水下电弧螺柱焊接关键参数试验
2020-09-25薛延华朱小俊杜永鹏申云磊
薛延华,朱小俊,杜永鹏,申云磊
(海军潜艇学院,山东 青岛 266042)
0 前言
在海洋工程、沉船打捞等作业中往往要进行水下的快速固定、安装、封堵及修补作业。在这类工程中,通常选用水下湿法焊条电弧技术进行水下结构物的连接安装等作业[1-2],近年来,水下湿法焊条电弧焊得到了日益深入的研究,焊接质量也逐步提升:程方杰等人[3]分析了水深因素对水下湿法焊条电弧焊接头组织及力学性能的影响;胡家琨等人[4]通过分析焊接过程电信号,对水下湿法焊条电弧的焊接过程稳定性进行了有效评估。摩擦叠焊是一种新型的固相连接技术,在干湿环境条件下都能够获得较好的连接质量,高辉等人[5]对摩擦叠焊技术进行了深入研究,认为该技术在钢结构水下修复作业方面具有较大的应用潜力。尽管上述两种方法焊接质量高,已在工程中取得成功应用,但由于对操作人员技能和设备性能要求较高,在临时修补作业中应用受到限制。
与上述方法相比,尽管电弧螺柱焊焊接质量相对较差,但由于其操作简便,设备便携,在水下应急抢修作业中有较大推广应用价值。文中采用短周期拉弧水下电弧螺柱焊接技术,实现螺柱的水下快速焊接,该方法焊接时间短、焊接强度高,可广泛用于水下快速固定、安装及抢修等海洋工程作业中。陆上成熟的电弧螺柱焊接技术为该文提供了参考,但由于水下环境的特殊性,水下电弧螺柱焊接时的电弧电气特征均会有所改变。因此,需针对水下电弧螺柱焊接过程的特殊性,进行焊接工艺优化试验,筛选焊接工艺参数,提高焊接质量。
1 水下电弧螺柱焊接方法及工艺
水下焊接会产生大量的氢气,对焊接质量造成较大影响;同时水下散热较快,对焊缝的形成不利。为获得较好的焊缝质量,在水下电弧螺柱焊接过程中需采取特殊的工序,如图1所示。

图1 水下电弧螺柱焊接时序图
首先,将焊枪靠近被焊工件,启动气阀,利用高压气体排出焊枪端部区域的水分,使得焊接过程在相对干燥的环境中进行,在该文中,为提高对熔池的保护效果,选用的高压气体为氩气;随后,焊接电源开始工作,螺柱与工件之间产生先导电流,引燃电弧,母材被焊区域残留的水分被进一步汽化,达到减少水分残留的目的;当电弧引燃后,螺柱在电磁铁的作用下,上升一定距离,此时,焊机输出焊接电流,螺柱顶端和熔池表面形成熔池;螺柱在向上移动一段时间后,开始在弹簧恢复力和油压阻尼器的作用下朝熔池方向移动,螺柱端部插入熔池;随后继续为熔池提供特定时长的氩气保护,焊机也将提供一定的焊接电流以便形成再结晶接头;最后切断保护气体,提升焊枪,结束焊接过程[6-9]。
