基于TRIZ理论的120阀用双头螺柱改进方案
2021-01-11张钦贾云龙赵祥云左世斌
张钦,贾云龙,赵祥云,左世斌
(眉山中车紧固件科技有限公司 ,四川 眉山 620010)*
120阀制动系统作为铁路机车安全运行的关键系统之一,目前在120阀上的紧固连接主要采用双头螺柱的连接方式,由于阀体需要经常拆卸进行维护,在拆卸盖型螺母过程中,会导致螺柱有松动的风险,最终双头螺柱在长期振动工况下容易脱落,导致阀体盖松动,对铁路车辆运行安全带来隐患.
TRIZ来源于俄文单词“发明问题解决理论”的缩写[1],其英文全称为Theory of Inventive Problems Solving,是苏联学者阿奇舒勒领导的团队通过对250万份专利进行分析和研究,进而总结的一套解决技术难题的客观规律.TRIZ理论在其发展的过程中已演变成一套成熟的九大经典理论体系,包括:TRIZ技术系统八大进化法则、最终理想解(IFR)、40个发明原理、39个工程参数及阿奇舒勒矛盾矩阵、物理矛盾和四大分析原理、物-场模型分析、发明问题的标准解法、发明问题标准算法(ARIZ)、科学效应和现象知识库.运用这一理论,可加快人们创造发明的进程,提高解决技术问题的效率[2-3].目前,国内对于TRIZ理论的研究与实践已取得很大的发展[4-5],并且为相关企业带来了巨大的经济效益[6].
本文根据TRIZ发明理论,对120阀用双头螺柱进行分析,并设计了一种120阀专用的防松防脱双头螺柱.
1 防松双头螺柱改进分析
1.1 常规铁路机车制动系统连接件
目前,铁路机车120制动阀的紧固连接使用的是普通双头螺柱,在装配的时候添加有螺纹紧固胶,并保证双头螺柱的紧固扭矩不小于18N·m,然后再连接其他的连接件.
1.2 矛盾分析及创新原理
1.2.1 TRIZ问题描述
建立问题模型,将要解决的问题转化为TRIZ标准问题,针对120阀的实际外形尺寸和对连接件的防松性能要求的实际情况,要提高双头螺柱的防松性能指标,主要面临以下问题:①120制动阀上原有螺孔为M10,在原有阀体基础上改造就不能降低螺纹规格;②120制动阀的实际外形尺寸不规则,在不和旁边零件干涉的情况下可用于改造发挥的空间太小;③普通双头螺柱的抗震防松性能不够的情况;④阀体材质种类多,力学特性差异大.
1.2.2 定义技术矛盾
根据TRIZ理论的39项工程参数,定义技术矛盾如下:机车振动频繁,需要双头螺柱连接件的稳定可靠性与机车振动而螺纹松动之间的矛盾;需要的双头螺柱连接件的耐久性与螺纹本身易转动之间的矛盾.
1.2.3 解决矛盾的方案
根据分析得到的技术矛盾,通过查询TRIZ技术矛盾矩阵,可得到解决矛盾的创新原理,如表1所示.
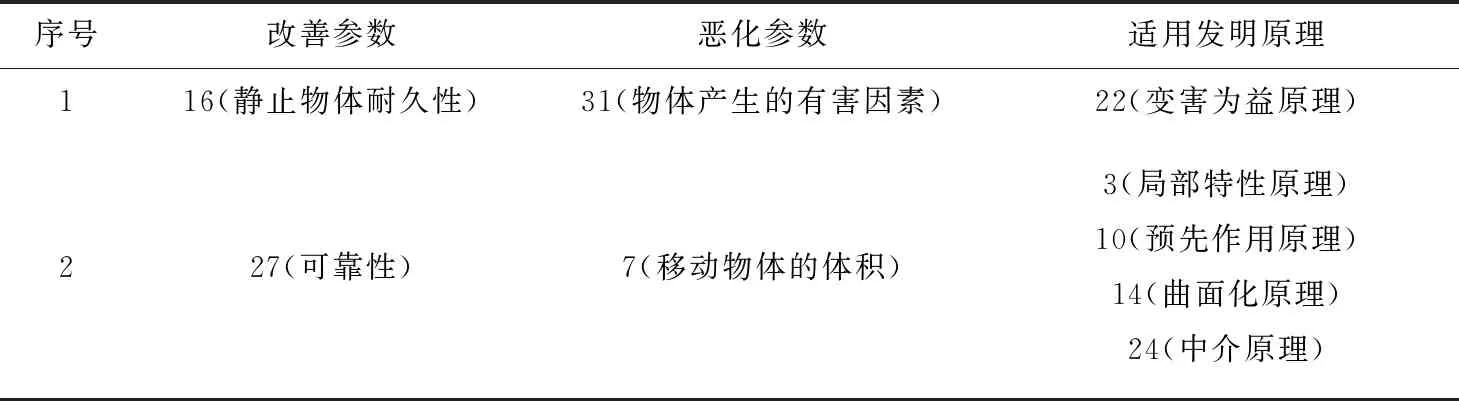
表1 拉铆双头螺柱改进矛盾矩阵表
对得到的创新原理进行筛选,最后优选出10号原理、22号原理、24号原理,如表2所示.
