乳扇拉伸成型最佳工艺参数的研究
2021-02-25廖紫玉王钰潭魏光强毛兴菊黄艾祥
廖紫玉,王钰潭,魏光强,毛兴菊,黄艾祥
(云南农业大学食品科学技术学院,昆明650201)
0 引言
乳扇是云南大理、洱源地区白族人民的一种历史悠久、民族特色浓郁的传统乳制品,早在明朝杨升庵所编著的《南诏野史》中就有记载[1],属于工艺独特的酸凝拉伸型干酪。传统乳扇工艺是将酸木瓜熬制的酸浆或经发酵后的酸乳清加热后,倒入牛奶使酪蛋白酸凝拉伸而成[2]。乳扇营养价值高,蛋白质含量高达30%以上[3]。近年来云南本地市场对乳扇的需求量日益增大,据不完全统计,大理州每天乳扇加工所消耗的生鲜乳就达120 t,旺季可达200 t以上[4]。乳扇拉伸成型是加工的关键、难点环节,目前乳扇生产加工工艺关键技术参数尚未明确规定,因而至今未能研发出成型机,乳扇仍基本为传统手工作坊式生产[5],制作时完全凭借制个人经验,致使生鲜乳品质及生产环节的标准无法真正落实,产品质量难以控制[6]。因此乳扇生产效率较低、产量有限,乳扇品质参差不齐,多局限于地方农贸市场销售[7]。为提高乳扇的产量与品质,国内一些专家对乳扇的加工工艺[8-9]、凝团特性[10-11]、营养成分[3]、酸乳清[12]等方面进行了研究,但对乳扇拉伸成型这一关键工艺参数的研究相对较少。南庆贤[5]认为,在乳扇的生产过程中,热烫拉伸时凝块的pH值与温度等条件对产品的质构、产量及风味有着重要的影响。黄艾祥[9]等人研究了不同凝乳条件对传统乳扇品质的影响,得出风味的变化主要受凝乳方式的影响,而色泽、质构的变化则受凝乳方式和凝乳pH值的控制。所以,乳扇拉伸成型过程中,pH值和温度对拉伸至关重要,尤其是酸凝pH值决定了乳扇成型的成功与否,热烫温度的高低及热烫时间的长短都会影响凝团的拉伸性及乳扇质量[13]。本研究筛选乳扇拉伸成型的最佳酸凝pH值和温度,为乳扇的标准化生产及酸凝拉伸型机的研发提供依据。
1 材料与方法
1.1 材料与试剂
1.1.1 实验材料
荷斯坦牛奶由云南德摩菲尔有限公司提供,其主要成分含量为蛋白质3.1%、脂肪3.4%、总固体含量11.84、乳糖4.88、酸度13.38oT。
酸乳清以自主筛选的发酵乳杆菌与德氏乳杆菌保加利亚亚种发酵乳清而成,酸乳清pH值为3.17。
1.1.2 主要试剂
无水硫酸铜、硫酸钾(均为分析纯),天津市瑞金特化学品有限公司;浓硫酸(分析纯),重庆川东化工有限公司;氢氧化钠、无水乙醇(均为分析纯),天津市风船化学试剂科技有限公司。
1.2 仪器与设备
DHG-9070A电热恒温鼓风干燥箱,上海中友仪器设备有限公司;HYP-308消化炉,上海纤检仪器有限公司;EL20 pH计,梅特勒-托利多仪器(上海)有限公司;SE206索氏提取机,济南阿尔瓦仪器有限公司。
1.3 方法
1.3.1 乳扇工艺设计
酸乳清→加热至80℃→添加牛奶→加热调酸凝乳(筛选酸凝pH值)→热烫拉伸(筛选温度、时间)→上架成型→晾晒风干→成品
在调整pH值步骤中通过添加酸乳清分别调整酸凝pH至4.4、4.6、4.8、5.0、5.2,然后进行加热凝乳,制得乳扇。