在陆用电弧螺柱焊枪的基础上,根据水下电弧螺柱焊接工序,从耐压防水、供气排水、气体保护、用电安全及自动控制等角度开展研制工作,研设计制出如图2所示。水下电弧螺柱焊枪,该焊枪可以实现最大外径12 mm螺柱的水下快速焊接。

图2 水下电弧螺柱焊枪实物图
2 水下电弧螺柱焊接参数
电弧螺柱焊接方法具有操作简便、效率高等优点,但焊接参数较为复杂,焊前需在了解各类焊接参数意义前提下,对焊接设备进行合理设置,以期达到理想的焊接效果。电弧螺柱焊接过程中常见的参数包括焊接电流、焊接时间、螺柱伸出长度、螺柱提升高度、螺柱下落时间等。由于水下电弧螺柱焊接的特殊环境,水下电弧螺柱焊接参数的选择也有一定区别,还需考虑放气和关气时间等。与水下焊条电弧焊比较,在相同空载电压条件下,电弧螺柱焊接电流密度较小,其焊接电流调节范围相对较大。一般情况下,螺柱直径越大,其焊接电流越大。另外,水下焊接过程热量散失较快,焊接过程中选择较大电流可以快速形成稳定的焊接熔池。但过大的焊接电流不仅增加设备成本,也会对焊接接头力学性能带来不利的影响。
焊接时间是电弧螺柱焊接过程的另一个重要参数。焊接时间太短,螺柱及焊件接触部位的熔化时间不足,螺柱的连接强度不够;焊接时间过长,螺柱及焊件接触部位的熔化时间太长,容易产生气孔、焊穿等焊接缺陷,都不利于水下电弧螺柱焊接质量。
螺柱提升高度及提升时间对电弧螺柱焊接质量有一定影响。提升高度过低,下落时间过长,会产生有电顶锻时间过短而降低焊接接头质量;提升高度过大,容易造成熔化金属外溢,形不成焊脚或者造成焊脚严重缺陷等现象。
提前放气时间及滞后关气时间主要由作业水深、密封性能、排水状态及焊接时间决定。具体时间可通过水下焊接进行适当调节。一般随着放气时间延长,其供气排水保护罩内形成干式环境可能性更大,焊接成功的概率增加,但是对潜水员的水下状态有较大影响。随着关气时间的延长,其焊接的冷却速度降低,更加有利于焊缝的质量,但是,过长的延迟关气时间也会由于保护气消耗过多等原因,使得焊接成本上升。
3 水下电弧螺柱焊接工艺参数优化
3.1 试验设计
为验证水下电弧螺柱焊枪的可行性和实用性,从提高焊接工艺角度对水下电弧螺柱焊枪的焊接电流Iweld和焊接时间Tweld、提升高度Hup和提升时间Tup等主要焊接规范进行优化。设计了3因素3水平的正交试验。在该试验中选取的螺柱直径为10 mm,试验水深4 m。参考相关文献可知,对于10 mm直径的螺柱,适用的焊接电流范围为500~1 000 A,考虑到焊机特点实际情况,最大焊接电流定为980 A。因此,因素1焊接电流3个水平分别为500 A,740 A和980 A。在前期焊接工艺试验探索时,焊接时间0.3~0.6 s范围内都有应用,因此,正交试验中因素2焊接时间分别为0.3 s,0.43 s和0.56 s。对于提升高度,限于所开发的水下电弧螺柱焊枪自身结构特点,提升高度固定为2 mm。对于因素3提升时间,分为15 ms,10 ms和5 ms三挡。设计正交试验见表1。焊接效果如图3所示。