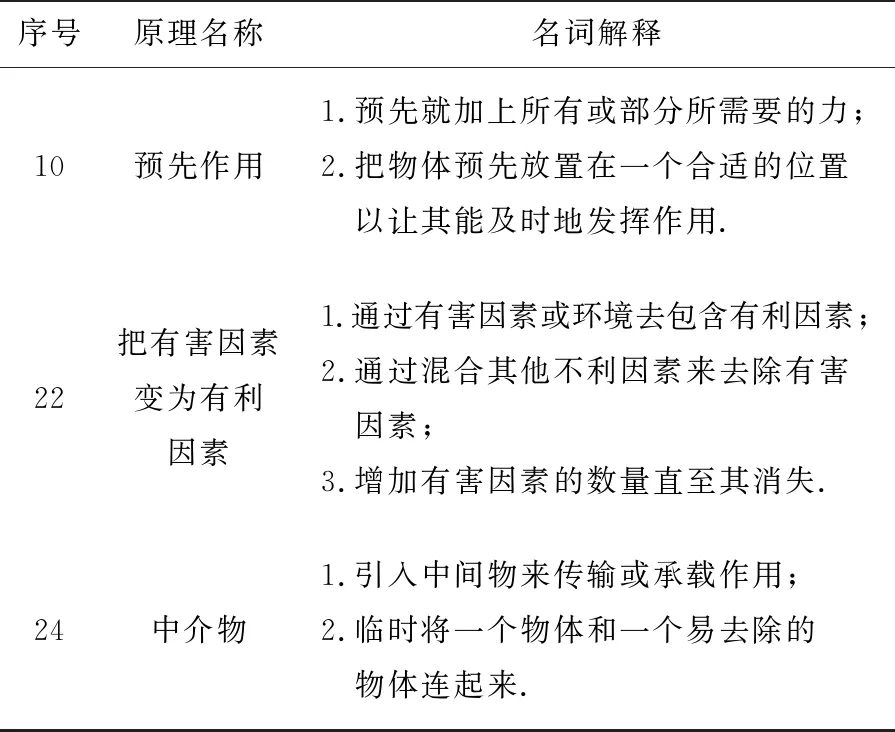
表2 拉铆双头螺柱改进原理解
通过对本次研究的实际情况进行分析,以上发明原理在本次研究的应用如下:
(1)预先作用原理:按此原理,在阀体原有螺孔处增开一个较大反旋螺纹,且新增一个带反旋螺纹的套环,这样通过反旋螺纹可预先增加一个紧固力.
(2)把有害因素变为有利因素原理:按此原理,在阀体原有螺孔处增开一个较大反旋螺纹,并通过新增一个套环将此反旋螺纹与双头螺柱之间建立联系,当双头螺柱转动时反旋螺纹会拧紧从而阻止双头螺柱转动.
(3)中介物原理:按此原理,在双头螺柱和阀体之间加一套环,并运用铆接原理将此套环与双头螺柱紧固成一个整体,通过阀体新扩开的反旋螺纹和套环外部的反旋螺纹将套环和阀体紧固成一个整体,这样通过套环就能将双头螺柱和阀体三者紧固成一个整体.
2 铁路机车制动系统防松双头螺柱改进设计
通过TRIZ理论的分析,综合得到的创新原理,并应用抗振防松性能最好的虎克原理,最终得到的拉铆防脱防松双头螺柱组件如图1所示,本组件由双头螺柱和套环组成,螺柱与套环采用间隙配合.螺栓由圆柱段、环槽段和两个正旋螺纹段组成.套环由一反旋螺纹段和圆柱段组成.


图1 双头螺柱和套环结构示意图
普通双头螺柱的中间光滑段新增一环槽段,在铆接时挤压套环向螺柱的环槽段变形并锁紧成一体,使套环卡死在螺柱的环槽上;螺栓和套环组装后型式见图2.
