介质对放电诱导烧蚀加工表面锈蚀的影响研究
2021-02-25陈庆才刘志东韩云晓邱明波穆宏鹏
陈庆才,刘志东,韩云晓,邱明波,潘 浩,穆宏鹏
( 南京航空航天大学机电学院,江苏南京 210016 )
电火花加工是基于工具和工件之间脉冲性火花放电时的电腐蚀来蚀除多余金属的加工方法,其中工作介质主要起到介电、极间冷却、消电离、排屑等作用。 传统的加工介质是油基工作液,针对其加工效率低、安全性不足等问题,国内外研究人员对电火花加工的工作介质进行了各种尝试,得到了不同的研究成果。
Kunieda 等[1]提出了干式电火花加工技术;李立青等[2]进行了气中放电加工的机理研究;Tanimura等[3]提出了雾中电火花加工;顾琳等[4]从电火花腐蚀微观过程的四个阶段分析了气雾介质下的电火花加工机理。 Kao 等[5]针对电火花放电工艺进行研究,得出结论:在脉冲能量较小的条件下,准干式电火花比湿式电火花去除率更高。 Jia 等[6]研究了介质对干式和准干式电火花铣削的影响,得出结论:氧气介质能提高加工效率,且气雾介质的液相增强了极间电场,导致放电间隙增大。 传统电火花蚀除材料的能量主要来源于脉冲电源, 因此受限能量输出,故刘志东[7]提出放电诱导雾化烧蚀加工,向加工区域通入“水基工作液-氧气”雾化介质,在火花放电诱导作用下,活化金属发生燃烧反应,利用反应放出的热能蚀除材料;然而,水-氧气介质产生的锈蚀问题却无法避免, 尤其是在长时间加工情况下,体系中的锈蚀更是不容忽视。
钢铁的锈蚀问题一直都是防腐蚀研究的重点。曹路[8]从温度、溶解氧浓度、pH 值等方面研究碳钢在弱碱性环境中的腐蚀行为。 李党国等[9]利用XPS技术分析22Cr 双相不锈钢在NaHCO3/Na2CO3溶液中形成的钝化膜特性,发现钝化膜呈现内外两层结构,外层膜主要为Fe2O3,而内层膜由Cr2O3及少量FeO 组成。 杨仲年等[10]采用电化学阻抗谱研究耐候钢在NaCl 中性溶液中的腐蚀行为, 建立腐蚀等效模型,将腐蚀过程分为点蚀诱导期、点蚀发展期、腐蚀中期和腐蚀后期这四个阶段。 Stott 等[11]研究了铁铬二元合金在氧化、 氯化双重条件下的高温腐蚀,发现金属表面形成厚而多层的鳞状氧化物FeCr2O4及Fe2O3,但合金的质量损失比相同环境下的纯铁更大,向合金中添加1%的Y 元素后,腐蚀速率降低,可认为添加Y 元素后有助于建立富Cr2O3保护层。
