碲锌镉晶片双面磨抛加工表面损伤层研究
2021-03-10张文斌葛劢翀
张文斌,郭 东,葛劢翀
( 中国电子科技集团公司第四十五研究所,北京100176)
碲锌镉(Cadmium Zinc Telluride,缩写为CZT)晶体是一种新型三元化合物半导体材料。由于其电阻率高,原子序数大,而且禁带宽度随着锌含量的不同在1.4~2.26 eV 范围内连续变化,CZT 可用于制作X/γ 高能射线探测器[1]、碲镉汞红外探测器的外延衬底[2]、激光窗口和薄膜太阳能电池等。
CZT 晶片的表面状态对其作为器件和外延衬底应用有着重要的影响。CZT 晶锭切割后的晶片表面存在损伤层,表面损伤层内晶格的周期性被严重破坏,形成空间电荷区,造成表面漏电流,从而影响了CZT 电极接触和器件性能。外延衬底需要具有完整的超光滑表面,衬底表面的损伤层、杂质以及微缺陷将导致外延生长薄膜的高位错密度、晶格畸变等。随着实际应用对晶片表面质量要求的不断提高,需要研制专用的晶片双面磨抛设备和选择相应的双面磨抛技术。
目前,CZT 晶片的双面磨抛方法主要包括机械双面研磨、机械双面抛光、化学机械抛光和化学抛光。机械双面研磨和机械双面抛光是晶片上下两面在液体磨料、抛光垫及加压作用下,采用双面磨抛装置实现对CZT 晶片的研磨和抛光,去除晶片表面损伤层,提高表面平整度,降低表面粗糙度。化学机械抛光和化学抛光是在机械抛光过程的基础上,加入化学腐蚀液腐蚀晶片表面,有利于减小晶片表面粗糙度,但化学机械抛光过程的机械抛光和化学腐蚀之间的平衡通常较难控制,且化学腐蚀会改变晶体表面的化学计量比,使表面富碲。因此,机械双面研磨和机械双面抛光是CZT晶片表面处理的基础,对其进行深入研究十分必要。CZT 晶体的莫氏硬度约为2.3,是典型的软脆材料,双面研磨通常采用金刚石颗粒研磨液进行双面研磨,可以快速减少CZT 晶片因切割造成的损伤层,有利于提高双面磨抛速度,双面抛光通常采用化学抛光液进行双面抛光,可以提高表面平整度,减小表面粗糙度。
本文旨在研究CZT 晶片双面磨抛表面损伤层的特征、分布规律及其形成原因,提出减小晶片双面磨抛表面损伤层深度的工艺措施。此项研究能够为提高晶片双面磨抛表面层质量、减少后续抛光工序的抛光时间提供指导。从而对最终实现晶片的高精度、高效率、无损伤、超光滑表面的加工有着重要的指导意义。
1 双面磨抛的工艺过程和原理
1.1 晶片双面磨抛的工艺过程
CZT 晶片双面磨抛一般分为两步:双面研磨和双面抛光。在双面研磨阶段,采用底盘+玻璃研磨盘+ 金刚石颗粒液的方式,研磨压力控制在1~500 MPa,双面研磨去除量大,目的是迅速地去除晶片绝大部分的多余材料(加工余量的70%);在双面抛光阶段,采用底盘+绒毛抛光布+专用抛光液的方式,主要是消除研磨时形成的损伤层,达到所要求的精度。
1.2 晶片双面磨抛机双面磨抛原理
双面磨抛机用于碲锌镉材料的双面精密磨抛加工工艺。其工作原理是:涡轮蜗杆减速机作为传动机构,通过齿轮组实现芯轴、小齿轮轴、内齿轮轴和下抛光盘轴4 种轴不同速度、不同方向的转动,使上、下研磨抛光盘和游轮片产生速度差以及相对运动,实现上、下磨抛盘作相反方向转动,而晶片置于齿轮组驱动的游轮片内孔中,晶片在游轮片内作既公转又自转的游星运动,晶片上下两面在液体磨料、抛光垫及加压作用下,达到双面材料去除的目的,其磨抛机构如图1 所示。
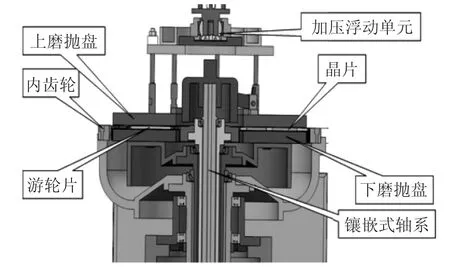
图1 晶片双面磨抛机构示意图
2 实验研究
研究双面磨抛工艺参数(磨抛液粒度、抛光压力、抛光液流量和工作台转速等)对损伤深度的影响规律对降低晶片损伤深度有一定的指导意义。为得到双面磨抛工艺参数对晶片表面损伤深度的影响规律,实验用WP-301D 双面磨抛机如图2 所示。

