基于dsPIC30F4011的CO2气保焊机设计
2020-09-10李朋朋杨志东陈书锦张国祥孙宏伟方臣富
李朋朋 杨志东 陈书锦 张国祥 孙宏伟 方臣富







摘要:设计一种基于dsPIC30F4011的CO2气保焊机。为降低功率开关管的损耗和改善焊机的电磁干扰,主电路采用移相全桥软开关电路,使超前臂为恒频调脉宽实现ZVS,滞后臂为恒频恒宽实现ZCS,提高了焊机整体性能。主变压器设计是重点和难点,从磁心材料选择、磁心型号选择以及线圈绕组设计三个方面进行了全方位的分析与设计。控制电路选用dsPIC30F4011作为主控芯片,实时监控焊机的工作状态。根据DSC硬件电路进行了相应的软件程序设计,软件程序采用模块化设计,包括波控软件设计、程控软件设计以及送丝软件设计,最终实现焊接飞溅小、精确时序控制以及等速送丝等目标。
关键词:CO2气保焊机;移相全桥软开关;dsPIC30F4011;数字化送丝机
中图分类号:TG434.5 文献标志码:A 文章编号:1001-2303(2020)10-0078-07
DOI:10.7512/j.issn.1001-2303.2020.10.16
0 前言
CO2气保焊因其优质高效的优点在工业制造中得到了广泛的应用,但市场上大多数焊机均采用模拟电路控制系统,存在电路复杂、灵活性差、控制精度低以及可靠性低等问题[1]。因此,焊接电源正向数字化和绿色化发展。