本文从缓蚀角度出发,通过添加一种缓蚀剂来达到缓解工件表面锈蚀的目的。 尿素作为气相缓蚀剂, 在高温条件下能够分解出具有缓蚀作用的气体,运用在雾化烧蚀加工中比较合适。 故本文研究尿素对雾化烧蚀加工特性的影响,主要从材料去除率、电极损耗以及防锈效果等方面进行考虑。
1 试验部分
1.1 试验原理及装置
图1 是雾化烧蚀加工试验系统,工件接电源正极,工作液和高压氧气分别汇入雾化喷嘴,在喷嘴出口处进行混合,形成均匀的气雾工作介质;雾化介质通过三爪卡盘固定的棒状多孔电极进入工件与电极之间的加工区域。 为了确保气密性,雾化喷嘴与电极连接处添加开孔橡胶塞。 需要注意的是,水罐的上端接高压氧气,从而使液体有足够高的压力与氧气混合。
1.2 试验内容及条件

图1 试验平台
本试验采用尺寸为 12 mm×12 mm×15 mm 的Cr12 模具钢作为工件,工具电极为多孔紫铜管。 首先进行水雾化介质和尿素溶液雾化介质的单脉冲试验,观察放电坑;再对6 种不同浓度的溶液进行深度为8 mm 的型孔加工, 每次试验固定雾化介质流量20 mL/min,对材料去除率、电极损耗及锈蚀情况进行分析,挑选出综合效果最佳的浓度;最后进行防锈蚀比对试验,对比水雾化介质和最佳浓度尿素溶液雾化介质的加工效果,加工参数见表1。

表1 加工参数
2 尿素溶液烧蚀加工机理研究
2.1 不同介质下的蚀除坑
图2 是单脉冲试验原理图,设置电参数为开路电压150 V,在放电回路串联5 Ω 电阻,使放电峰值电流约为20 A,脉宽设置为480 μs,工作介质分别采用水雾化介质和尿素溶液雾化介质,每种介质进行两组试验。

图2 单脉冲装置原理图
图3 是在试验过程中不同工作介质下的单脉冲放电坑图,能明显观察到水雾化介质加工件表面有明显的锈蚀点(图3a 标注处),而尿素溶液雾化介质加工件表面观察不到锈蚀点痕迹,这说明尿素溶液有一定的防锈作用,同时发现水雾化介质加工出的坑直径比尿素溶液雾化介质大;但从图4 所示采用激光共焦显微镜测试的蚀除坑深度可看出,尿素溶液雾化介质加工出的蚀除坑深度比水介质的更大。