1.3.2 单因素实验
以乳扇的校正出品率及感官评分为指标,考察酸凝pH值、热烫拉伸温度、热烫时间3个因素对乳扇脂肪、蛋白质、水分、校正出品率及感官评分的影响,确定乳扇制作工艺的最佳因素水平。
(1)校正出品率[14]
式中:C1为实际出品率(%);m1为乳扇质量(g);m2为原料奶质量(g)。
将乳扇的校正含水量设置为20%时计算其校正出品率:
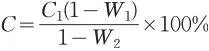
式中:C为乳扇校正出品率(%);C1为实际出品率(%);W1乳扇实际含水量(%);W2为乳扇的校正含水量(%)。
(2)感官评定[11]
本实验由10位评价人员组成的小组进行感官评定,在通风良好,宽敞明亮,无异味的实验室内进行。评定过程中将制作好的乳扇放入小杯中,供每位评定员进行评定。主要的评定指标是乳扇成品的色泽、滋味、质地和口感,其评分标准详见表1。

表1 感官评定标准
1.3.2.1 酸凝乳pH值对乳扇品质的影响
设置酸凝乳pH值为4.4、4.6、4.8、5.0、5.2,固定热烫拉伸温度70℃和热烫拉伸时间120 s,研究不同酸凝乳pH值对乳扇品质的影响。
1.3.2.2 热烫拉伸温度对乳扇品质的影响
设置热烫拉伸温度分别为60、65、70、75、80℃,固定酸凝pH值4.8和热烫拉伸时间120 s,研究不同热烫拉伸温度对乳扇品质的影响。
1.3.2.3 热烫拉伸时间对乳扇品质的影响
设置热烫拉伸时间分别为60、90、120、150、180 s,固定酸凝pH值4.8和热烫拉伸温度70℃,研究不同热烫拉伸时间对乳扇品质的影响。
1.3.3 响应面试验设计
在单因素试验的基础上,使用Design Expert 8.0.6软件中的Box-Behnken中心组合试验进行3因素3水平的响应面试验设计。分别选取乳扇酸凝pH值、热烫拉伸温度以及热烫时间3个因素,优化乳扇制作过程的工艺参数,并加以验证。响应面分析水平及因素见表2。
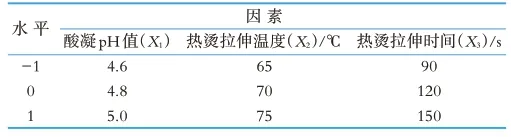
表2 响应面试验因素与水平设计表
1.3.4 理化成分检测
对乳扇成品进行基本理化成分试验;水分、蛋白质及脂肪含量的测定:分别参见GB 5009.3-2016、GB 5009.5-2016、GB5009.6-2016。
1.4 数据处理与分析
本次试验所有数据均重复3次,结果表示均以实验数据的平均值±标准偏差的形式呈现。数据处理软件主要采用Microsoft Excel 2007、Box-Behnken 8.0.6、SPSS 23.0。
2 结果与分析
2.1 单因素实验结果
2.1.1 酸凝pH值对乳扇品质的影响