文中设计了一种基于dsPIC30F4011的CO2气保焊机,控制系统采用数字信号传递控制信息,无论是抗干扰性、响应速度还是控制精度均高于模拟电路,从而大大提高了CO2气保焊机的性能。具有效率高、焊接飞溅小、送丝速度稳定以及精确的时序控制等优点。CO2气保焊接设备已经成为焊接工作者重要的研究领域之一[2]。
dsPIC30F系列芯片既有16位单片机的快速中断处理能力和强大功能外围设备,又兼备数字信号处理器的数字信号处理能力和数据计算能力,所以又被Microchip公司称作数字信号控制器(DSC)[3]。dsPIC30F系列芯片既弥补了MCU控制的焊机所无法做到的大量实时信息采集、PI运算处理和控制等缺陷,同时又具备了很多智能化外设和多种外围控制接口,且芯片价格便宜,非常适合CO2气保焊机的各种信号检测和动作控制[4]。
1 总体设计方案和指标
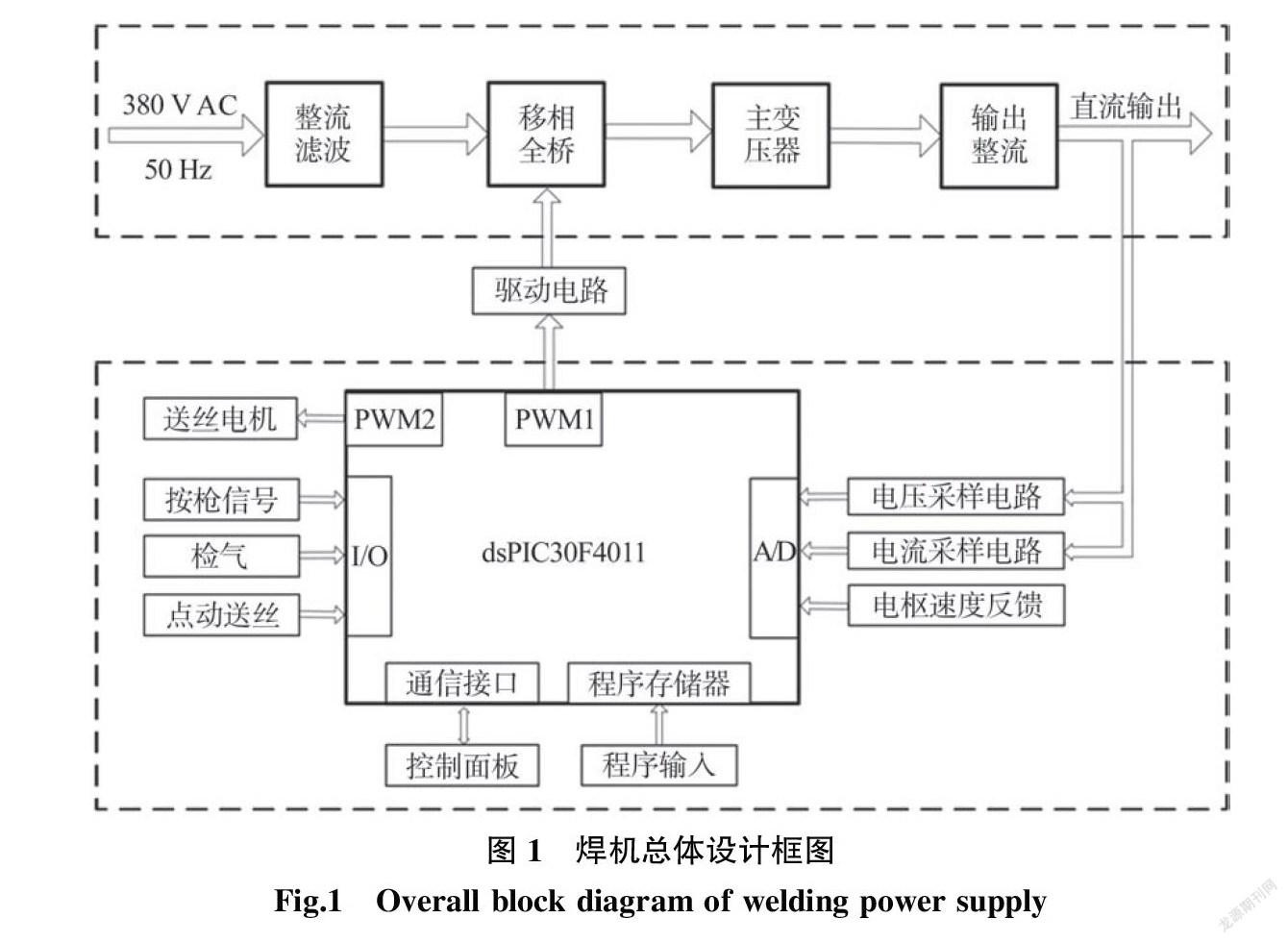
基于dsPIC30F4011的CO2气保焊机的总体设计框图如图1所示。
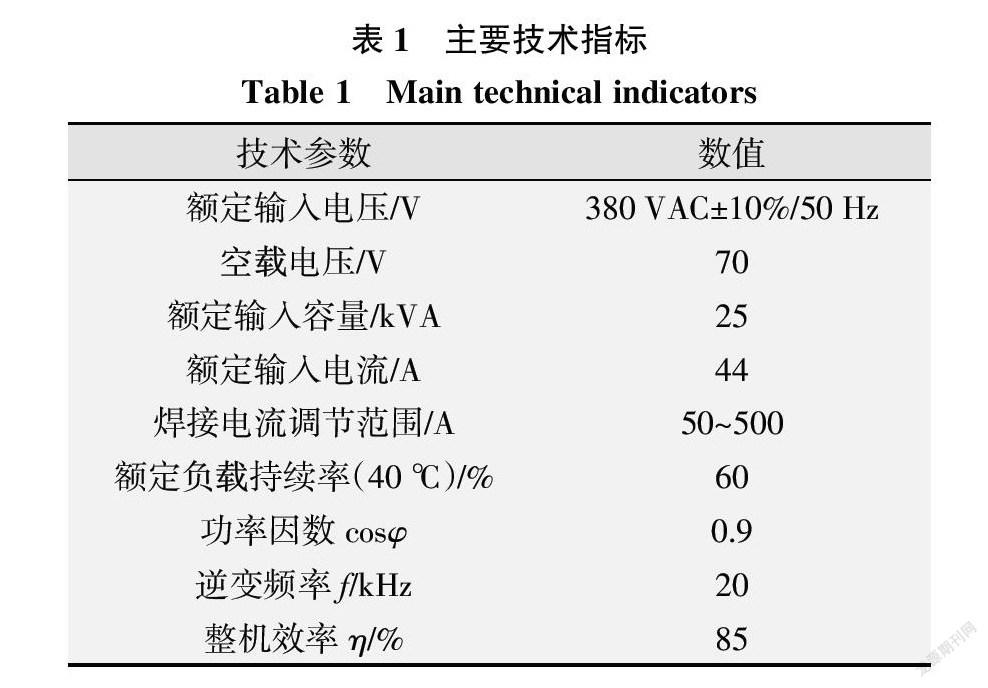