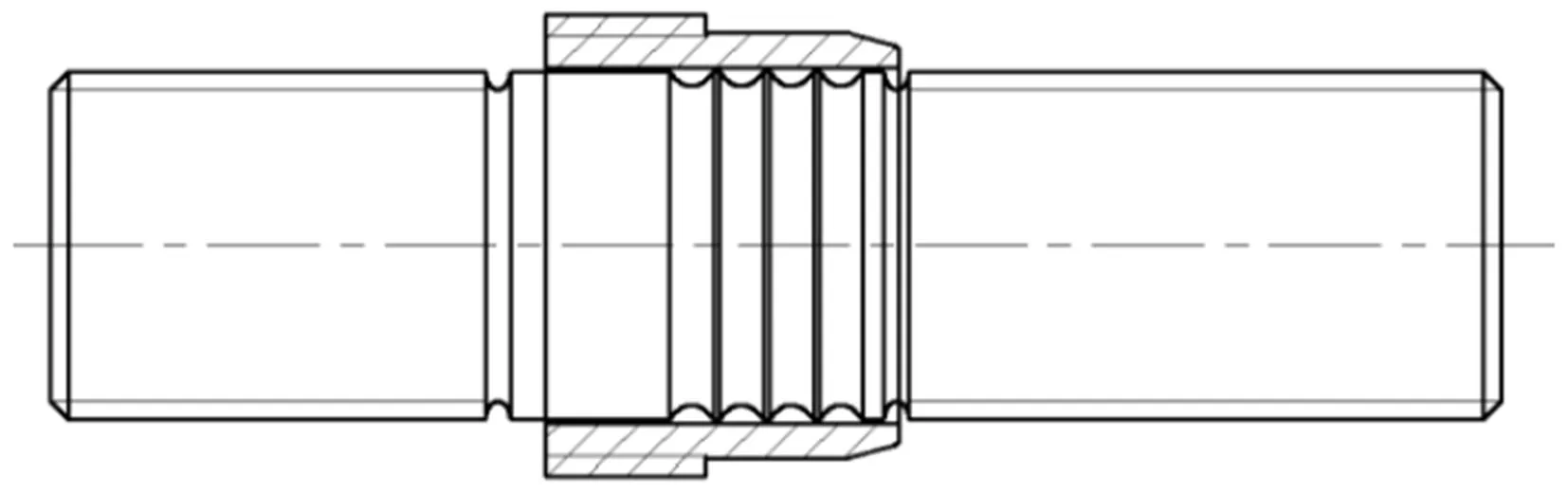
图2 组装后的拉铆螺柱
根据M10拉铆螺栓结构尺寸以及拉铆紧固的要求,确定了阀体安装孔型式和尺寸,安装孔型式见图3.
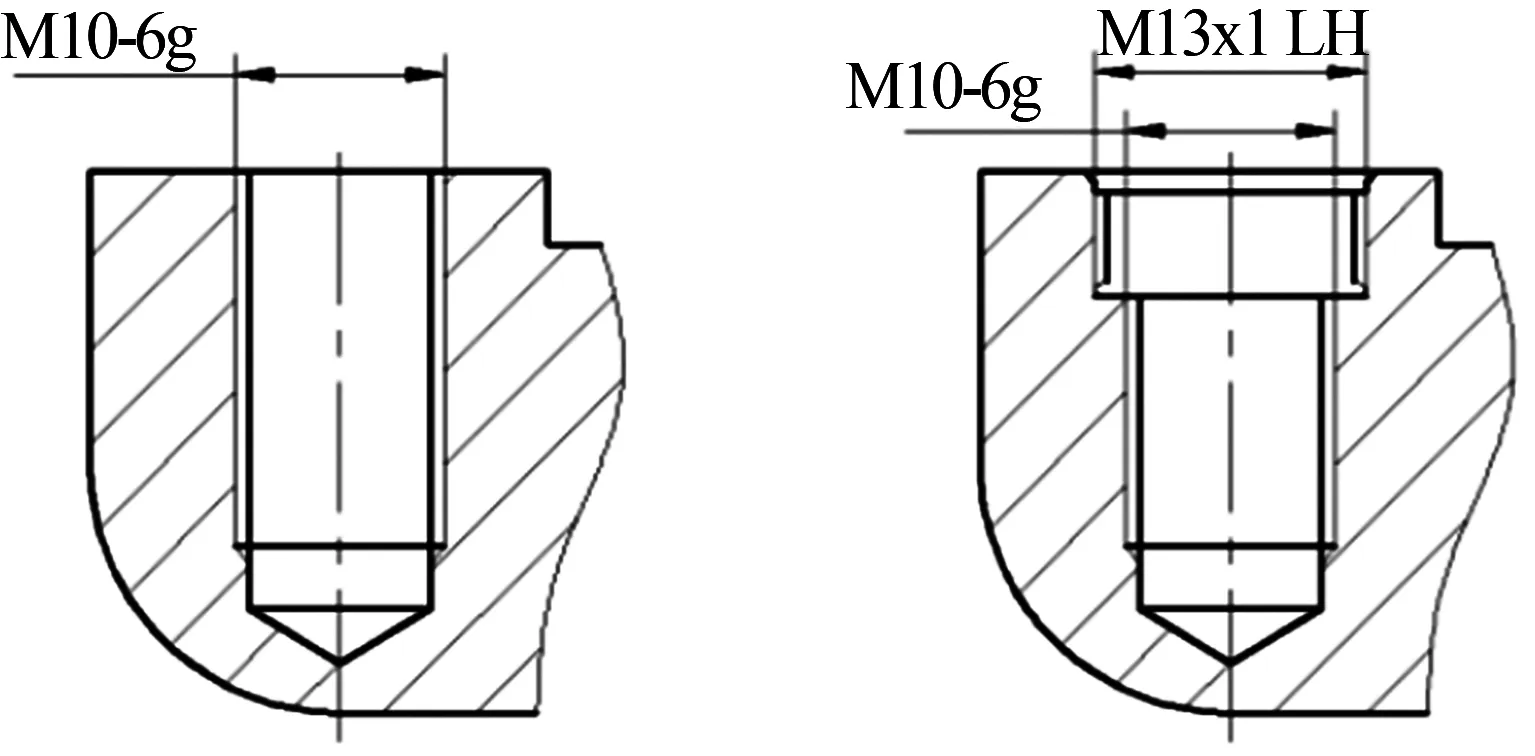
(a) 原安装孔 (b) 拉铆螺柱安装孔
3 产品研制情况
3.1 研发与试制
根据TRIZ理论得出的最终改进方案,运用金属成型模拟DEFORM三维软件进行了有限元分析计算,有限元分析结果见图4.模拟结果在26.9 kN时,套环铆接到位,现有铆接工具能满足使用需求.且套环成型在预想范围内,符合设计要求.
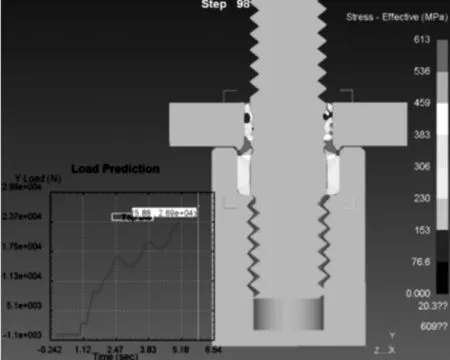
图4 有限元分析云图
3.2 铆接情况
为了进一步验证本仿真结果的可信性,在模拟实验的基础上进行了产品试制,拉铆螺栓铆接试验、阀体实物铆接和铆接后剖开见图5.
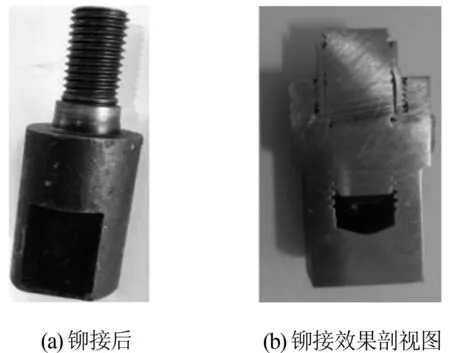
图5 产品铆接情况
从图5(a)可以看出,套环能按照设计要求铆接到位,且外部成型与仿真结果一致.从图5(b)可以看出,铆接后套环能较好的进入螺柱牙型内,将套环与双头螺柱紧固成一个整体,从而达到设计要求.
4 力学性能试验
4.1 扭矩试验
根据120阀体双头螺柱连接工艺要求,扭矩必须保证不小于设计值,拉铆螺栓铆接后,盖上阀体盖板,进行扭矩试验,试验表明:在远超过安装扭矩的情况下,螺栓、套环和阀体之间未发生相对转动,螺栓螺纹完好.试验数据见表3,由表可知,当采用新方案的双头螺柱时,拧出扭矩能远超实际安装要求,满足设计需要.

表3 扭矩实验结果
4.2 振动试验
对于双头螺柱而言,振动失效是最主要的失效形式,所以在此设计了振动试验[7]:将拉铆螺栓铆接后,装在横向振动试验台上,加上盖板,旋入螺母,按照紧固件横向振动试验方法(GB/T 10431-2008),在频率12.5 Hz、振幅1.2 mm的条件下进行防松试验,试验完成后检测拉铆螺栓、套环和基座(相当于阀体)的连接情况,其连接完好,无松动现象产生.