图2 WP301D 双面磨抛机
2.1 工艺步骤
为研究磨抛液粒度、抛光压力、抛光液流量、工作台转速对晶片的表面损伤深度的影响规律,分别对它们进行试验研究。取40 片,4 片一组,分10 组,把晶片放置在游轮片孔洞内,进行自动双面磨抛,双面磨抛后的碲锌镉晶片如图3 所示,图4 为晶片的SEM 照片。

图3 双面磨抛后的碲锌镉晶片

图4 显微镜下的碲锌镉晶片
2.2 磨抛液粒度对损伤深度的影响
晶片双面磨抛过程中通常先用粒度大个研磨液进行研磨,以便快速地去除材料并使晶片达到一定的表面平整度,然后用粒度小的抛光液进行抛光,以获得较好的表层质量,尽可能减少后续抛光工序的抛光时间,降低成本。
为了分析磨抛液粒度对损伤深度的影响,采用W6、W3、W1 和100 nm 的磨抛液粒度各加工4片碲锌镉晶片,分别对晶片的损伤深度进行检测,检测结果如表1 所示。

表1 不同磨抛液粒度下磨抛的损伤深度
磨抛液粒度对损伤深度的影响如图5 所示。
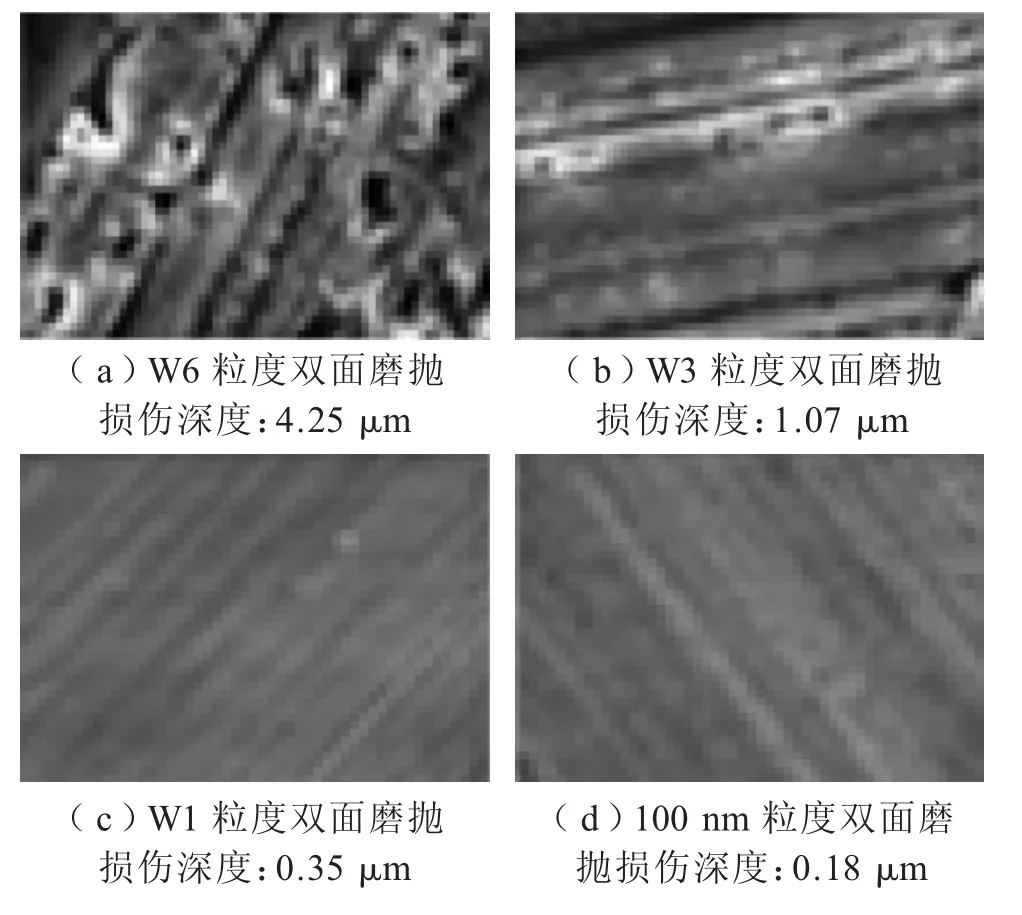
图5 磨抛液粒度对损伤深度的影响
2.3 抛光液流量、 工作台转速及抛光压力对损伤深度的影响
由于W3 粒度双面磨抛晶片的损伤检测相对容易且误差小,在研究抛光液流量、工作台转速和抛光压力对损伤深度的影响时都选用W3 粒度双面磨抛晶片。首先对抛光液流量、工作台转速和抛光压力对损伤深度的影响进行单因素实验分析,不同参数下加工晶片的损伤深度结果分别如表2~表4 所示。

