催化裂化汽油催化精馏硫转移技术工业试验
2021-01-11徐亚荣
张 力,徐亚荣,刘 键
(中国石油乌鲁木齐石化公司研究院,乌鲁木齐 830019)
催化裂化(FCC)汽油在成品油中所占比例达70%以上,且贡献了90%的硫和95%的烯烃。加氢技术是有效脱除FCC汽油中硫的重要手段。然而,对于处理高硫、高烯烃的FCC汽油,在进行超深度加氢脱硫时,采用单独的加氢脱硫技术往往会使烯烃被大幅度加氢饱和,导致汽油辛烷值损失较大,经济性较差。现阶段,在生产国Ⅴ、国Ⅵ标准汽油调合组分时,通常对FCC汽油原料进行选择性加氢并切割为轻、重馏分,再分别对轻馏分和重馏分进行处理以得到调合汽油作为成品汽油的调合组分[1]。通常情况下,若采用较高的温度进行切割,得到的重馏分深度加氢脱硫负荷可能降低,能够在一定程度上减少辛烷值损失,然而,所得到的轻馏分中硫和烯烃含量相对较高[2],需要对轻馏分进行进一步的加氢脱硫处理,因此,整体上依然会导致较大的辛烷值损失;若采用较低的温度进行切割,虽然能够得到硫含量较低的轻馏分,然而,重馏分中的硫含量和烯烃含量相对增加,进行深度脱硫时,势必会增加对重馏分进行加氢脱硫的苛刻度,从而造成更多的烯烃被饱和,同样会造成较大的辛烷值损失。