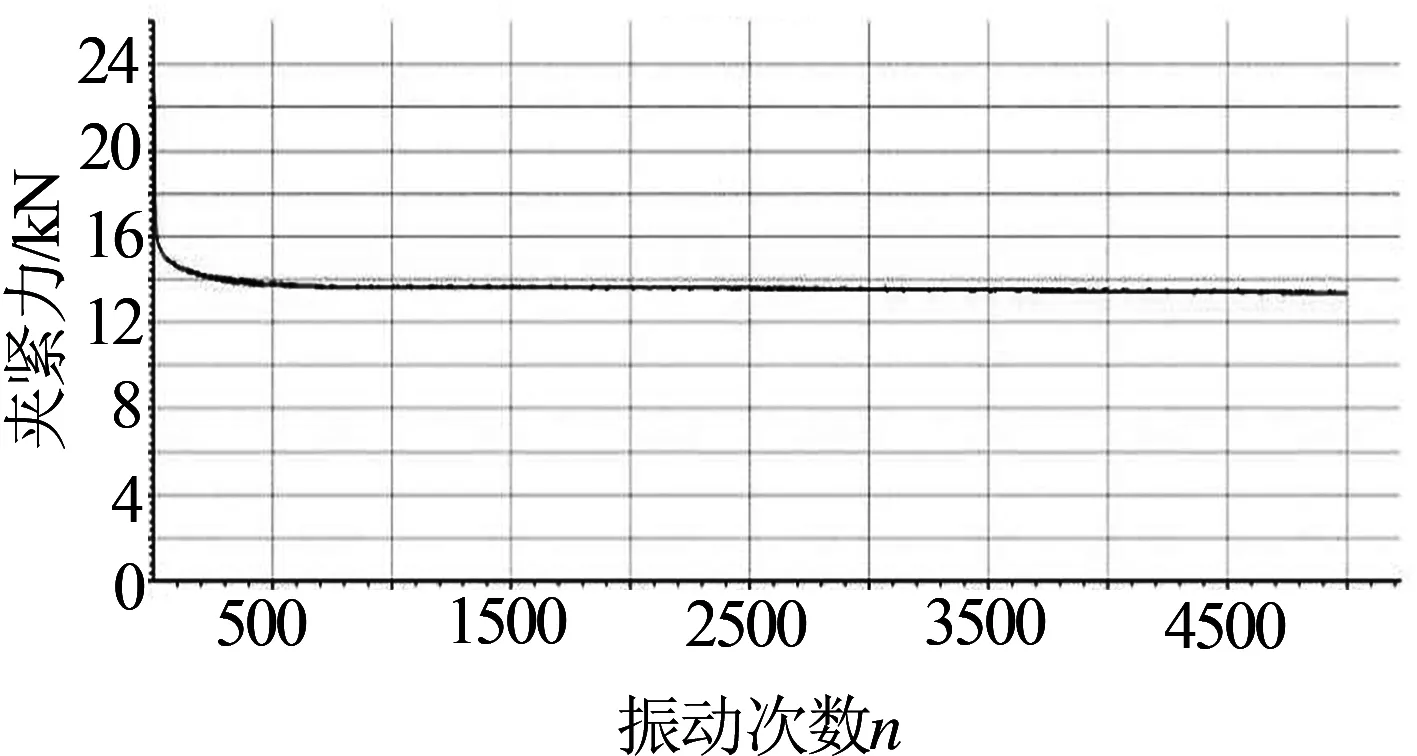
图6 防松实验曲线
从图6中可以看出,在频率12.5 Hz、振幅1.2mm防松试验下,产品的夹紧力在初始的衰减后不在衰减,具有优异的防松性能,从表4可以看出,产品残余夹紧力约为初始夹紧力的80%,且在振动工况下无继续衰减的趋势,满足使用需求,能明显解决120阀用双头螺柱发生松动、脱落的惯性质量现象.

表4 防松实验参数
5 结论
如何有效地应对螺栓松动所带来的危害不仅是铁路机车行业所面临的难题,也是整个机械行业需要共同面对的现实.制动系统作为百万辆铁路机车安全运行的关键系统,它对铁路机车的安全运行起着至关重要的作用.本文通过运用TRIZ理论对阀体双头螺柱连接件的重新设计,不但有助于改善原有双头螺柱易松动、脱落的问题,也为机车技术人员运用TRIZ理论解决实际问题指出了新的方向.