图3 不同工作介质下的单脉冲放电坑
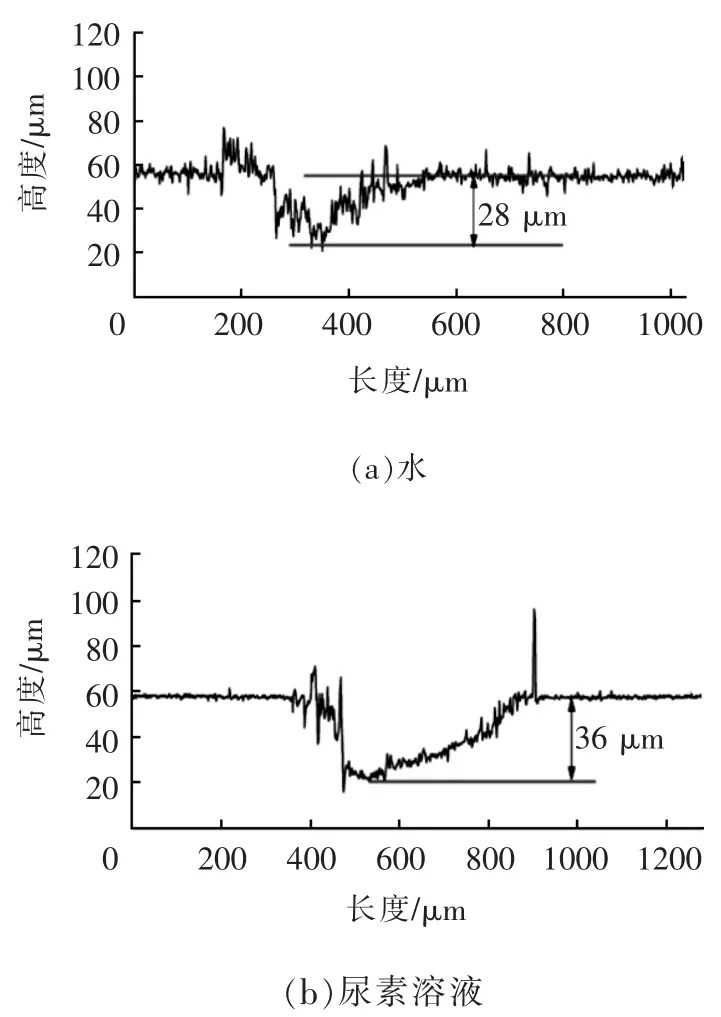
图4 不同工作介质下蚀除坑深度
2.2 尿素在极间的作用分析
为了探究工件在尿素溶液中的加工规律,从以下两点分析其对极间状态的影响:
(1)压缩放电通道。王祥志等[12]根据放电波形将烧蚀加工微观过程分为4 个阶段:放电活化、快速氧化、氧化受阻和氧化扩展。 表2 是在水中添加不同含量尿素对应的溶液黏度[13],图5 是两种工作介质的放电通道示意,可见尿素的存在对放电通道产生限制作用,使能量密度更高,蚀除的坑直径小而深度大,且增加了工件与氧气的接触面积,氧化反应更加剧烈; 而水介质的放电通道比尿素溶液大,能量密度更小,能量更加分散,通道内部的工件材料虽被加热但未能达到与氧气反应的温度,在单次放电中去除的材料更少,能量利用率与氧气利用率较低。
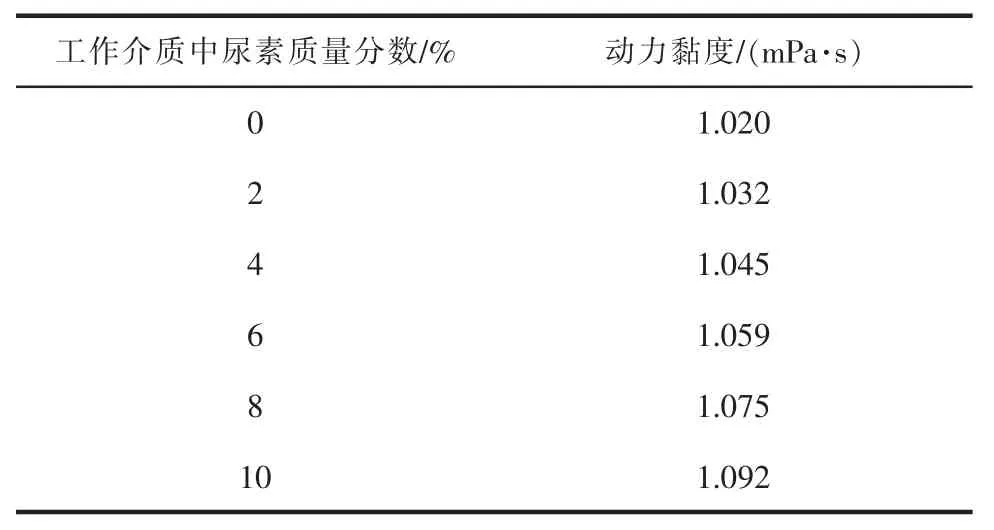
表2 不同浓度下溶液的动力黏度
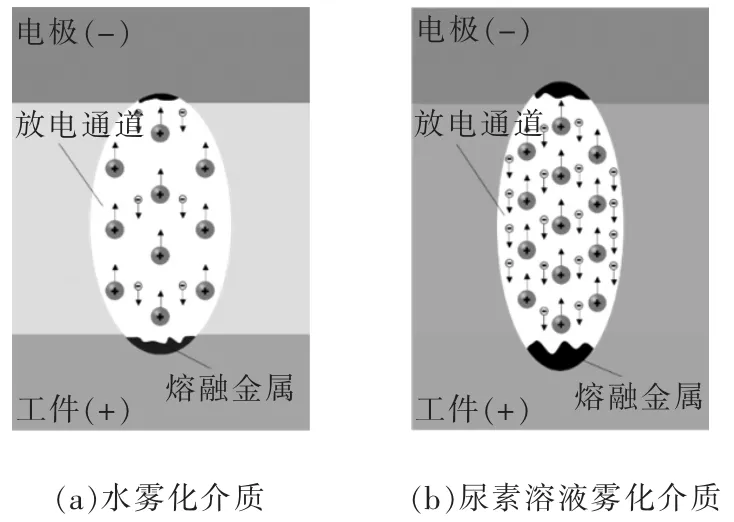
图5 两种工作介质的放电通道示意图
图6 是不同介质加工件的表面能谱图,从铁和氧的含量差异可知,水雾化介质加工表面铁的氧化物含量比例要高于尿素溶液雾化介质,可以推断当去除相同质量的工件材料时,尿素溶液雾化介质以气化方式去除材料量占总去除量的比例比水介质更大。 尿素能够压缩放电通道,提高通道的能量密度,从而产生更大的爆炸力,金属更多地以气化方式被蚀除,这解释了工件表面元素含量的差异。

图6 两种介质加工表面EDS 图
(2)产生高压气体,更有利于排屑。 周英贵等[14]对尿素溶液雾化热分解特性建立了模型并做了试验验证,得出结论:在375~415 K 温度区间,主要以水分蒸发为主;415~1100 K 温度区间, 尿素快速分解,并在735 K 后分解率接近100%;温度继续增至1400 K 时, 未发现热解产物 NH3和 HNCO, 因为NH3被氧气氧化成NO。 本文采用雾化烧蚀加工,尿素溶液与高压氧气经雾化喷嘴喷向加工区,与水相比,尿素溶液由于放电处的高温作用,分解得到气体,从而在电极与工件型腔形成的空间里产生更高的压力(图7),能够更有力地将蚀除颗粒排出加工区域。
