硫酸亚铁处理磷化废水工艺优化研究
2021-09-22陈静怡肖厚荣
陈静怡,肖厚荣,刘 鹤,厉 捷
(1.合肥学院 能源材料与化工学院,安徽 合肥 230601;2.威立雅(中国)环境服务有限公司,上海 200041)
涂装是汽车生产过程中的重要环节,会产生大量涂装废水,其中在预处理的表调工艺和磷化工艺中会产生大量含有磷、磷酸盐以及镍等离子的废水,具有高污染和剧毒性,如果未经处理直接排放到自然环境中,会对当地生态环境造成难以估量的严重污染[1]。目前工业磷化废水的处理方法主要有:生物法[2]、吸附法[3]、电解法[4]、絮凝沉淀法[5]等,其中以絮凝沉淀法应用最为广泛。受市场价格因素影响,威立雅江淮项目在磷化废水工艺处理中原使用的PAC(聚合氯化铝)价格一路走高,拟采用FeSO4代替PAC做为絮凝剂处理磷化废水。在工业污水处理中,硫酸亚铁作为絮凝剂具有以下优点:沉降速度较快、沉降颗粒大、沉淀物密集、密度较大、除色效果比较好(在处理有色废水时有非常好的表现),是一种无毒物质并且对生物生长是有益的,不会改变原有处理工艺,是一种便宜、好用、有效的絮凝剂[6]。
1 材料与方法
1.1 试验材料
仪器:紫外分光光度计(上海博讯有限公司医疗设备厂);磁力搅拌器(北京普析通用仪器有限责任公司);消解仪(福州衡之展电子有限公司);pHS-3C型pH计(上海精宏科学仪器有限公司)。