整个焊机分为主电路和控制电路两大部分。主电路包括三相输入整流滤波电路、移相全桥软开关电路、主变压器、输出整流滤波电路四部分,整个主电路是一个AC—DC—AC—DC的过程,最终输出适合焊接的低压大电流直流电。控制电路以数字信号控制器dsPIC30F4011为核心,通过采样电路采集主电路输出电流、电压信号,经DSC内部A/D转换模块转换成数字信号,由软件程序对反馈信号和控制面板给定信号进行PI调节,再由PWM模块输出PWM脉冲信号,经隔离驱动电路控制功率开关管的导通。送丝系统采用数字化控制,最终实现精确的时序控制和等速送丝。设计CO2气保焊机的主要技术指标如表1所示。
2 主电路
2.1 移相全桥软开关电路设计
软开关电路相比硬开关电路会大大降低开关管的开通和关断损耗,提高整机的性能[5]。此外,软开关电路还可以降低开关管电流电压应力和改善焊机EMI特性。
移相全桥软开关电路原理如图2所示。Uin为输入整流滤波后的直流电压。IGBT1~IGBT4为逆变开关管,其中IGBT1和IGBT3组成超前桥臂(可调脉宽),IGBT2和IGBT4组成滞后桥臂(固定脉宽)。VD1~VD4分别为IGBT1~IGBT4的体二极管,C1、C3分别是IGBT1、IGBT3的并联外接电容,C2、C4分别是IGBT2、IGBT4的寄生电容。Lr是饱和电感,Cr为隔直电容,T为主变压器,VDR1、VDR2为输出整流二极管,Lf为输出滤波电感,负载等效为一个电阻R[6]。