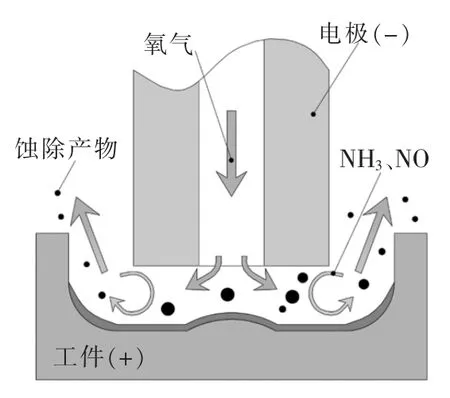
图7 加工过程中极间产生高压气体
2.3 尿素溶液对防锈蚀的影响
烧蚀加工过程中,当端部放电完毕之后,电极会继续往Z 轴负方向运动,由于电解加工间隙比电火花放电间隙大,故电极侧壁与工件型孔侧壁之间必然会继续发生电解反应。 与电化学腐蚀的极性相同,烧蚀加工采用正极性加工,工件接正极、电极接负极, 因此脉冲在空载及放电击穿之前的时间段内,电极与工件都可能发生微电解。
一般认为钢的表面形成的腐蚀锈层分为两层,外层疏松多孔、保护性差,内层致密、与基体结合牢固,起主要的保护作用。 图8 是水介质中的工件氧化示意图,在水中,工件中的铁溶解生成Fe2+,水中微量的OH-迁移到阳极附近与Fe2+结合生成氢氧化物,形成疏松多孔的外层锈层,水中的侵蚀性粒子如水分子、氧分子、氯离子仍可以穿透外层到达基体表面,随着加工进行,铁的腐蚀产物逐渐增多并沉积在基体表面, 工件中的铬元素作用愈加明显,在外锈层与基体之间形成较为致密的氧化膜,对基体有一定的保护作用;然而,溶液中钝化膜的形成和溶解是同时进行的,中性溶液中的H+会破坏钝化膜,造成钝化膜局部溶解,工件表面会出现局部的锈蚀[10]。
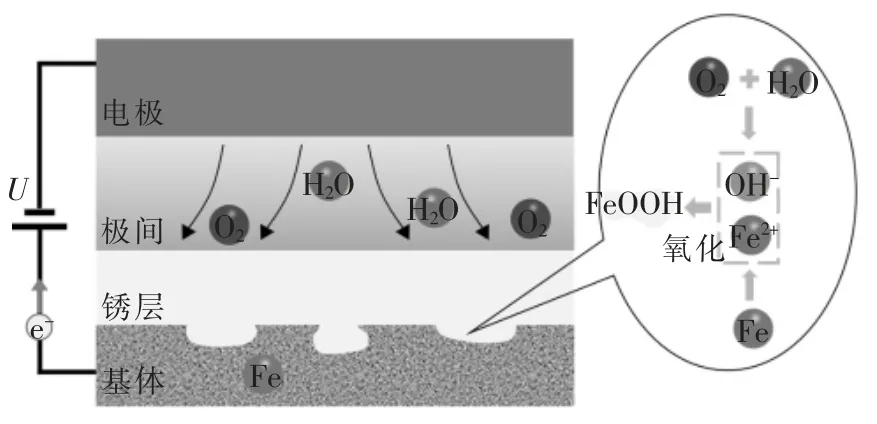
图8 电解池条件下的吸氧腐蚀
在水中添加尿素后,由于放电加工和烧蚀存在氧化燃烧释放的热量,尿素极易分解出氨气,氨气易溶于水,使得极间的介质呈碱性,在碱性条件下,工件基体表面会形成双层结构的钝化膜,又由于溶液呈碱性,金属基体表面的钝化膜的溶解速率远低于水介质中钝化膜的溶解速率,使表面锈蚀有所减缓[9]。
3 试验结果与分析
3.1 不同工作介质的对比