中国石油乌鲁木齐石化公司(简称乌鲁木齐石化公司)从2008年开始进行FCC汽油催化精馏硫转移深度脱硫的催化剂及工艺研究,2018年在乌鲁木齐石化公司建成了100 kta FCC汽油催化精馏硫转移工业试验装置,完成了FCC汽油硫转移-加氢脱硫工业试验,是国内首次将FCC汽油催化精馏硫转移技术应用于工业试验。以下对此工业试验情况及标定结果进行介绍。
1 FCC汽油催化精馏硫转移技术介绍
FCC汽油中存在二硫化碳、硫醚、硫醇、噻吩类硫化物,其中噻吩硫占总硫质量的90%以上,这类含硫化合物在催化裂化反应条件下较稳定,很难裂化。催化裂化汽油中的硫化物基本上是有机化合物,重馏分中主要为苯并噻吩和甲基苯并噻吩,中馏分中主要为烷基噻吩,轻馏分中主要为硫醇和硫醚[3]。
烷基化反应脱硫技术[4-5]首先由BP公司提出,该技术利用酸性催化剂使汽油中的噻吩硫化物与本身含有的烯烃进行烷基化反应生成高沸点的硫化物,通过蒸馏使高沸点的硫化物从轻馏分中分离,并在重馏分中富集,从而降低低沸点硫化物的含量。
噻吩烷基化反应依据碳正离子机理进行,要求催化剂具有一定的酸强度[4-5]。催化剂的强酸位决定其噻吩烷基化性能。烷基硫转移脱硫技术的催化剂主要有树脂固载金属离子催化剂、固体酸催化剂和离子液体催化剂[4-5]。FCC汽油中存在大量的烯烃,因此烷基硫转移脱硫技术不需要另外添加烯烃作为烷基化剂。以噻吩与丙烯烷基化反应为例,丙烯在酸催化剂上形成正碳离子,正碳离子可加成到噻吩S原子的α位或β位形成烷基取代噻吩。
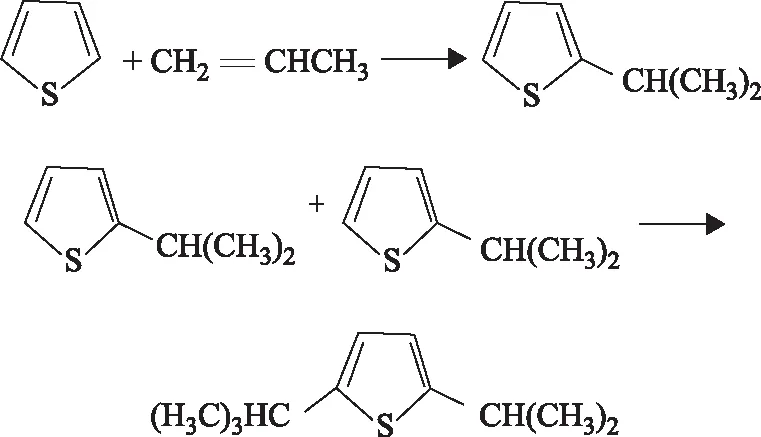