试剂:钼酸铵、过硫酸钾、氢氧化钠、酒石酸锑钾、抗坏血酸、浓硫酸为分析纯,硫酸亚铁为工业纯。
废水:废水来自于合肥市江淮汽车厂磷化车间,其水质指标如表1所示。

表1 汽车磷化废水主要水质参数
1.2 实验方案
单因素实验:考察FeSO4投加量(100、200、300、400、500、600 mg/L)、pH(3、5、7、9、11、13)、搅拌时间(5、10、15、20、30 min)、搅拌转速(50、100、150、200、250、300 r/min)、沉降时间(5、10、15、20、25、30、40 min)对总磷去除率的影响。
响应面优化实验:参照单因素实验结果,选择FeSO4投加量(A)、沉降时间(B)、pH(C)、搅拌时间(D)四个因素,各取3水平,进行响应面优化设计,试验设计方案见表2。
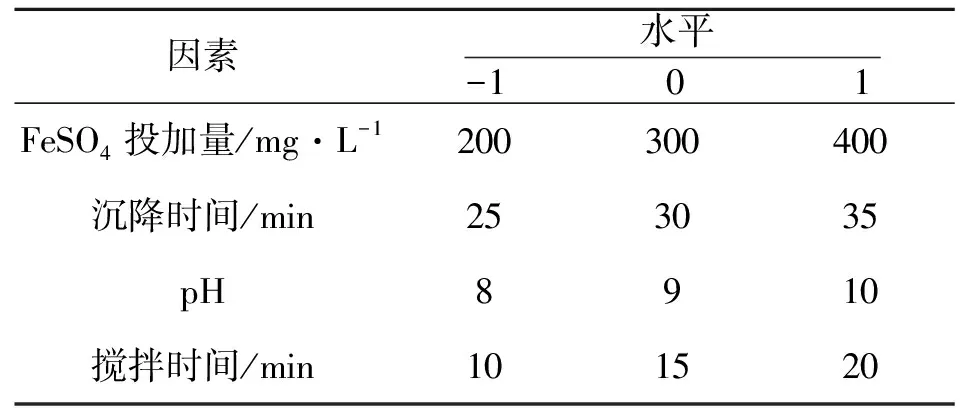
表2 响应面分析试验设计表
1.3 测定方法
废水中总磷的测定:钼酸铵分光光度法(GB11893—89)[7]。
2 结果与分析
2.1 FeSO4投加量对总磷去除率的影响
FeSO4投加量对总磷去除率的影响见图1。

图1 FeSO4投加量对总磷去除率的影响