对比水与质量分数10%的尿素溶液的加工特效,设定加工条件脉宽 150 μs、脉间 100 μs、平均电流10 A、氧气压力0.3 MPa,得到两种工作介质烧蚀加工的材料去除率和电极体积相对损耗结果见图9。 可见,水雾化介质的材料去除率为20 mm3/min、电极体积相对损耗为1.54%, 而质量分数10%的尿素溶液雾化介质材料去除率为27.12 mm3/min,电极体积相对损耗为2.94%,表明在相同电参数下,尿素溶液对工件的去除率有明显的提升效果,但同时也会增加电极损耗。

图9 两种介质对材料去除率和电极损耗的影响
图10 是不同介质下工件孔底部表面的SEM图, 可见尿素溶液雾化介质加工出的表面更加平整,气孔和裂纹比较少。 这是由于在电火花加工中,金属蚀除方式包括熔化去除和气化去除,使用水雾化介质时材料熔化量占总去除量比例比尿素溶液雾化介质更大,而在气化蚀除占比方面则是尿素溶液雾化介质比水雾化介质更高,故用水介质时传递到工件表面的热量更多,更容易产生微裂纹[12]。由此可得出结论,尿素作为一种添加剂加入到烧蚀加工介质是可行的,也印证了上述“产生高压气体”的解释具有合理性。

图10 两种介质加工表面的SEM 图
3.2 尿素溶液浓度对加工效率的影响
图11 是不同浓度尿素溶液雾化介质对材料去除率和电极体积相对损耗的影响。 可见,水雾化介质的材料去除率为20 mm3/min,随着水中尿素浓度提高,材料去除率呈上升趋势,这是由于尿素压缩放电通道和产生高压气体的作用,能有效提高工件的加工效率;同样的,电极相对损耗也随着尿素浓度的提高而增加, 这是由于溶液中尿素浓度提高,工作液压缩放电通道,电极端能量密度增加,铜电极也更易被蚀除,但铜的导热性能优于铁,且管状铜电极中持续通氧而加速了电极的冷却,故随着溶液浓度的增加,电极绝对损耗值的增量比被蚀除工件体积的增量小一倍。 综合考虑尿素溶液的材料去除率、电极相对损耗及工件加工表面与非加工表面的锈蚀情况, 选择质量分数6%的尿素溶液去除效果最佳。

图11 不同浓度尿素溶液对蚀除率和电极损耗的影响
图12 是两种介质加工过程中的放电波形图,可见水雾化介质的波形中空载波形数量多于尿素溶液雾化介质,从而导致水雾化介质的放电脉冲能量较低。 在烧蚀加工中,介质被击穿后形成放电通道,脉冲能量是金属引燃的前提,尿素溶液雾化介质的脉冲放电能量更高,被活化的金属更多,与氧气发生反应的量也就越多, 从而使其去除效率更高。
