超声相控阵技术在压力容器焊缝无损检测中的应用
2020-11-26蔡亮高帅牛志勇李世平祁庆芳蒋玉卓李丽嫔
蔡亮,高帅,牛志勇,李世平,祁庆芳,蒋玉卓,李丽嫔
(1.中航油京津冀物流有限公司, 天津 300300)
(2.中海石油(中国)有限公司深圳分公司惠州油田, 广东 深圳 518000)
(3.中国石油管道局工程有限公司第四分公司, 河北 廊坊 065000)
(4.河北华北石油工程建设有限公司, 河北 任丘 062552)
(5.中国石油青海油田分公司管道输油处, 青海 格尔木 816000)
(6.中国石油华北油田公司第一采油厂, 河北 任丘 062552)
压力容器属于国家重点监管的特种设备之一,对压力容器应定期进行检验、维修和维护。目前常规的无损检测技术在检测前需要对压力容器进行停产、清罐处理,尤其是开罐检验需要对罐体进行打磨和清理,耗费了大量时间和人力、物力,平均辅助检测费用约占总体检测费用的75%[1,2]。近年来,随着新型无损检测技术的发展,使不停产在线检测成为可能,其中超声相控阵技术具有检测灵活、速度快、检测结果直观、作业强度小等特点,逐渐在工业无损检测中得到应用。
1 超声相控阵基本原理
超声相控阵主要是利用计算机控制相控阵探头来合成声束实现超声波的发射和接收,与常规超声波无损检测技术相比,主要是采用了许多相同的探头晶片,而不是一个整体压电晶片,由于每一个晶片均可视为辐射柱面波的线状波形源,当采用一定的相位间隔激发阵列晶片时,这些线状波源就可以在不移动探头的情况下产生超声波干涉信号,形成整体波阵面,实现对被检测区域的扫查、聚焦和平转等功能[3]。
相控阵的关键技术在于不同探头晶片之间的相位关系,即不同探头之间的相位间隔,称为延迟法则,不同的延迟法则会形成不同声束特点,如产生直波束、斜波束、聚焦声束等。每个晶片之间的延迟关系为:
式中:F为焦距,mm;c为声束在工件中的传播速度,m/s;t0为时间常数;Bn为第n个晶片到中心阵列的间距,mm。
2 仿真计算及室内验证
由于要进行不停产在线检测,因此需要研究相控阵无损检测技术在两侧介质不同的情况下,是否能够对缺陷进行准确定位和定量,在此采用数值方法结合解析模型来提高仿真的效率和准确性,主要包括声束辐射场的计算和缺陷声场响应计算,其中声束辐射场的计算包括计算探头的瞬时声场和在工件中的瞬时声场。
对于是镜面反射或者端角反射等反射信号,可以采用Kirchhoff近似来求解,通过以上建模处理,可以将缺陷计算模型简化。
采用以色列生产的超声相控阵检测仪器,布置16晶片探头,探头型号104357 4L-16,频率4MHz,晶片间距0.5mm,楔块角度40°。参照GB/T 32563-2016《无损检测 超声检测 相控阵超声检测方法》的要求扫查范围选择35-69°,每侧进行3次沿线栅格扫查。
相控阵技术的特点对不规则的焊缝检测有较大的优势,结合具体要求,选取了Φ133mm×10mm接管与Φ1200mm×20mmT形接头对接焊缝模拟缺陷, 计算用2.5MHzK2.5/10mm×10mm/前沿8mm探头检测模拟缺陷,并与实测结果进行比较以确定所建立的模型及采用的算法是否符合实际检测情况。
在建模时考虑10mm工件的检测需要,采用10mmΦ1横孔进行灵敏度设置。在对缺陷进行建模时,采用简化的平面模型或者圆孔模型进行仿真计算,这种处理主要是考虑到这两种模型在零散声场的计算条件下与复杂结构模型的反射声场区别不大,且计算量要小得多。
通过仿真计算结果与实验实测结果,在扫查位置、反射信号特征及声程均与实测结果非常接近。考虑到实际检测时,探头晶片的公称K值和中心频率往往与实际值有偏差,因此可以认为仿真模型缺陷简化处理和声场计算模型的选取均是合理的。相控阵检测技术针对不规则结构的检测,在内侧有流动油的情况下,检测结果并不受影响,只是在增益上存在一些偏差,因此用相控阵技术来检测封头接管的环焊缝是可行的。对于增益上存在的漂移,采用小波变换进行简单处理。