由图1可知,当投加量从100 mg/L增加到300 mg/L时,FeSO4混凝剂投加量与总磷去除率呈现正相关,增加到300 mg/L时,总磷去除率可达49.76%。然而,随着投加量继续增加,总磷去除率增加不明显,甚至略有降低且污泥沉淀量明显增多。分析原因,硫酸亚铁作为絮凝剂主要是通过离子交换形成絮状沉淀达到除磷效果[8],当硫酸亚铁投加量达到一定浓度后,反应已基本达到平衡,综合考虑FeSO4的最佳投加量为300 mg/L。
2.2 pH对总磷去除率的影响
pH对总磷去除率的影响见图2。
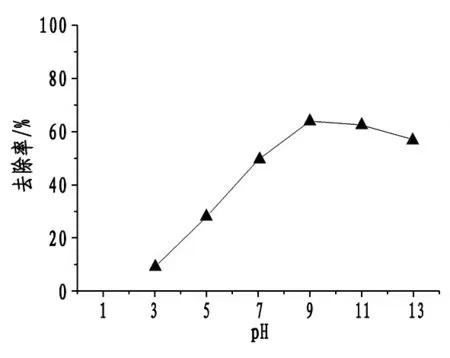
图2 pH对总磷去除率的影响
由图2可知,废水pH在3-9范围内,总磷去除率随废水pH的升高不断增加,pH值为9时,总磷去除率达到最高63.94%,之后随着pH值继续升高,总磷去除率逐渐降低。分析原因可能是随着溶液pH的不断增大,溶液中的OH-浓度在不断增加,而OH-的增多将会影响溶液中Fe3+和Fe2+,使它们直接生成红褐色和白色的沉淀,从而降低絮凝效果。因此,建议反应选取的最佳pH为9。
2.3 搅拌时间对总磷去除率的影响
搅拌时间对总磷去除率的影响见图3。搅拌时间从0增加到15 min时,总磷去除率不断增加,15 min后基本不再变化。搅拌的主要目的是加速FeSO4的均匀混合,结合实际,搅拌时间选用15 min最适宜。
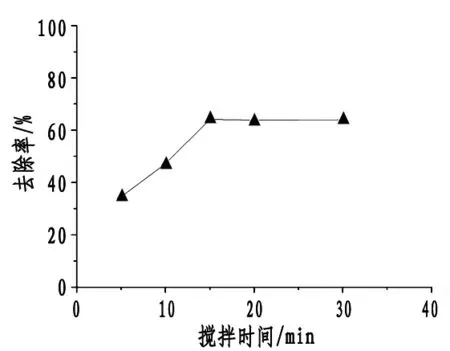