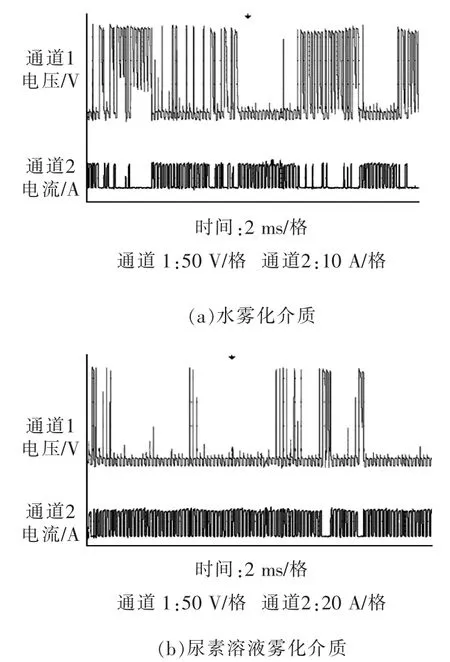
图12 两种介质的放电波形图
3.3 添加尿素的防锈效果
选取水和质量分数为6%的尿素溶液, 对比研究介质的防锈效果。 依据JB/T 7901—2001《金属材料实验室均匀腐蚀全浸试验方法》, 将加工完的工件置于各自的加工介质中浸泡24 h,然后进行切割制样,得到加工孔的侧壁表面SEM 图谱见图13。 可见, 两工件表面均可清晰地看到烧蚀加工特有形貌,金属被放电能量及氧化燃烧的能量熔化后又冷却凝固,铺展在原有的金属基体上,形成类似沙滩一样的表面。

图13 工件侧壁SEM 图
不同的是,水雾化介质处理后的工件大部分表面都被一层小颗粒及结成块状的物体覆盖,结合图14 的高倍率光学显微镜图观察,这些块状物体有很多裂纹,且较松散,可判定这些物质是铁锈;而尿素溶液雾化介质加工后的工件表面基本上为烧蚀状,只有较少的区域出现铁锈,这是由于加工过程中尿素分解出的氨气使极间液体呈碱性,碱性溶液中的金属基体表面钝化膜溶解缓慢, 具有很好的保护性。 通过以上两种工作介质的对比可得出结论:在较长时间的烧蚀加工过程中,使用添加尿素的工作介质可有效减缓锈蚀问题。
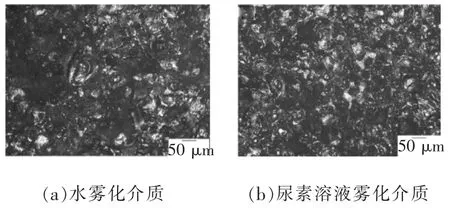
图14 工件侧壁光学显微镜图
4 结论
针对水-氧气介质产生的锈蚀问题, 分别以水雾化介质、尿素溶液雾化介质为工作介质,对Cr12模具钢进行烧蚀加工并研究表面锈蚀问题,得到以下结论:
(1)采用氧气和尿素溶液的混合雾化介质进行放电烧蚀加工, 能缓解加工件表面产生锈蚀的问题。
(2)尿素在高温下受热分解出氨气,溶于介质中使其呈碱性, 有助于保护工件表面的钝化膜,减缓其溶解速度,从而增强抗腐蚀能力。
(3)尿素溶液的黏度大于水,能压缩放电通道,提高通道内能量密度,同时尿素受热分解后,在放电通道内产生气体,有利于极间蚀除产物的排出。
(4)在水中添加适当比例的尿素可以提高材料去除率,虽然电极损耗有所增加,但工件表面质量有所提高,表面微裂纹、气孔及锈蚀等缺陷明显得以减少。