设备型号为NI750F, 试验标准为ASTM A370—18, 试验结果见表8。
由表8 可以看出, X80 Φ1 422 mm×38.5 mm直缝埋弧焊管在-10 ℃时管体横向冲击功单值为316~488 J, 平均值为401 J; 焊缝冲击功单值为101~263 J, 平均值为165 J; 热影响区冲击功单值为116~489 J, 平均值为294 J, 均符合西气东输四线用X80 直缝焊管技术条件和试制程序的要求, 并有较大的余量, 焊管内表面、 壁厚中心、 外表面冲击韧性值变化不大, 表明试制的X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管具有优良的低温冲击韧性。

表8 X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管夏比冲击韧性试验结果
4.4 DWTT 性能
在距焊缝90°位置处管体取横向DWTT 试样, 试样尺寸为305 mm×76 mm×19 mm, 采用单面和双面减薄的方法对试样进行加工。 缺口型式为标准压制V 形缺口, 试验设备型号为JL-50000J, 试验标准为SY/T 6476—2017, 试验结果见表9。
由表9 可见, -22 ℃时 (相当于全壁厚试样试验温度为-5 ℃时), 管体落锤撕裂试验单面减薄试样剪切面积单值为90%~100%, 平均值为94%, 双面减薄试样剪切面积单值为80%~100%, 平均值为90%, 均满足西气东输四线用X80 直缝埋弧焊管技术条件和试制程序的要求。

表9 X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管DWTT 性能试验结果
X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管在-60 ℃、 -47 ℃、 -32 ℃、 -22 ℃、 3 ℃系列温度下DWTT 剪切面积韧脆转变曲线如图7所示, 试样为双面减薄。

图7 X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管管体横向DWTT 剪切面积韧脆转变曲线
管体横向双面减薄试样在-22 ℃ (相当于全壁厚试样在-5 ℃) 下的DWTT 剪切面积大于85%, DWTT 试验FATT85%为-34 ℃ (相当于全壁厚试样DWTT 试验FATT85%为-17 ℃),表明试制的X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管具有良好的低温抗撕裂韧性, 并存在一定的余量, 可以满足-5 ℃以下长输管线的用管要求。
4.5 硬度
在X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管焊接接头处取全壁厚横截面试样, 进行10 kg 载荷维氏硬度试验, 试验机型号为HVS-50A, 试验标准为ASTM E92—17, 试验结果见表10。

表10 X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管焊接接头硬度试验结果
由表10 可以看出, 母材区硬度为206HV10~248HV10, 平 均 值 为222HV10; 焊 缝 处 硬 度 为225HV10~260HV10, 平均值为242HV10; 热影响区硬度为213HV10~258HV10, 平均值为230HV10。 由统计结果来看, 焊缝区域硬度最高, 热影响区其次, 母材区最低, 均符合西气东输四线用X80 直缝埋弧焊管技术条件和试制程序的要求, 焊接接头未出现软化现象。
5 “钢板-钢管”性能变化规律
X80 钢级Φ1 422 mm×38.5 mm 直缝埋弧焊管不同壁厚位置制管前后钢板-钢管性能变化情况见表11 和表12。

表11 X80 钢级Φ1 422 mm×38.5 mm 直缝焊管制管前后不同壁厚位置屈服强度变化情况
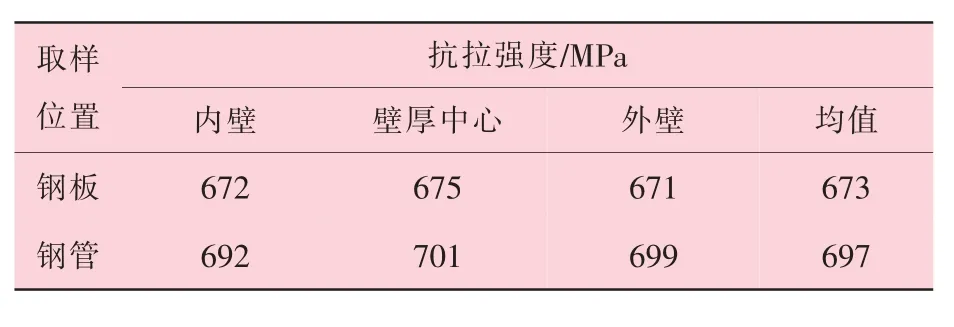
表12 X80 钢级Φ1 422 mm×38.5 mm 直缝焊管制管前后不同壁厚位置抗拉强度变化情况
由表11 和表12 可见, 制管后不同壁厚位置拉伸试样的屈服强度、 抗拉强度均呈上升趋势,屈服强度上升幅度较大, 为89~107 MPa, 平均升高99 MPa; 抗拉强度上升幅度较小, 为20~28 MPa, 平均升高25 MPa, 导致制管后屈强比上升较快。 板-管性能变化规律的掌握有助于了解厚壁焊管在制管过程中的性能变化情况, 可进一步优化成型和扩径工艺。
6 结 论
(1) 采用超低C、 Mn-Mo-Ni-Cu 合金体系的成分设计, CEPcm控制在0.19%以内, 开发出了以粒状贝氏体+多边形铁素体为主的38.5 mm壁厚X80 热轧钢板。
(2) 通过对焊接、 扩径等制管工艺的研究,开发出了X80 钢级Φ1 422 mm×38.5 mm 厚壁直缝埋弧焊管, 通过力学性能、 断裂韧性、 维氏硬度等理化性能检测, 结果表明, 各项性能均满足Q/SY XG 0120.4—2019 《西气东输四线天然气管道工程用X80 级直缝埋弧焊管技术条件》 和《D1 422 mm×38.5 mm 管材单炉试制程序及要求》 的要求。
(3) 掌握了X80 钢级38.5 mm 壁厚板材由钢板到焊管的性能变化规律, 为该焊管产品后续工业化生产提供了技术支撑。