不同的酸凝pH值对乳扇的各理化组分影响较大,由表3可知,乳扇出品率和感官评分都随着酸凝乳pH值的升高呈先上升后下降的变化趋势,在pH值达到4.8时乳扇出品率达到最高值为8.36%±0.18%。在制作过程中乳扇凝团表面光滑,有较好的弹性,易于拉伸成薄片,制得的乳扇厚薄适中有嚼劲、色泽乳白、有浓郁的乳扇香味;当pH值在蛋白质等电点(4.6)条件下,酪蛋白得到充分的沉淀[15],但相对于pH4.8组其水分及脂肪含量相对较少,因此影响其出品率,在此条件下乳扇凝团较硬,制作过程中难以拉薄、凝团表面有粗糙的纤维状,其成品口感下降、酸味较重;更低的pH值(pH=4.4)使得乳扇凝团过度变性,其对水分的控制力减弱,此时乳扇凝团硬且难以拉伸,易断且粗糙,成品不易咀嚼,酸味重色泽较黄。而pH值过高使得牛奶中酪蛋白凝乳不够充分,因此同样降低了其出品率,当pH在5.0~5.2时,乳扇凝团较软,可拉伸成薄片,但乳扇易塌陷,定型能力差,形态厚薄不够均匀,成品量少没有韧性。出品率与感官评分同时表明选取酸凝pH值4.8为最佳酸凝pH值。
2.1.2 热烫拉伸温度对乳扇品质的影响
由表4可知,乳扇的校正出品率随着热烫拉伸温度的升高到65℃后呈现下降趋势,其中热烫拉伸温度65℃时出品率最高达8.39 %±0.29%,但此时乳扇凝团硬度较高,制作出的乳扇表面略粗糙且厚度较大,这与Renda[16]等人在马苏里拉奶酪的研究中相似,当较低温度下高程度的拉伸处理会撕裂蛋白纤维,造成微观结构的改变,从而影响其表面的组织形态;当热烫拉伸温度到达80℃时出品率降低至7.37%±0.41%,而基本理化成分在70℃以下组间变化不明显,主要在70℃以上的组别间略有变化。其变化主要原因在于,当热烫温度过高后,乳扇凝团在制作过程中出现融化拉丝状态,而脂肪与水分会随着温度升高有一定的流失,Skelte[17]的研究表明当热烫温度高于70℃时,酪蛋白胶束表面的κ-酪蛋白与β-乳球蛋白形成二硫键并发生聚合作用附在胶束表面,使蛋白质凝胶结构更加牢固[10]。乳扇的基本成分变化同Ma[18]等人对马苏里拉奶酪的热处理相似,热烫拉伸温度越高,马苏里拉奶酪中的水分含量降低、蛋白质含量越高,但脂肪含量变化不显著。乳扇虽然与奶酪的凝乳方式不同,但主要物质酪蛋白的基本性质相似,因此过高的热烫拉伸温度对乳扇的出品率有着显著的影响作用。热烫温度高于70℃后乳扇成品的形态厚薄不均匀,口感有所下降;乳扇成品感官评分最高的组为70℃组,在此条件下乳扇凝团相对柔软且有一定的可塑性,易于拉伸成型。结合出品率与感官双重指标,选取70℃为最佳热烫拉伸温度。

表3 酸凝pH值确定

表4 热烫拉伸温度确定
2.1.3 热烫拉伸时间对乳扇品质的影响
由表5可知,乳扇的校正出品率随着热烫拉伸时间的上升逐渐下降,热烫拉伸时间越短出品率越高,各组间基本成分中水分含量同样随着时间的上升逐渐递减,脂肪含量随热烫时间的延长到120 s后呈现下降趋势,而蛋白质含量由于水分与脂肪相对含量的降低随之增高。类似于奶酪,乳扇的这种现象同各组分的分布及性质密切相关,因为整个乳扇体系中的“骨架结构”是由酪蛋白之间相互聚集连接而成,脂肪和水分是被各种作用力镶嵌在酪蛋白组成的骨架空隙之中[19]。另外由于水分和脂肪相对于蛋白之间的作用力较小,且脂肪的熔点低、水分的流动性较强,因此当乳扇结构受到热能或机械能等影响时,水分与脂肪的流失率较高于蛋白质[20]。而乳扇的感官评分则随热烫拉伸时间的延长呈先上升后下降的变化趋势,在热烫拉伸120 s时达到感官评分最高值为91.7±2.7分。