图3 水下电弧螺柱焊接效果图
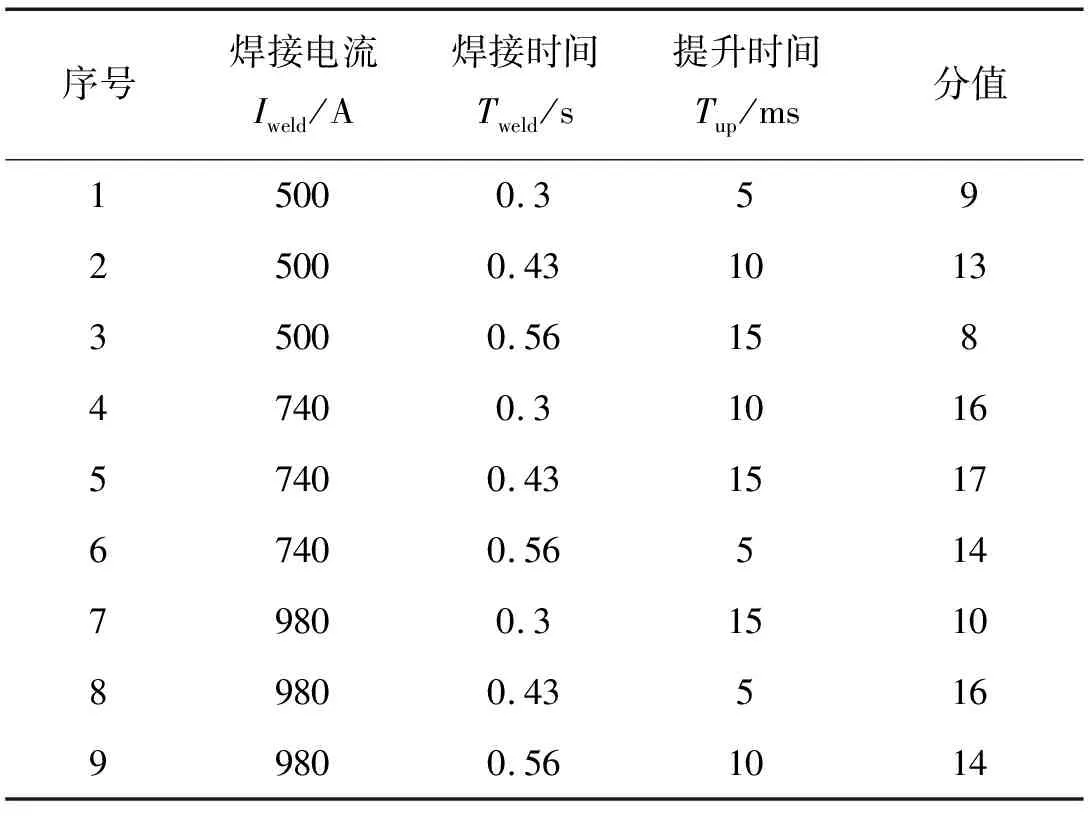
表1 正交试验
在试验过程中,每组参数工焊接10个螺柱,焊后,对所焊螺柱进行力学性能测试评分。具体评分方法为:对水下焊接的螺柱进行锤头冲击弯曲试验,若一个被焊螺柱弯曲30°后在焊接区域未出现任何裂纹,则该试件记为1分;若能弯曲60°左右,如图4所示,证明螺柱的水下焊接质量满足螺柱强度,该试件记为2分,否则,记为零分。对于同一焊接规范的10个试件,满分20分,分值越高说明该组焊接规范越适用于该条件下的水下电弧螺柱焊接。

图4 水下焊接螺柱弯曲试验和断裂效果图
3.2 试验分析
通过表2正交试验结果的分析可知,最优的焊接规范为焊接电流740 A,焊接时间0.43 s,提升时间10 ms。在所涉及的三类焊接规范中,焊接电流对焊接质量影响最大,焊接时间的影响其次,提升时间的影响相对较小。
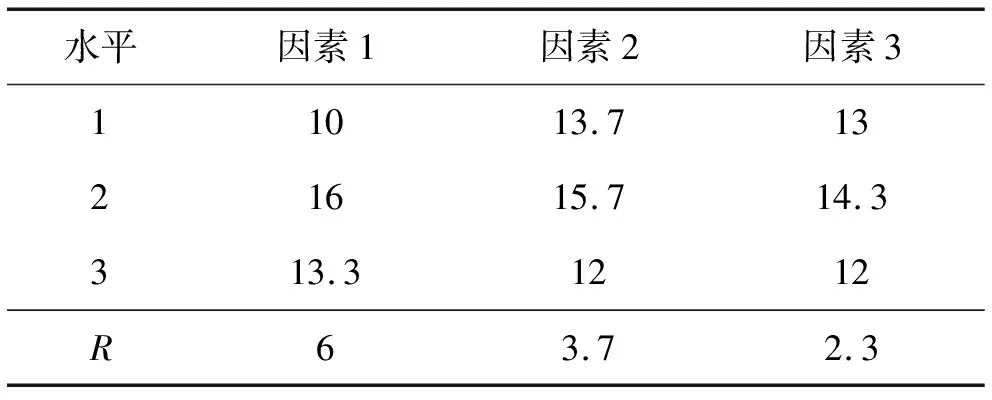
表2 正交试验分析
焊接电弧输出的能量对焊接规程有极为重要的影响,而焊接电流则与焊接电弧输出能量有着极为密切的关系,电流越大,焊机输出功率越高,单位时间内螺柱端部所受的热量也就越大,有助于螺柱与熔池区域母材的熔化。适当的熔化速度不仅能提升焊接速度,更为重要的是,螺柱熔化过程相对平缓均匀,并以可控的速度进入熔池,进而凝固成焊接接头,水下电弧螺柱焊焊接质量将得到有效的保障。在该试验中,当焊接电流为740 A时,焊接效果相对较好,若焊接电流较小,如试验中将焊接电流设置为500 A时,由于焊接输出功率难以满足熔化螺柱端部的目标,未充分熔化的螺柱端部进入熔池后也不能与熔融金属接触形成高质量的焊接接头,如形成虚焊等缺陷,水下电弧螺柱焊接质量随之下降。增大焊接电流虽然有助于螺柱和母材的熔化,但若电流过大,会导致螺柱熔化速度加快,若不能及时进入熔池,熔融金属会在电弧力的作用下偏离熔池方向,最终导致飞溅的产生,如图5所示。

图5 熔池飞溅现象