烷基噻吩受催化剂作用可形成新的正碳离子继续进行加成反应,也可进一步与烯烃反应,生成更高沸点的烷基噻吩。
将催化精馏技术[6-7]应用于烷基化硫转移反应脱硫是一种新的尝试,该工艺使烷基化反应和高沸点产物的分离在一个催化精馏塔中同时进行,这对于简化流程、节约投资和能量、提高脱硫效率均具有重要的开发价值。FCC汽油催化精馏硫转移技术是在反应精馏塔内装有含烷基化硫转移催化剂的催化精馏元件,原料汽油经原料泵抽出进入反应精馏塔内,汽油在反应精馏塔内与催化剂接触,噻吩与烯烃进行烷基化反应,经精馏后,塔顶得到超低硫的轻汽油馏分,塔底富硫的重馏分去加氢脱硫装置进行深度脱硫。现有汽油加工工艺可以灵活地与催化精馏汽油硫转移过程进行整合,形成成套的汽油硫转移-加氢脱硫生产国Ⅴ、国Ⅵ汽油调合组分的工艺技术。
2 FCC汽油催化精馏硫转移技术的工业试验
2.1 工业试验装置介绍
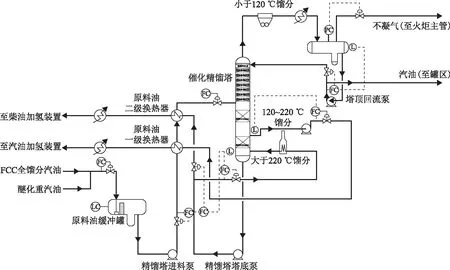
图1 100 kta FCC汽油催化精馏硫转移单元原则流程
工业试验的原料来自乌鲁木齐石化公司。一种原料为FCC全馏分汽油,来自重油催化裂化(简称重催)装置;另一种原料为醚化重汽油,来自汽油醚化装置。催化精馏塔切割出小于120 ℃馏分、120~220 ℃馏分和大于220 ℃馏分,其中小于120 ℃馏分直接作为汽油调合组分,120~220 ℃馏分依托现有的加氢装置进行深度脱硫,大于220 ℃馏分送至柴油加氢装置进行脱硫。