表2 不同抛光液流量下晶片的损伤深度

表3 不同工作台转速下晶片的损伤深度
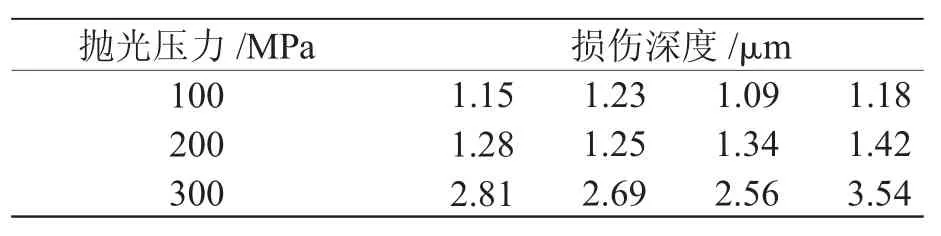
表4 不同抛光压力下晶片的损伤深度
仅改变抛光压力的大小,其它参数不变,损伤深度值如表4 所示。当其它参数不变时,晶片的损伤深度随着抛光压力的增大而增大,且损伤深度快速增大。因为抛光压力增大而转速不变时,砂轮双面磨抛深度增大,从而对晶片表面的切削力和挤压力也增大,单位时间内去除的材料增多,材料脆性断裂的趋势增大,因此损伤深度也增大。为了减小晶片的损伤深度,就要在一定范围减小抛光压力,但是这样会降低材料去除率,延长了加工时间,增加成本,所以在选择双面磨抛参数时,要综合权衡压力与效率,寻求合理的解决方案。
2.4 结果分析
为了研究磨抛液粒度、抛光压力、抛光液流量、工作台转速对晶片表面损伤深度的影响规律,分别对它们进行试验研究。实验结论如下:
(1)双面磨抛参数对晶片的损伤深度影响程度由大到小依次为磨抛液粒度、抛光压力、抛光液流量和工作台转速。随着磨抛液粒度的减小,晶片的损伤深度减小。当其它双面磨抛参数不变时,晶片的损伤深度随着抛光压力的增大而增大,随着抛光液流量的增大而减小,随着工作台转速的增大而减小。
(2)为了减小晶片双面磨抛后的损伤深度,应尽量减小双面磨抛砂轮的粒度并提高磨抛液粒度分布的均匀性,在一定范围内减小抛光压力、增大抛光液流量和工作台转速。因此,在选定双面磨抛参数时,要结合材料去除率、损伤深度、表面粗糙度等指标的具体要求,参照双面磨抛参数对损伤的影响规律,在合适的范围内选取恰当的双面磨抛参数。
3 结束语
综上所述,研究晶片双面磨抛表面损伤层形成机理和双面磨抛工艺参数对晶片损伤深度的影响规律,为优化设备工艺参数提供理论依据,为减小晶片损伤深度、提高晶片表面平坦度和磨抛表面质量提供参考和借鉴。