图3 搅拌时间对总磷去除率的影响
2.4 搅拌转速对总磷去除率的影响
搅拌转速对总磷去除率的影响见图4。
由图4可知,开始时随着搅拌转速的不断增加,FeSO4和废水的混合速率加快,总磷去除率逐渐提高,200 r/min时,达到最高值63.32%,而后,随着搅拌转速的继续增加,可能会导致部分的Fe3+和Fe2+打破溶解平衡形成沉淀,从而降低了实验效果,因此搅拌转速选用200 r/min为最佳。
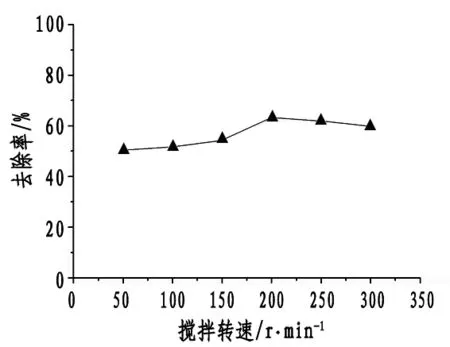
图4 搅拌转速对总磷去除率的影响
2.5 沉降时间对总磷去除率的影响
沉降时间对总磷去除率的影响见图5。
由图5可知,在前30 min内,总磷去除率随着沉降时间的延长而增加,但当沉降时间大于30 min后,随着时间的延长,去除率几乎没有变化,说明在30 min时,沉淀絮体已经基本沉淀完成。溶液沉降的目的是使悬浮的污染颗粒物沉降到溶液底部。因此当溶液中悬浮物沉降完全的时候,继续静置将不会再有明显效果。结合实际生产需要,沉降的最佳时间为30 min。
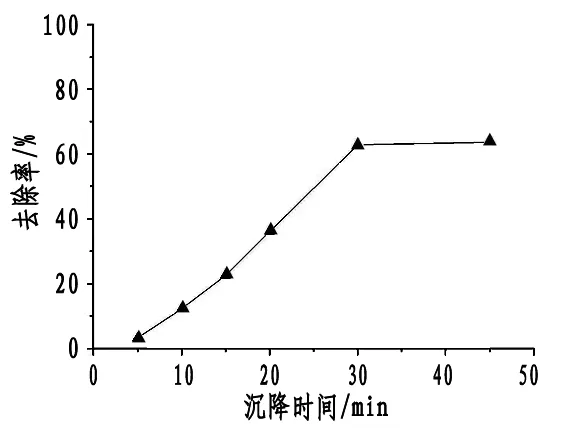
图5 沉降时间对总磷去除率的影响
2.6 响应面试验结果