催化精馏塔的催化剂设计装填量为7.8 t,实际装填量为4.5 t,实际装填量为设计值的58%。
催化精馏塔为填料塔。反应段分7段,自下而上编号为1~7,反应段上部为回流段;精馏段为2段填料段,自上而下编号为1~2。进料位置在反应段1与填料段1之间。
2.2 工业试验标定结果分析
2.2.1 FCC全馏分汽油工况标定结果分析FCC全馏分汽油工况下催化精馏塔主要操作参数见表1,催化精馏硫转移单元原料及产品性质见表2,物料平衡数据见表3。
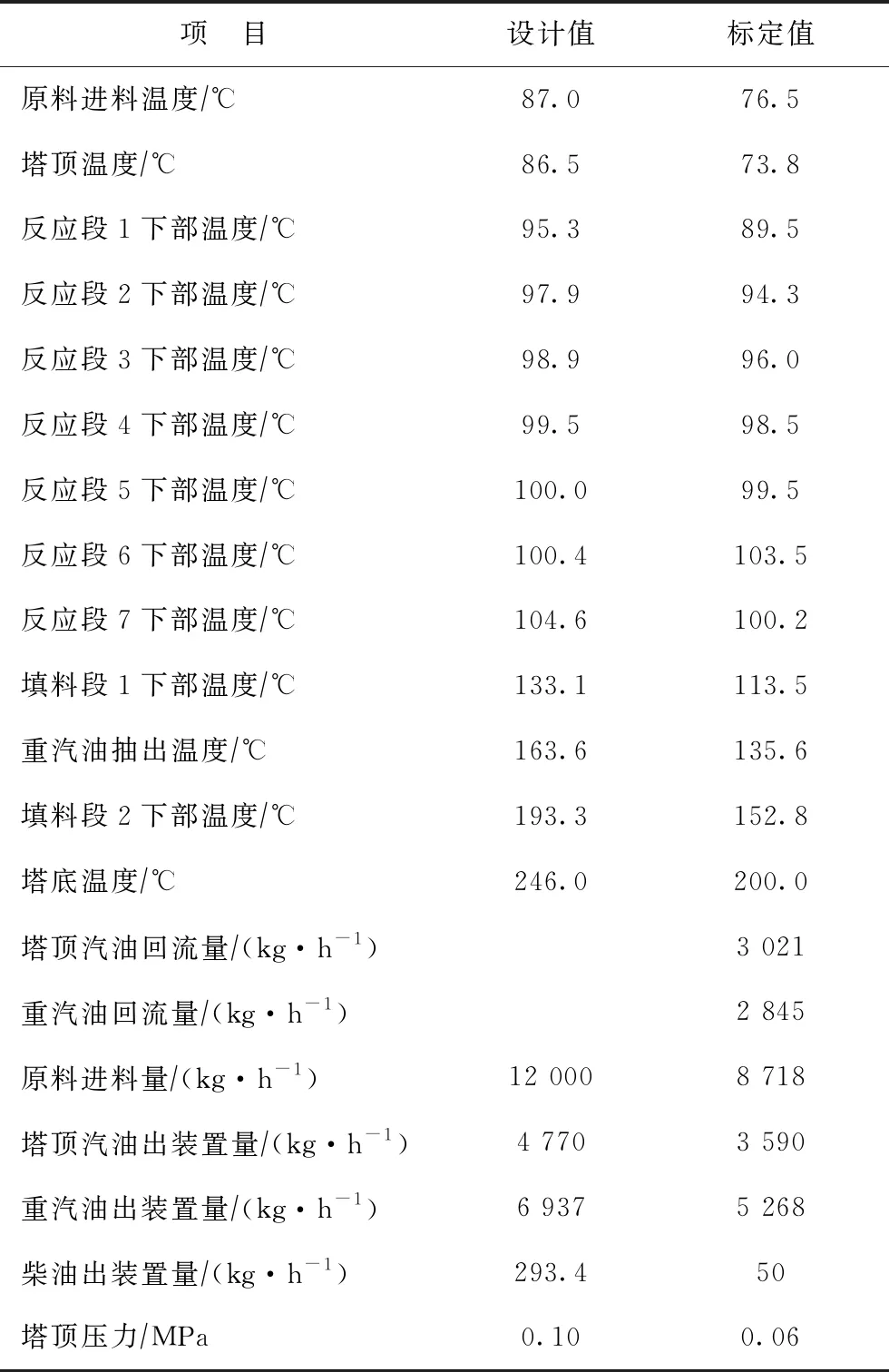
表1 FCC全馏分汽油工况下催化精馏塔主要操作参数
由表1可见:催化精馏塔反应段温度基本在90~100 ℃,整个催化精馏塔内的温度梯度分布良好,反应温度达到了催化剂活性温度要求;塔顶压力为0.06 MPa;回流比(塔顶汽油回流量塔顶汽油出装置量)为0.84,标定期间平均值为0.75;标定期间,催化精馏塔塔顶温度比设计值低约12 ℃,反应段温度比设计值低1~5 ℃,填料段温度比设计值低20~40 ℃,塔底温度比设计值低46 ℃。
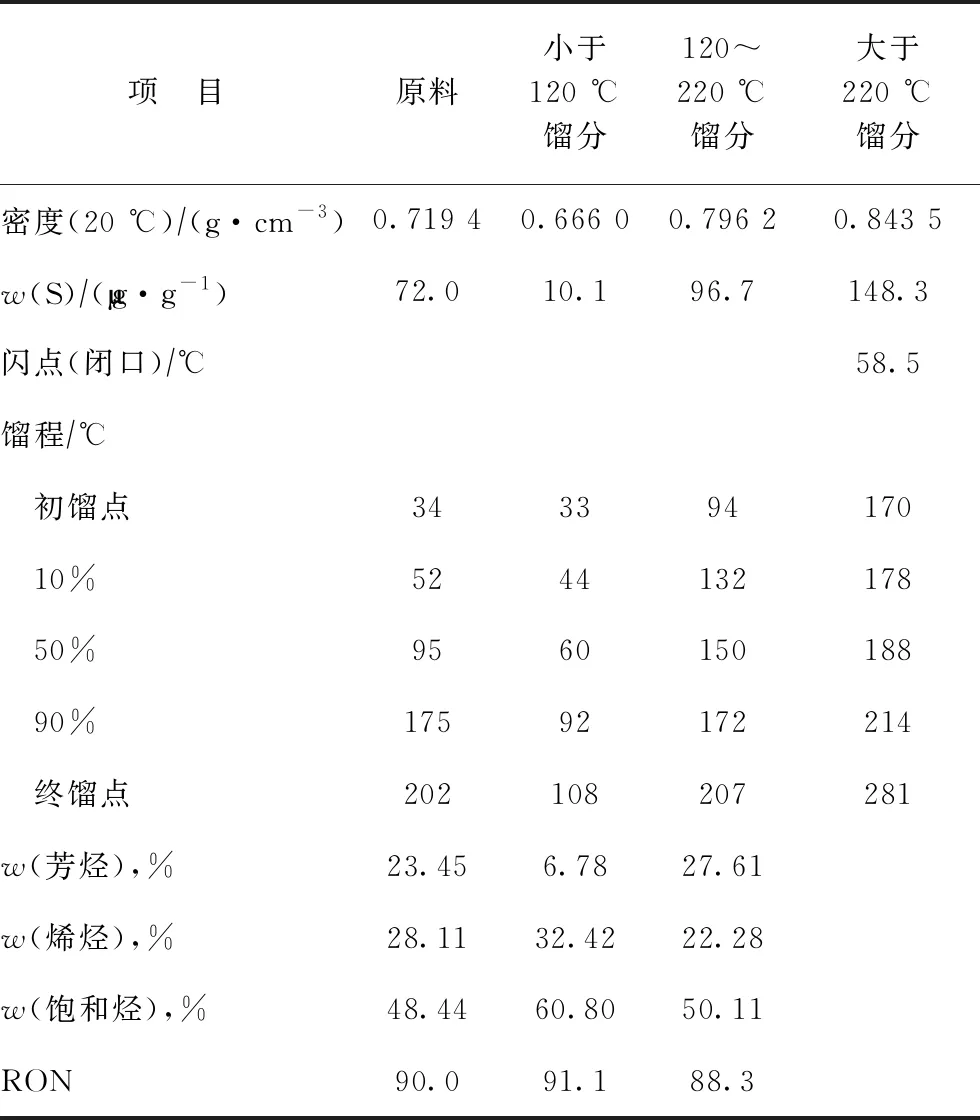
表2 FCC全馏分汽油工况下催化精馏硫转移单元原料及产品性质