该试验所选用的焊接时间范围为0.3~0.6 s之间,剔除由于设备因素导致的误差,实际焊接分别为0.3 s,0.43 s和0.56 s。试验中发现,当焊接时间为0.3 s时,由于焊接时间短,螺柱未能及时熔化就进入熔池。由于螺柱端部未能充分浸润后即因焊接过程结束而开始冷却,虚焊现象较为明显。这一现象在焊接电流相对较低(500 A)的试验条件下显得尤为明显,1号试验条件下有3根被焊螺柱因虚焊现象的存在,弯曲测试时,弯曲角度不到30°即断裂。另外,在焊后检测时发现,焊接时间较短时存在一定量的气孔,这也导致了焊接质量差,很难达到60°的弯曲指标。由于焊接时间短,焊接过程产生的气泡未能及时从熔融金属中逸出,在上浮过程中因焊接过程结束,熔池迅速冷却,气泡最终滞留于熔池中,形成气孔缺陷。除此之外,当焊接时间为0.56 s时,存在咬边现象,这是由于焊接过程持续时间过长,熔池中输入的热量过大导致的。当焊接电流较高时,若焊接时间未能得到有效控制,咬边现象显著。
通过正交试验分析也可以看出,相对于焊接电流和焊接时间,焊枪提升时间影响相对较小。对于电弧螺柱焊,焊接电流和焊接时间两项参数决定了焊接过程的热输入,热输入对水下电弧螺柱焊接影响较大,过大的热输入容易焊穿与咬边等缺陷;若热输入过小,气孔现象易于发生,影响焊接质量。
放气和关气时间也是控制和提高水下电弧螺柱焊接质量的一个因素。供气排水保护罩内形成稳定气流和持续的局部干式环境是确保焊接质量的关键。与陆上螺柱焊接时序相比,水下焊接放气时间提前,可以尽量排除保护罩内积水;关气时间适当延长,可以使水下电弧螺柱焊接冷却速度降低,有利于焊缝的质量。从焊接工艺角度考虑,提前送气和滞后关气时间越长越有助于焊接质量的提升,但从成本和工作效率角度考虑,则需将这两项指标控制在合理范围之内,通过试验证明,提前送气时间在4 s以上,滞后关气时间不低于2 s,能得到相对较好的焊接质量。另外,在保护罩的形状[10],选择带有缓冲气腔的环形供气排水保护罩。通过理论分析及试验验证,这类保护罩能快速排除罩内积水且形成较稳定的气流,保证了电弧螺柱焊接过程的引弧;同时,能提供一定流量的氩气作为保护焊用气体,以减小水蒸气对焊接质量的影响。
综上所述,通过试验验证与分析,确定了水下电弧螺柱焊接规范制定原则。通过合理优化焊接规范,水下电弧螺柱焊接技术将成为一种适用于的水下焊接的技术,将凭其焊接时间短、操作简单、设备便携等优点,可在海洋工程施工中有较高的推广应用价值。
4 结论
(1)相对于提升时间等参数,焊接电流和焊接时间对水下电弧螺柱焊焊接质量影响较大。
(2)适当提高焊接电流和延长焊接时间,有助于抑制虚焊等现象提高焊接质量,但焊接电流过大或焊接时间过长容易发生飞溅、咬边等缺陷。
(3)增加提前送气时间和滞后关气时间,在强保护效果的同时也增加了施工成本,降低了工作效率,需将提前送气时间和滞后关气时间控制在合理的范围之内。