根据单因素试验结果,采用Box-Behnken中心组合设计原理,进行四因素三水平的响应面试验,结果见表3。
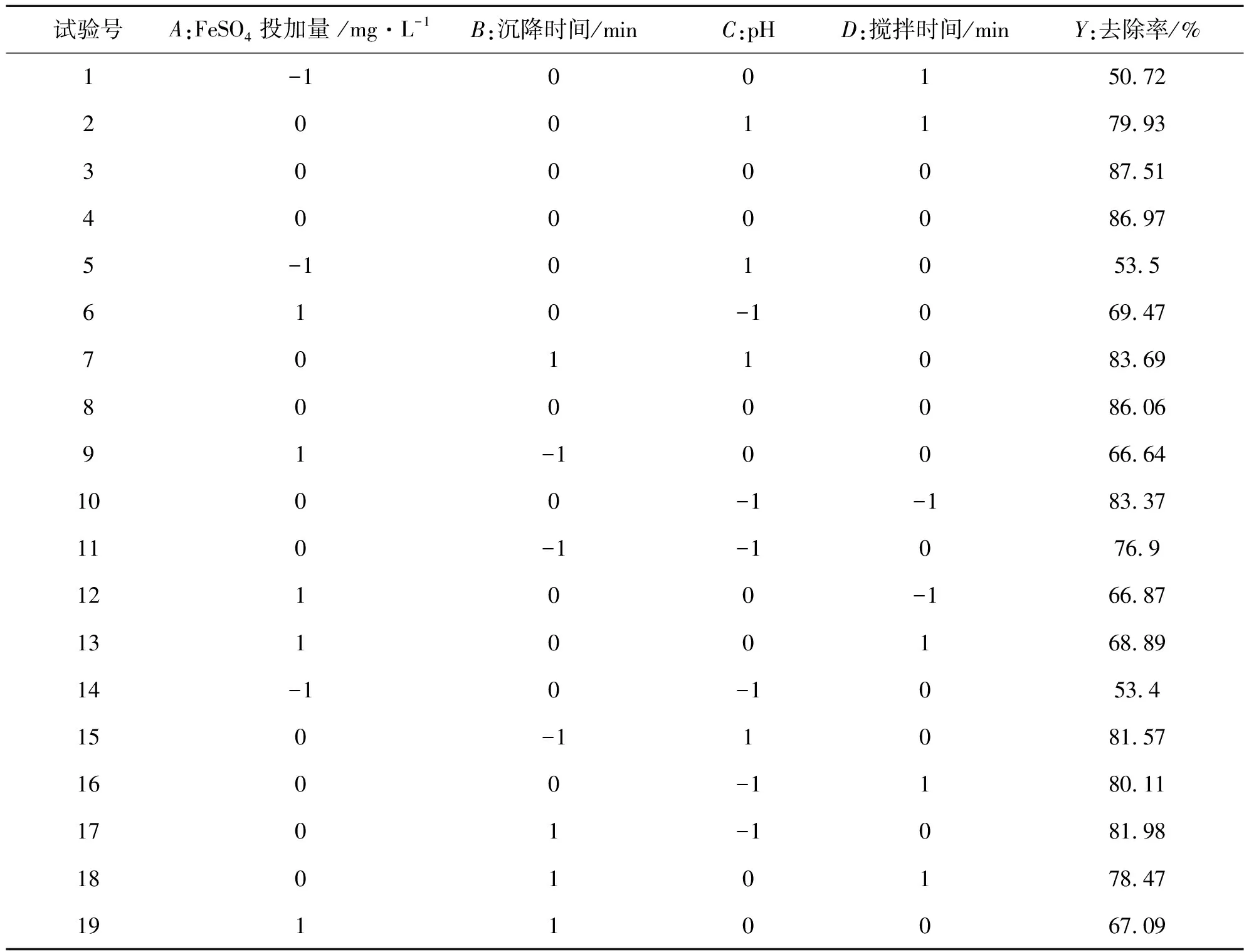
表3 响应面试验结果
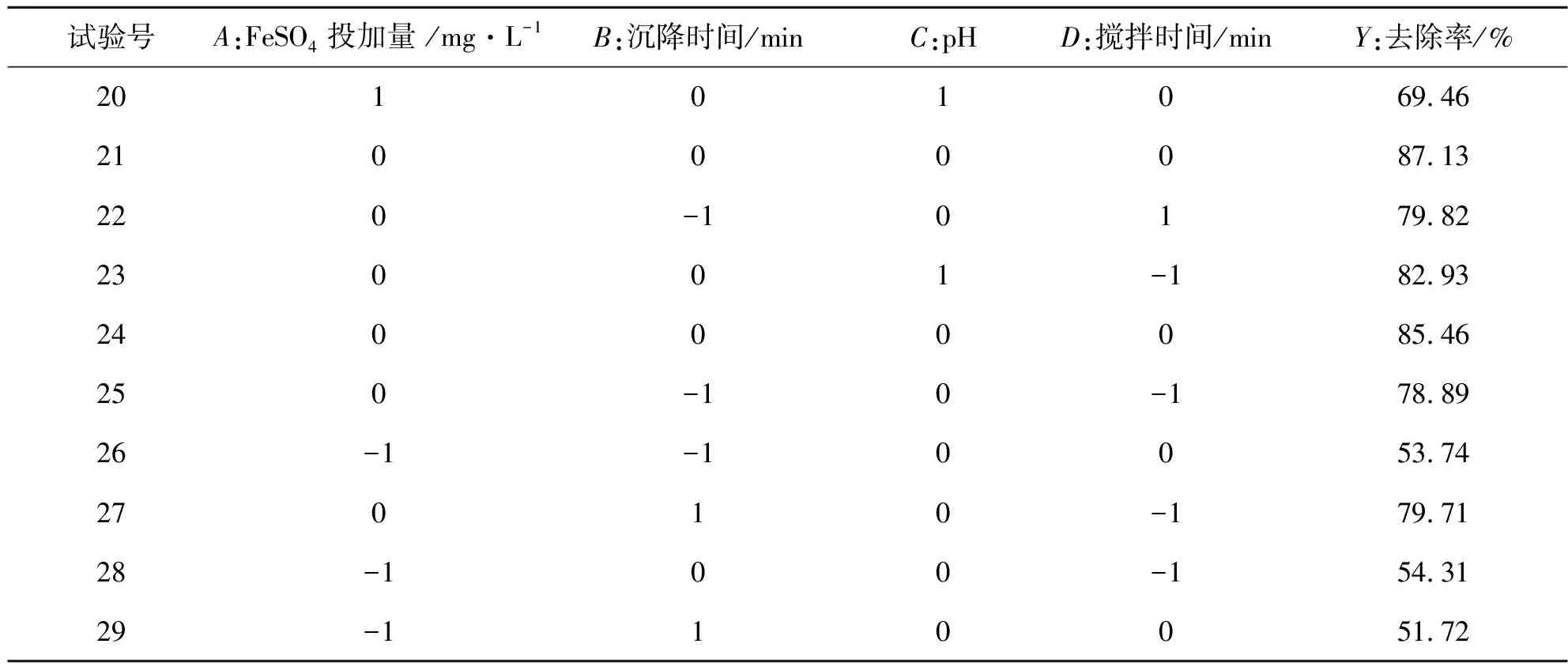
续表
采用Design-expert 8.0.6.1分析软件对表3试验结果进行多元回归分析,得到预测模型回归方程如下:Y=86.63+7.59A+0.43B+0.49C-0.68D+0.62AB-0.028AC+1.40AD-0.74BC-0.54BD+0.065CD-23.14A2-3.83B2-1.82C2-3.36D2
由表4可知,该模型P<0.0001,回归效果显著,得到的方程能很好地预测结果[9]。
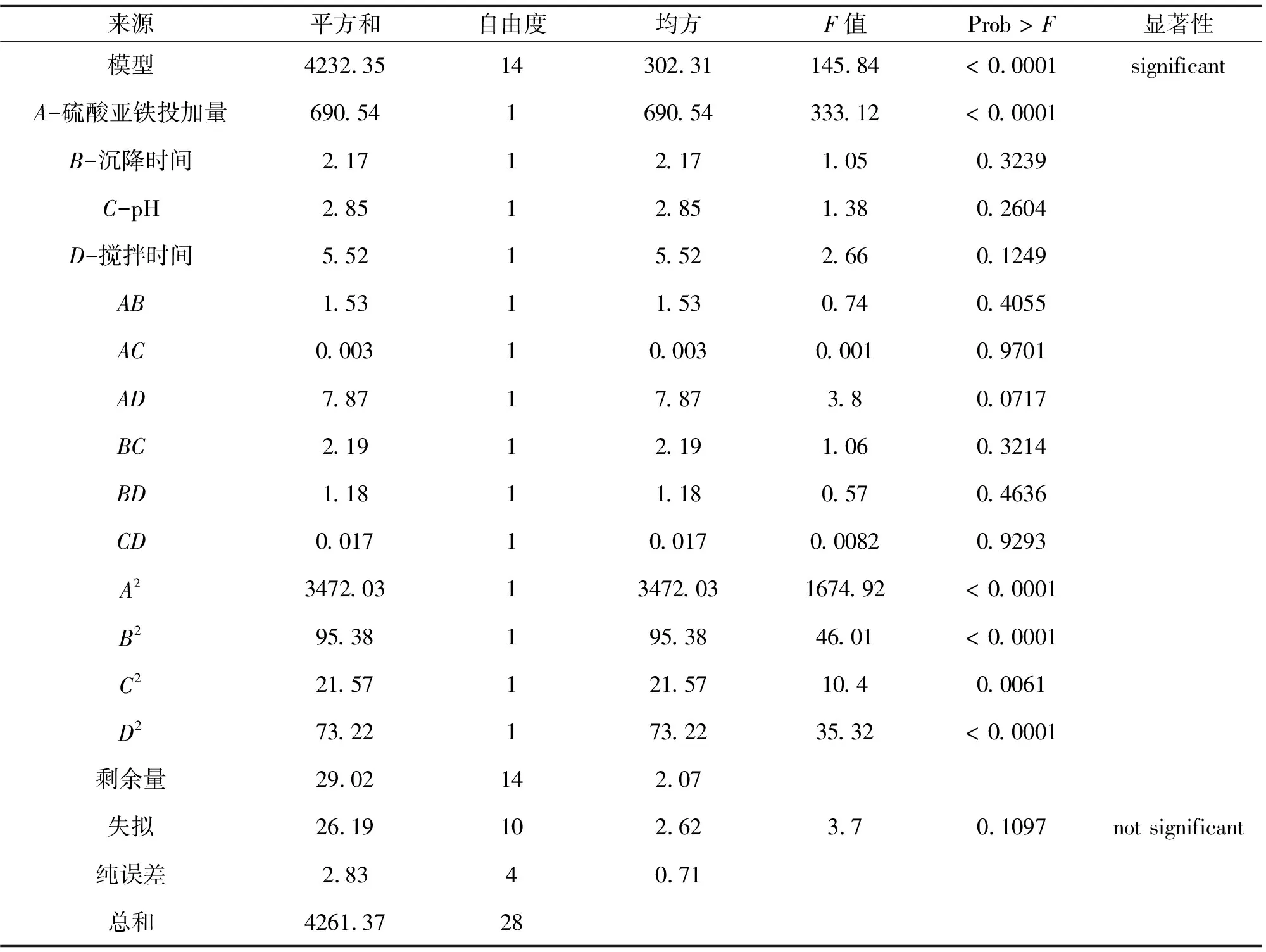
表4 响应面方差分析
失拟项P=0.1097>0.05不显著,说明该模型拟合度较好,多元相关系数R2=0.9932,说明总磷去除率的实际值与模型预测值之间拟合度很好,变异系数CV值1.96%< 10%,表明试验的精确度和可信度高,一次项A、二次项A2、B2、D2对磷去除率影响极显著,二次项C2对磷去除率影响显著。由表4中F值可知,各因素对总磷去除率影响的大小是:硫酸亚铁投加量(A)>搅拌时间(D)>pH(C)>沉降时间(B)。