由表2可见:FCC全馏分汽油工况下催化精馏塔小于120 ℃馏分的馏程为33~108 ℃,硫质量分数为10.1 μgg,RON为91.1,符合汽油调合组分的硫含量要求(质量分数小于15 μgg);120~220 ℃馏分的馏程为94~207 ℃,硫质量分数为96.7 μgg,RON 为88.3,满足汽油加氢脱硫装置的原料要求;大于220 ℃馏分的馏程为170~281 ℃,硫质量分数为148.3 μgg,闪点(闭口)为58.5 ℃,符合炼油厂对柴油加氢精制装置的原料要求。
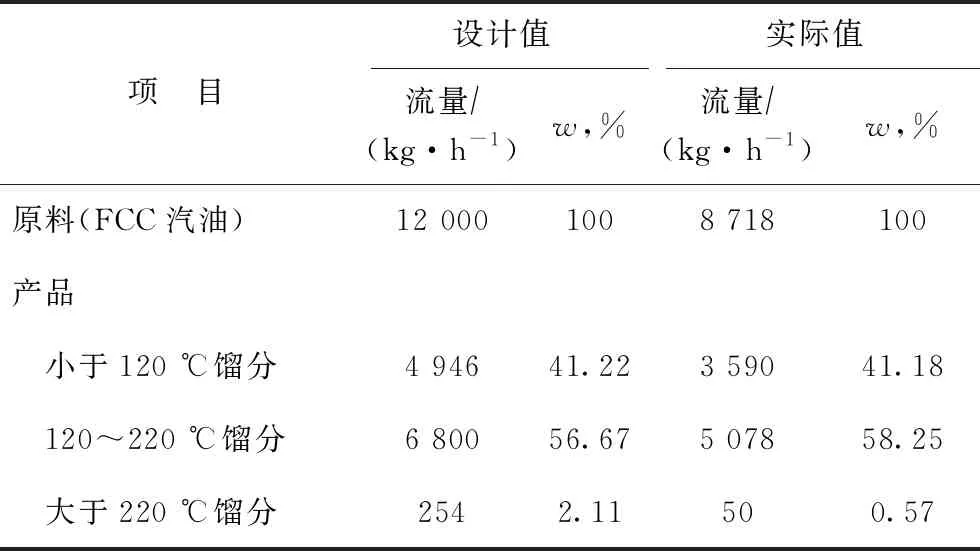
表3 FCC全馏分汽油工况下催化精馏硫转移单元物料平衡数据
2.2.2 醚化重汽油工况标定结果分析醚化重汽油工况下催化精馏塔主要操作参数见表4,催化精馏硫转移单元原料及产品性质见表5,物料平衡数据见表6。
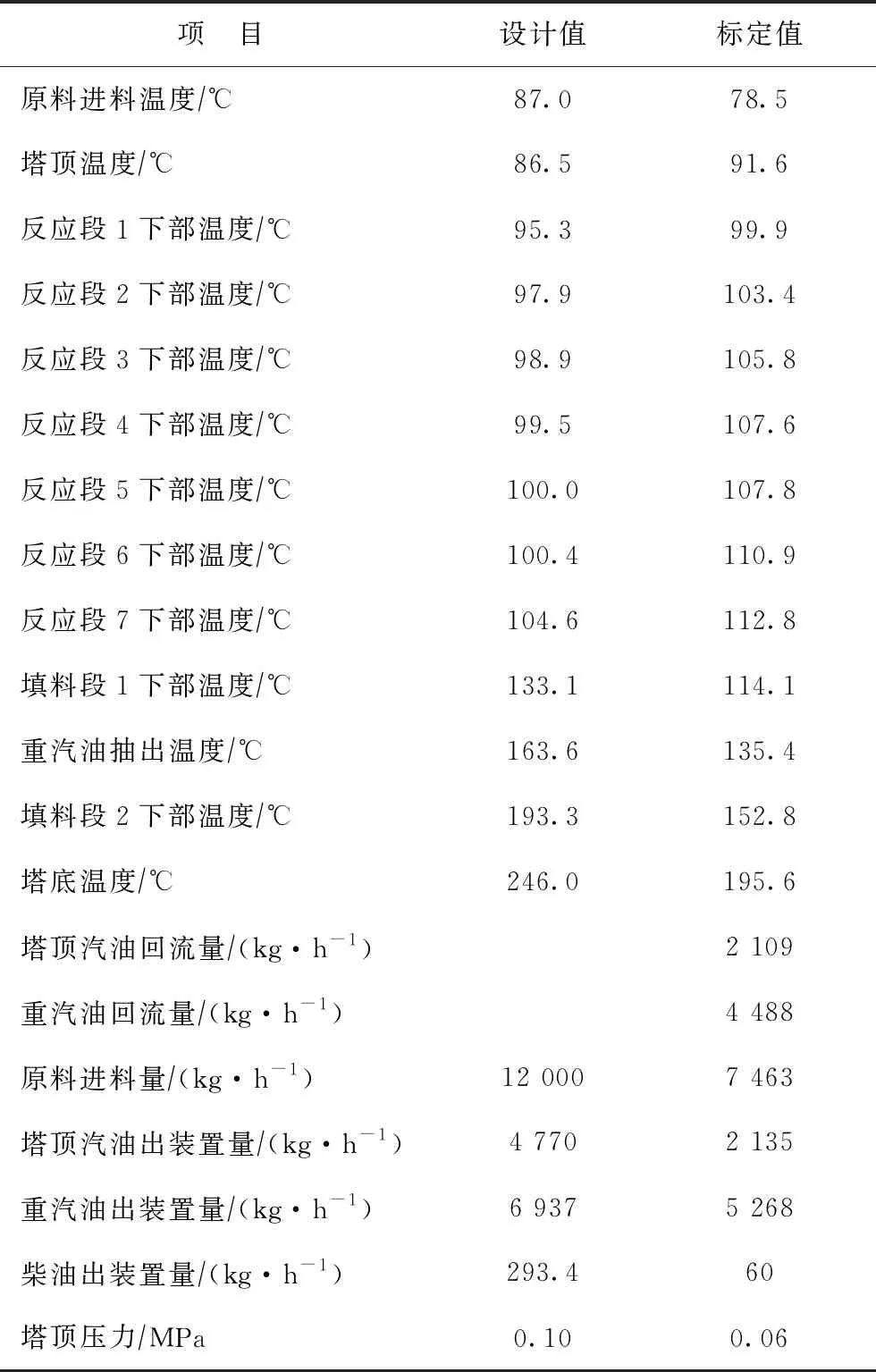
表4 醚化重汽油工况下催化精馏塔主要操作参数
由表4可见:醚化重汽油工况下催化精馏塔反应段温度为90~113 ℃,整个催化精馏塔内的温度梯度分布良好,反应温度达到了催化剂活性温度要求;塔顶压力为0.06 MPa;回流比为0.99,标定期间平均值为1.1;标定期间,塔顶温度比设计值高约5 ℃,反应段温度比设计值高5~10 ℃,填料段温度比设计值低20~40 ℃,塔底温度比设计值低约50 ℃。