用matlab软件进行小波变化处理后可提高增益数,同时达到检测效果,解决容器带压、带液条件下导致的漏检问题,处理后检测图像见图1所示。
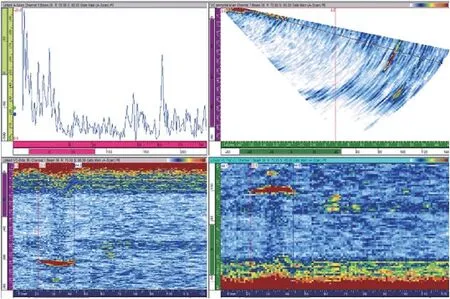
图1 处理后相控阵检测图像
3 实例验证
试验对象为某立式分离器, 规格为Φ1200×14mm,2002年6月投用。设备内径1200mm,高5000mm,容积5m3,封头为椭圆型式,材质16MnR,筒体壁厚14mm,封头厚度16mm,设计压力1.6MPa,工作介质为油、气和水。由于设备无备用,因此在上一周期未进行检测维修。检测部位为底部封头环焊缝,试验原定为停产、不卸料,拆除保温后进行试验,但由于生产工作的连续性,未实现停产检测,因此采取了拆除保温、砂纸打磨部分区域的在线方式进行了测试。拆除保温后,由于容器筒体上焊有支腿,且在焊缝部位,环焊缝部位的检测不能一次进行,因此相控阵分为两次进行,分为焊缝1和焊缝2两个区域,每段焊缝均在焊缝两侧进行相控阵检测。采用室内试验的相控阵参数和仪器进行检测,用普通机油作为耦合剂。
在进行栅格扫查的过程中,焊缝的缺陷可以全部扫查并显示出缺陷所在位置,对测试结果进行汇总,同时与射线检测结果进行对比,见表1,可以得到焊缝1共检出2条缺陷,焊缝2共检出3条缺陷,其中焊缝内表面裂纹最严重的部位位于对接环焊缝2区域,缺陷4的缺陷高度为4.2mm,且射线未检出部分缺陷高度和埋藏深度,主要原因是缺陷埋藏较深,射线的穿透能力不足,而相控阵对于近底面这类深层次的缺陷具有很好的检测效果。由于两个区域的缺陷高度均≥2mm,参照《固定式压力容器安全技术检查规程》,两段焊缝的质量均达不到安全使用3级标准,同时对照检测到的缺陷长度和宽度,需要对两个区域的焊缝全部进行返修处理。

表1 检测结果
4 效益分析
以5台容器检验费用为例,以实际发生的费用进行结算(按压力容器检测收费标准和各级预算编制的定额、相关规定编制)为依据,对效益进行测算,5台容器常规检验费用1.43万元,辅助工作量费用4.38万元,合计5.81万元。其中辅助检验工作量主要包括:拆除、恢复保温层;打磨焊道油漆及最后恢复;拆装人孔、更换人孔垫;清除容器及接管内的油污和淤泥,将油污拉运到指定地点进行填埋;采用锅炉车蒸灌进行罐内强制通风。其中前两项费用为0.86万元,后三项费用为3.52万元。
使用超声相控阵技术进行检验,由于检验费用尚没有国家及行业标准,按常规检测费用1.5倍计算,为2.145万元。检验辅助工作量只发生前两项,后三项工作量不发生,辅助费用为0.86万元,总费用合计为3.005万元。
因此,使用超声相控阵技术较传统技术检验5台容器总计节约2.805万元,平均每台容器节约0.561万元,节约占比48.3%。
5 结束语
(1)通过室内试验和现场实例应用,发现相控阵检测技术可以在不卸料不停产情况下,检测焊缝的多处缺陷,检测结果可以给出准确的位置和尺寸,因此可以使用相控阵代替常规无损检测技术进行对接环焊缝检测。
(2)超声相控阵由于利用了脉冲反射的能量,因此容易受到试件表面粗糙度、增益大小等方面的影响,今后应加强在干扰源方面滤波的能力,提高定量分析的精度。
◆参考文献
[1] 沙胜义,项小强,伍晓勇,等. 输油管道环焊缝超声波内检测信号识别[J].油气储运,2018,37(7):757-761.
[2] 杜炘洁,郭霄雄,齐昌超. 基于风险的场站管道不停输检测技术及其应用[J].油气田地面工程,2018,37(3):19-21.
[3] 李衍. 薄壁金属焊缝超声检测-常规法与相控阵法比较[J].无损探伤,2016,40(4):5-10.