响应面的三围图和等高线能够预测和检验自变量的响应值及自变量之间的关系[10]。由图6可知,AB、AC、AD的等高线呈椭圆形,说明两者交互作用对涂装废水的磷去除影响较大,达到极显著效果,AB、BD的等高线近似圆形,BC、BD、CD说明两者有交互作用,但是交互不显著。

图6 各因素交互作用对磷去除率影响的响应面及等高线
经软件分析得到除磷的最佳工艺条件为FeSO4投加量308 mg/L、沉降时间30.32 min、pH9.12、搅拌时间14.64 min时,磷去除率预测值为87.3%;为方便操作,结合实际,将最佳工艺条件调整为FeSO4投加量310 mg/L、沉降时间30 min、pH 9、搅拌时间15 min,在此工艺条件下进行3次平行验证试验,得到磷去除率为87.68%,表明该工艺条件可行。
3 结论
本研究采用FeSO4作为絮凝剂处理磷化废水,通过单因素实验和响应面优化实验进行工艺条件优化,经过分析、计算和修正,得到絮凝工艺的最佳条件是:FeSO4投加量310 mg/L、沉降时间30 min、pH值为9、搅拌时间15 min,该工艺条件下,总磷的去除率可以达到87.68%;各因素对总磷去除率影响的大小依次是:硫酸亚铁投加量(A)>搅拌时间(D)>pH(C)>沉降时间(B),证明用FeSO4替代PAC作为絮凝剂处理磷化废水是切实可行的。