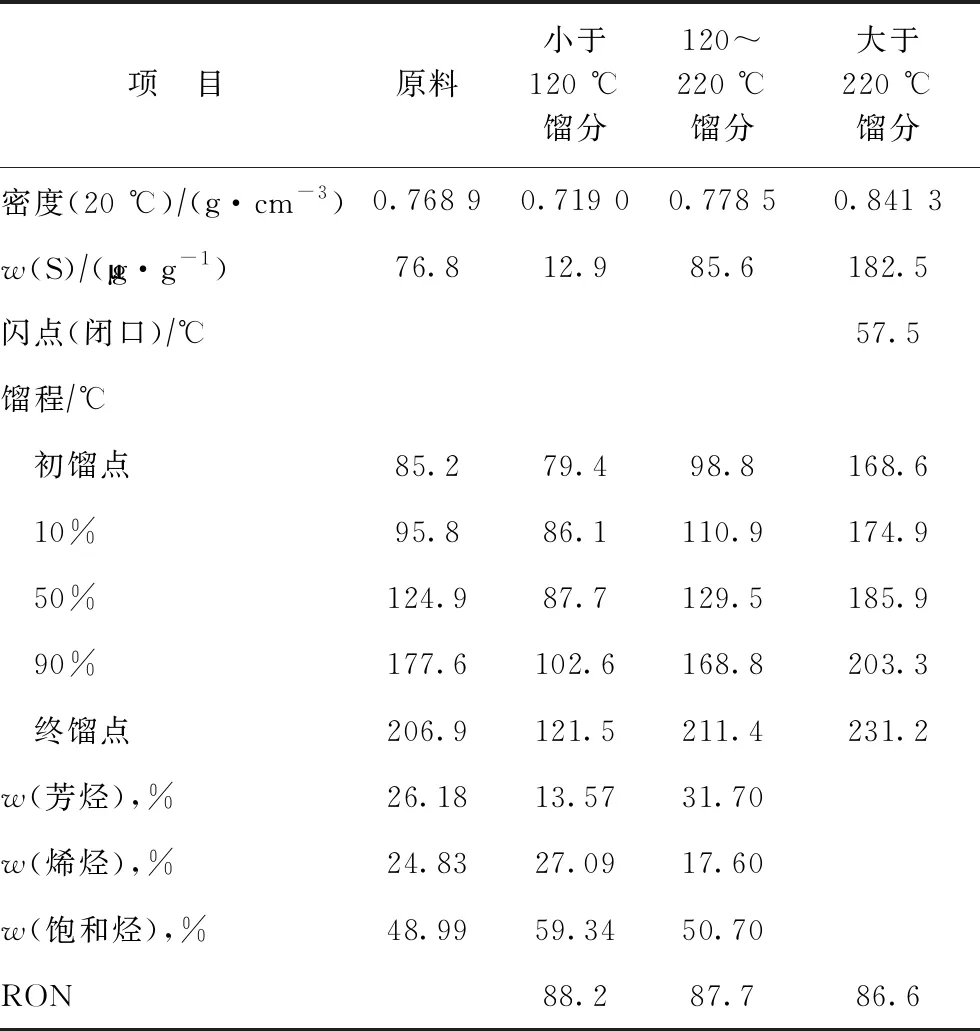
表5 醚化重汽油工况下催化精馏硫转移单元原料及产品性质
由表5可见:醚化重汽油工况下催化精馏塔塔顶小于120 ℃馏分的馏程为79.4~121.5 ℃,硫质量分数为12.9 μgg,RON为88.2,符合汽油调合组分的硫含量要求(质量分数小于20 μgg);120~220 ℃馏分的馏程为98.8~211.4 ℃,硫质量分数为85.6 μgg,RON为87.7,满足汽油加氢装置的原料要求;大于220 ℃馏分的馏程为168.6~231.2 ℃,硫质量分数为182.5 μgg,闪点(闭口)为57.5 ℃,符合炼油厂对柴油加氢精制装置的原料要求。
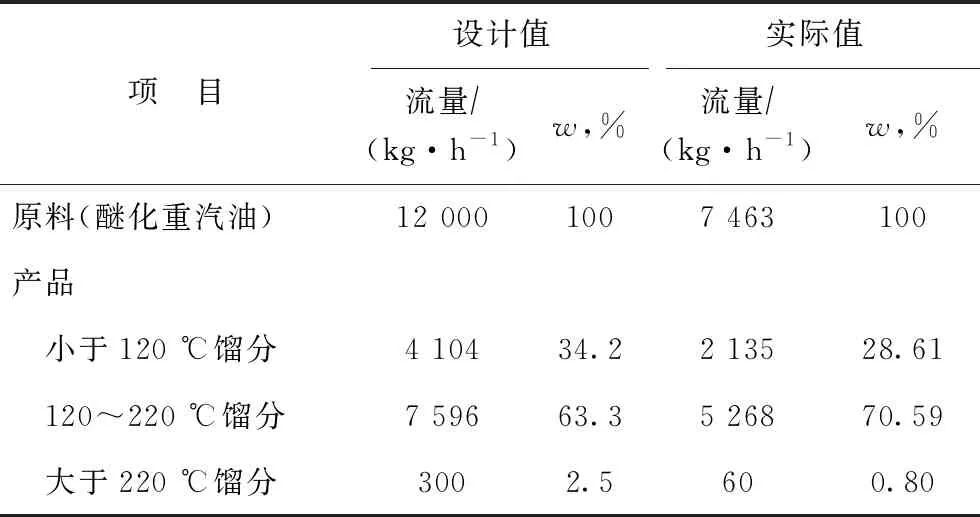
表6 醚化重汽油工况下催化精馏硫转移单元物料平衡数据
综上可见,FCC全馏分汽油工况下,催化精馏塔小于120 ℃馏分的馏程为33~108 ℃,质量收率为41.18%;醚化重汽油工况下,催化精馏塔塔顶小于120 ℃馏分的馏程为79.4~121.5 ℃,质量收率为58.25%。两种汽油原料经催化精馏硫转移反应后,轻、重汽油的切割点后移至100~120 ℃,降低了重汽油加氢脱硫的负荷。目前FCC汽油选择性加氢脱硫工艺[1]中,轻、重汽油切割点为60~70 ℃,重汽油加氢脱硫负荷为全馏分汽油的70%。