同Dave[21]等人对马苏里拉奶酪的研究相似,热烫拉伸同样是乳扇成型的关键过程之一,在制作过程中随着乳扇凝团热烫拉伸时间的增长,乳扇凝团从粗糙且不规则的形态逐渐变得柔软光滑,并促进凝团中酪蛋白更为彻底的凝乳,同时增强了乳扇凝团的拉伸性与可塑性;但当拉伸时间过长,乳扇凝团中的脂肪与水分随之流失,改变了乳扇凝团的物理性质,使其变硬且表面有纤维状细纹产生,从而影响了乳扇成品的口感。因此,结合出品率与感官评分,确定乳扇最佳热烫拉伸时间为120 s。
2.2 响应面优化结果
2.2.1 响应面试验设计及结果
根据单因素实验结果的基础上,通过Design Expert 8.0.6软件建立3因素3水平试验模型,通过拟合二次回归方程计算最优感官与出品率工艺组合。选择酸凝pH值(X1)、热烫拉伸温度(X2)、热烫拉伸时间(X3)3因素,以校正出品率与感官评分为指标进行响应面优化试验,试验结果见表6。

表5 热烫拉伸时间确定
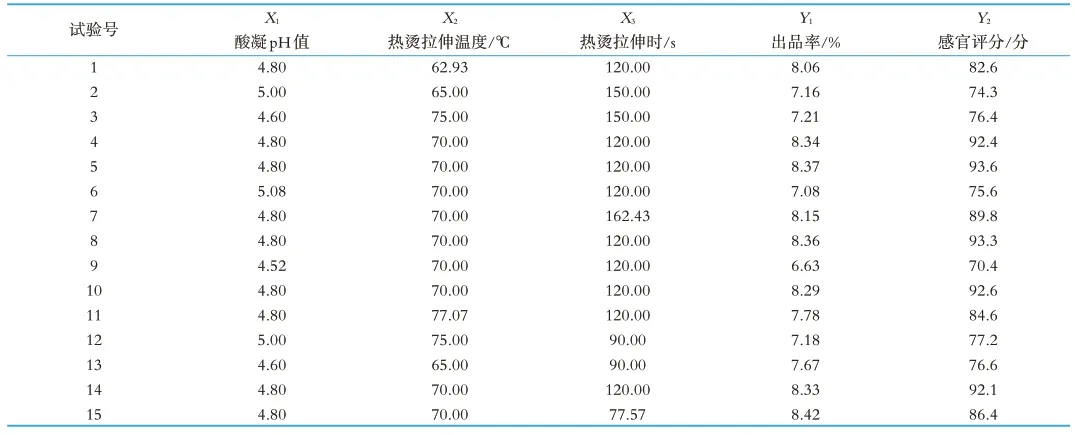
表6 响应面分析方案及结果
2.2.2 模型建立及显著性检验
使用Design Expert 8.0.6软件对表6所得的试验数据进行二次多项式拟合,得到各因素对应各响应值的二次回归编码方程为:Y1=8.33+0.16X1-0.099X2-0.21X3-0.085X1X2+0.011X1X3+0.29X2X3-0.74X12-0.20X22-0.098X32;Y2=92.77+1.84X1+0.71X2+1.20X3+1.98X1X2+0.032X1X3+2.21X2X3-9.85X12-4.55X22-2.30X32。回归模型的方差分析结果见表7。
由表7可知:乳扇校正出品率回归模型显著性检验P<0.01,乳扇感官评分回归模型显著性检验P<0.01,说明两者二次多元回归模型极显著;乳扇校正出品率回归模型失拟性检验P=0.4481>0.05,乳扇感官评分回归模型失拟性检验P=0.7517>0.05,可以认为所选出品率及感官评分二次回归模型与实际试验拟合性充分模型失拟不显著。校正出品率回归诊断表明,决定系数R2=0.9839,信噪比Adeq precisior=72.556,感官评分回归诊断表明,决定系数R2=0.922,信噪比Adeq precisior=47.923。这表明方程的拟合度和可信度均很高,可用于预测乳扇校正出品率及感官评分。离散系数C.V(Y的变异系数)表示实验本身的精确度,C.V值越小,实验的可靠性越高[22],校正出品率拟合C.V值为0.39%,感官评分C.V值为0.68%。综上所述,回归模型拟合程度良好,试验误差小,能够准确的分析和预测乳扇校正出品率及感官评分,说明实验操作可信度高,具有一定的实践指导意义。由回归系数显著性表明,在所取因素水平范围内,各因素对乳扇校正出品率及感官评分影响的顺序为:酸凝pH值大于热烫拉伸时间大于热烫拉伸温度。
2.2.3 响应面分析