2.2.3 全馏分调合汽油性质100 kta FCC汽油硫转移-加氢脱硫工业试验装置标定期间,两种工况下炼油厂FCC汽油加工的流程分别如图2和图3所示,全馏分调合汽油性质见表7。
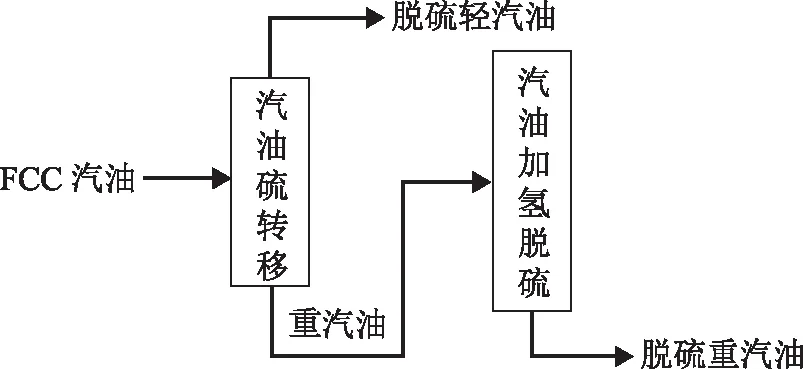
图2 FCC全馏分汽油工况下炼油厂FCC汽油加工流程
在FCC全馏分汽油工况下,FCC汽油进入催化精馏硫转移单元进行汽油烷基化硫转移反应,脱硫后的轻汽油直接去调合,富硫的重汽油去汽油加氢脱硫单元进行深度脱硫,脱硫重汽油与脱硫轻汽油进行调合。汽油加氢脱硫装置脱硫后的重汽油硫质量分数为9.0 μgg,RON为86.3。
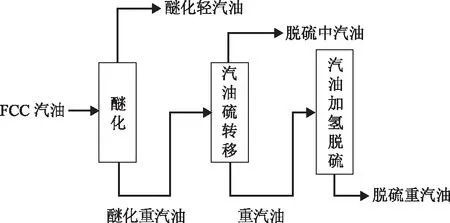
图3 醚化重汽油工况下炼油厂FCC汽油加工流程
在醚化重汽油工况下,FCC汽油进入醚化装置进行轻、重汽油馏分的切割;与甲醇醚化反应后的轻汽油直接去调合;醚化重汽油去催化精馏硫转移单元进行汽油烷基化硫转移反应,脱硫后的中汽油直接去调合,富硫重汽油去汽油加氢脱硫单元进行深度脱硫;脱硫重汽油与醚化轻汽油、脱硫中汽油进行调合。醚化装置轻汽油硫质量分数为11.1 μgg,RON为95.6,汽油加氢脱硫装置脱硫后的重汽油硫质量分数为11.4 μgg,RON为86.5。