图1 、图2是通过二次回归模型拟合的响应面变化三维曲面图。响应面和等高线的稀疏程度可直观地反映酸凝pH值、热烫温度(℃)、热烫时间(s)之间交互作用对乳扇校正出品率及感官评分的影响,当等高线呈圆形时表示两因素交互作用不显著,而呈椭圆形或马鞍形时则表示两因素交互作用显著[23-24]。
由表7响应面方差分析可知:酸凝pH值与热烫拉伸温度对乳扇校正出品率交互作用影响显著,P<0.05;热烫拉伸温度与拉伸时间对乳扇校正出品率交互作用影响显著,P<0.01。图1可知随着酸凝pH值的升高,乳扇校正出品率呈先上升后下降的趋势;随着热烫拉伸时间的延长乳扇校正出品率呈下降的变化趋势,这与单因素实验结果一致;且等高线变化密集,说明各因素对乳扇出品率影响显著。
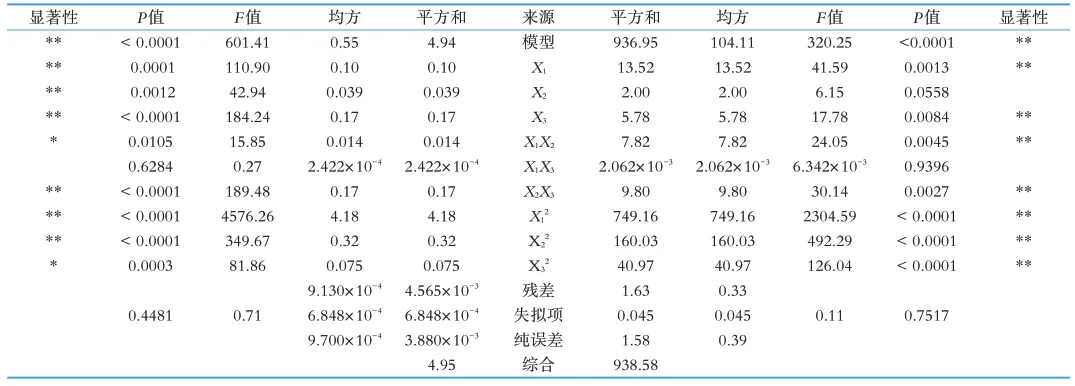
表7 出品率及感官评分回归模型方差分析表
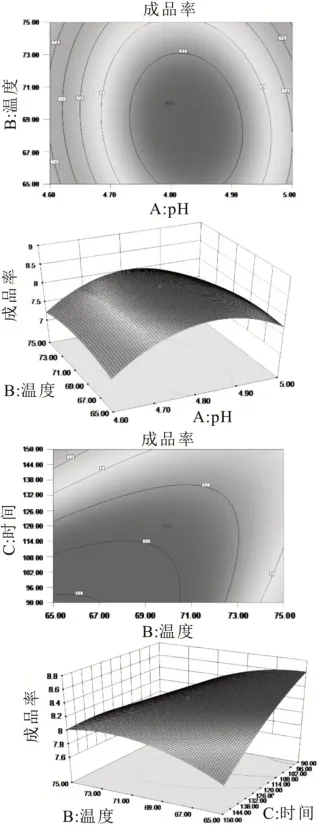
图1 各因素交互作用对乳扇出品率影响的响应面

图2 各因素交互作用对乳扇感官评分影响的响应面
由表7响应面方差分析可知:酸凝pH值与热烫温度对乳扇感官评分交互作用影响极显著,P<0.01;热烫温度与热烫时间对乳扇感官评分交互作用影响极显著,P<0.01。图2可看出,随着乳扇酸凝pH值与热烫拉伸温度的提升乳扇感官评分呈先上升后下降的趋势;随着热烫拉伸温度与时间的延长乳扇感官评分同样呈先上升后下降趋势;乳扇酸凝pH值与热烫拉伸温度、热烫拉伸温度与时间响应曲面陡峭,说明各因素对乳扇感官评分交互作用影响显著,与方差分析结果一致。
2.2.4 回归模型的验证和最佳条件的确定
回归模型通过响应面法得到最优乳扇出品率与感官评分的工艺条件为乳扇酸凝pH值4.82、热烫拉伸温度69.25℃、热烫拉伸时间111.05 s,乳扇校正出品率为8.42 %、乳扇感官评分为92.158;为验证该模型的预测是否准确,考虑实际操作情况的方便性与设备参数状况,确定乳扇制作过程的最佳工艺参数为:酸凝pH值4.80、热烫拉伸温度70℃、热烫拉伸时间110 s,在此条件下进行6次重复实验,结果表明乳扇校正出品率为8.38 %±0.46 %,蛋白34.76 %±0.32 %、脂肪37.85 %±0.72 %、水分18.61 %±0.35 %,乳扇色泽乳白、具有浓郁的乳香味、硬度适中、厚薄均匀有韧性感官评分为93.7±2.7。结果与预测值接近,说明该模型准确可靠。乳扇的出品率较高且形态口感等感官评分良好。
3 结论
通过对乳扇制作过程中酸凝pH值、热烫拉伸温度、热烫拉伸时间对乳扇品质的影响进行探究,得出各因素对乳扇出品率及感官评分影响显著,影响顺序为:酸凝pH值>热烫拉伸时间>热烫拉伸温度,酸凝pH值对乳扇成型影响最大,一定的热烫拉伸可以改善乳扇的口感与质地,但强度过高会造成成品质量的损失;经响应面优化,乳扇的出品率及感官评分有较高的提升。最终得到乳扇拉伸成型的最佳工艺参数为:酸凝pH值4.8、热烫拉伸温度70℃、热烫拉伸时间110 s,在此条件下乳扇出品率达8.38 %±0.46 %,感官评分高。研究针对目前由于乳扇暂无具体制作标准且无机械化生产的现状,为乳扇标准化工艺参数的选择提供了参考。