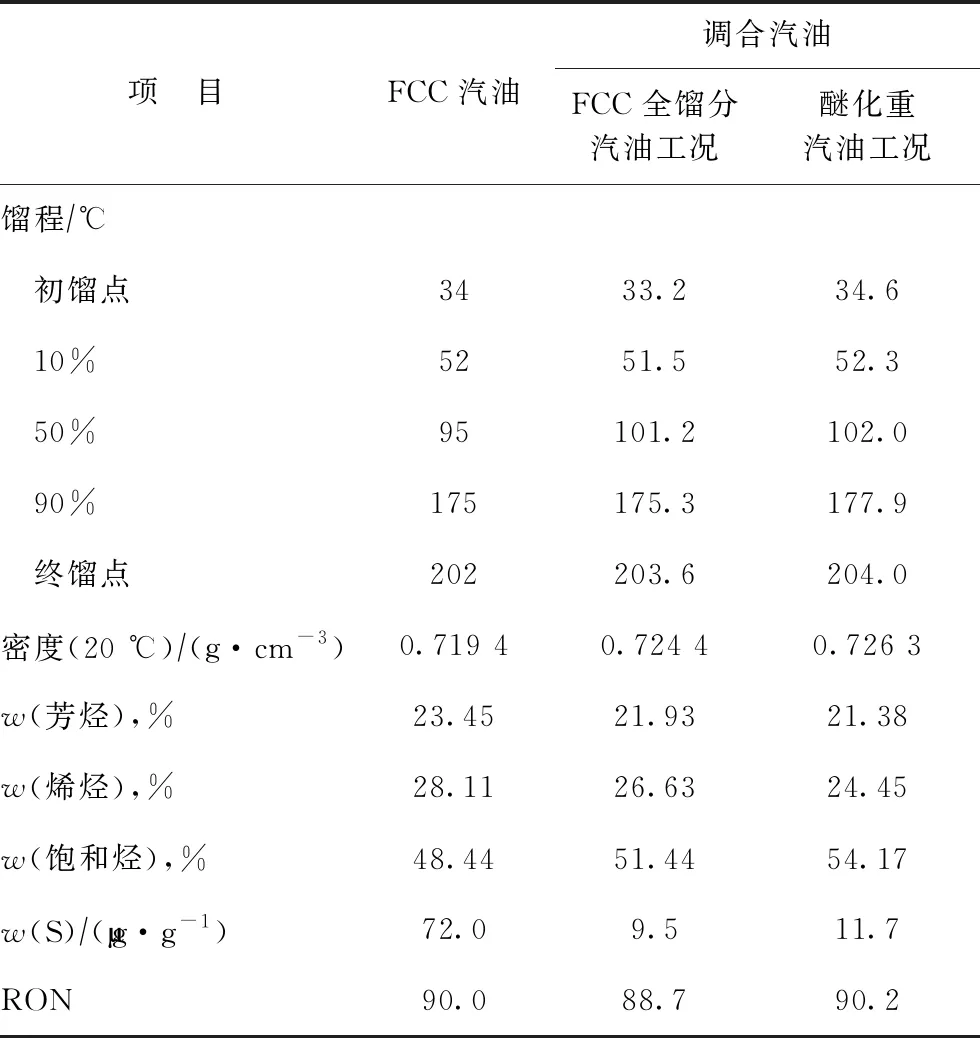
表7 两种工况下的全馏分调合汽油性质
由表7可见:FCC全馏分汽油工况下,调合全馏分汽油硫质量分数为9.5 μgg,RON为88.7(比FCC汽油降低1.3);醚化重汽油工况下,调合全馏分汽油硫质量分数为11.7 μgg,RON为90.2(比FCC汽油增加0.2);两种工况下全馏分汽油硫质量分数均低于15 μgg,辛烷值损失低于1.5,达到了技术考核指标。
3 结 论
(1)中国石油天然气股份有限公司自主研发的FCC汽油催化精馏硫转移-加氢脱硫工艺技术,在乌鲁木齐石化公司完成了两种原料工况的工业试验标定。FCC全馏分汽油工况下,硫转移轻汽油硫质量分数为10.1 μgg,脱硫重汽油硫质量分数为9.0 μgg,调合全馏分汽油硫质量分数为9.5 μgg,RON为88.7(比FCC汽油降低1.3)。醚化重汽油工况下,醚化轻汽油硫质量分数为11.1 μgg,硫转移中汽油硫质量分数为12.9 μgg,脱硫重汽油硫质量分数为11.4 μgg,调合全馏分汽油硫质量分数为11.7 μgg,RON为90.2(比FCC汽油增加0.2)。全馏分调合汽油的硫含量符合对国Ⅴ、国Ⅵ标准清洁汽油调合组分的要求,调合汽油的辛烷值损失小于1.5。
(2)两种汽油原料经催化精馏硫转移反应后,轻、重汽油的切割点后移至100~120 ℃,降低了重汽油加氢脱硫单元的负荷。