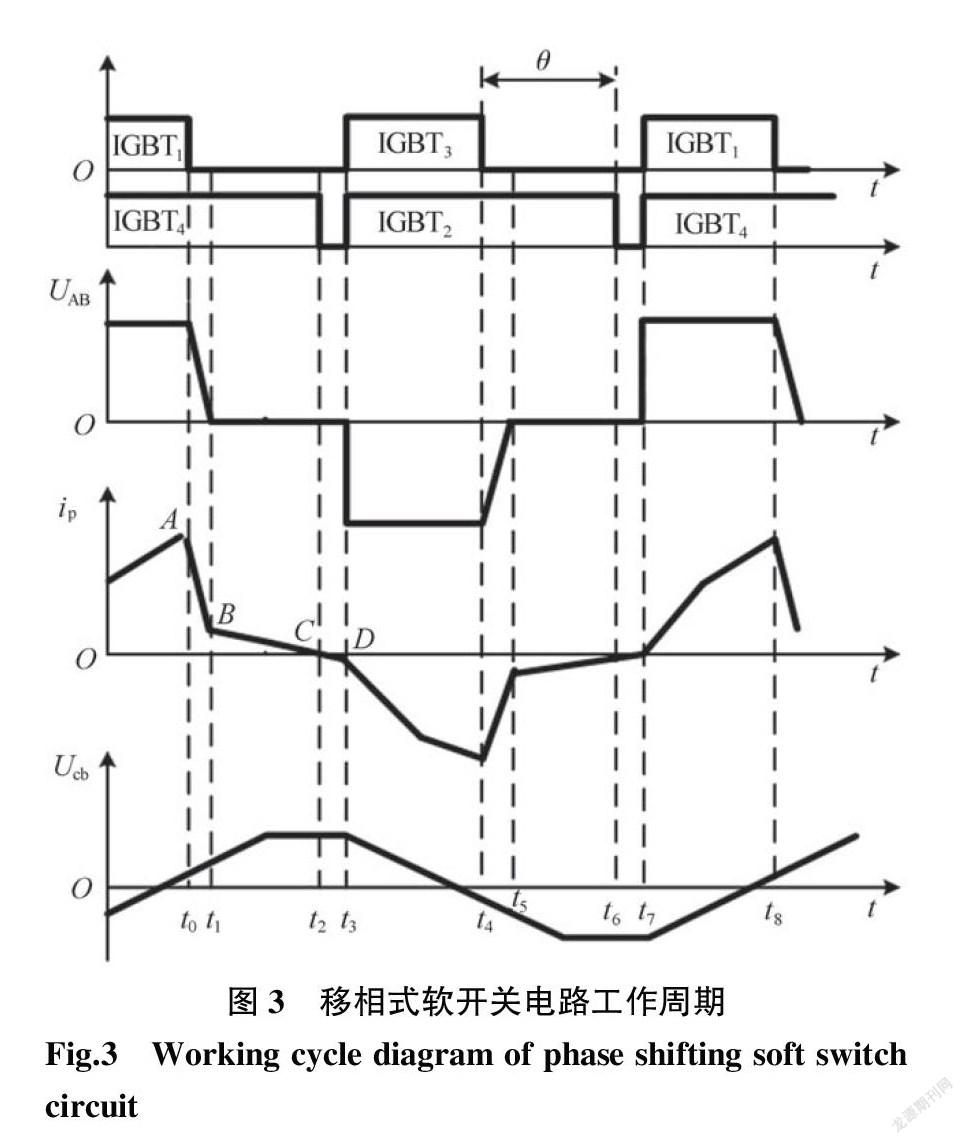
開关管IGBT的驱动波形及逆变电路主要波形对照如图3所示。可以看出,超前臂可以通过改变驱动信号PWM占空比调节输出能力的大小。在移相全桥电路中,通常用移相角θ来表示超前臂和滞后臂驱动脉宽之间的相位差,移相角θ越小,则输出能量越大;移相角θ越大,则输出能量越小。
2.2 主变压器设计
2.2.1 磁心材料选择
开关电源常用的变压器磁心材料主要有硅钢片、铁氧体和纳米晶三种[7]。由于大多数的磁心材料都是在交变磁场下工作的,所以选择磁心材料时主要考虑的性能指标是饱和磁通密度、相对磁导率、电阻率、损耗、工作温度以及成本等。硅钢片具有高饱和磁通密度、高居里温度点和成本低的优点,但电阻率非常低,高频时涡流损耗很大,所以硅钢片一般适合低频场合,如市电的工频变压器[8]。铁氧体高频特性优异、损耗较小、磁心规格最全面且价格低廉,但其饱和磁通密度较小,仅适用于制造中小功率的焊机[9]。纳米晶材料具有高导磁率、高饱和磁通密度、高居里温度点和低损耗的优点[10]。纳米晶合金的铁心损耗在20~50 kHz的频率范围是铁氧体损耗的1/2~1/5,磁导率是铁氧体的10倍以上,且各方面性能指标优异,适合大功率焊机。本设计选用北京安泰科技股份有限公司的二代纳米晶磁心,即AC-ONL-ODIDHT系列。
2.2.2 磁心型号选择
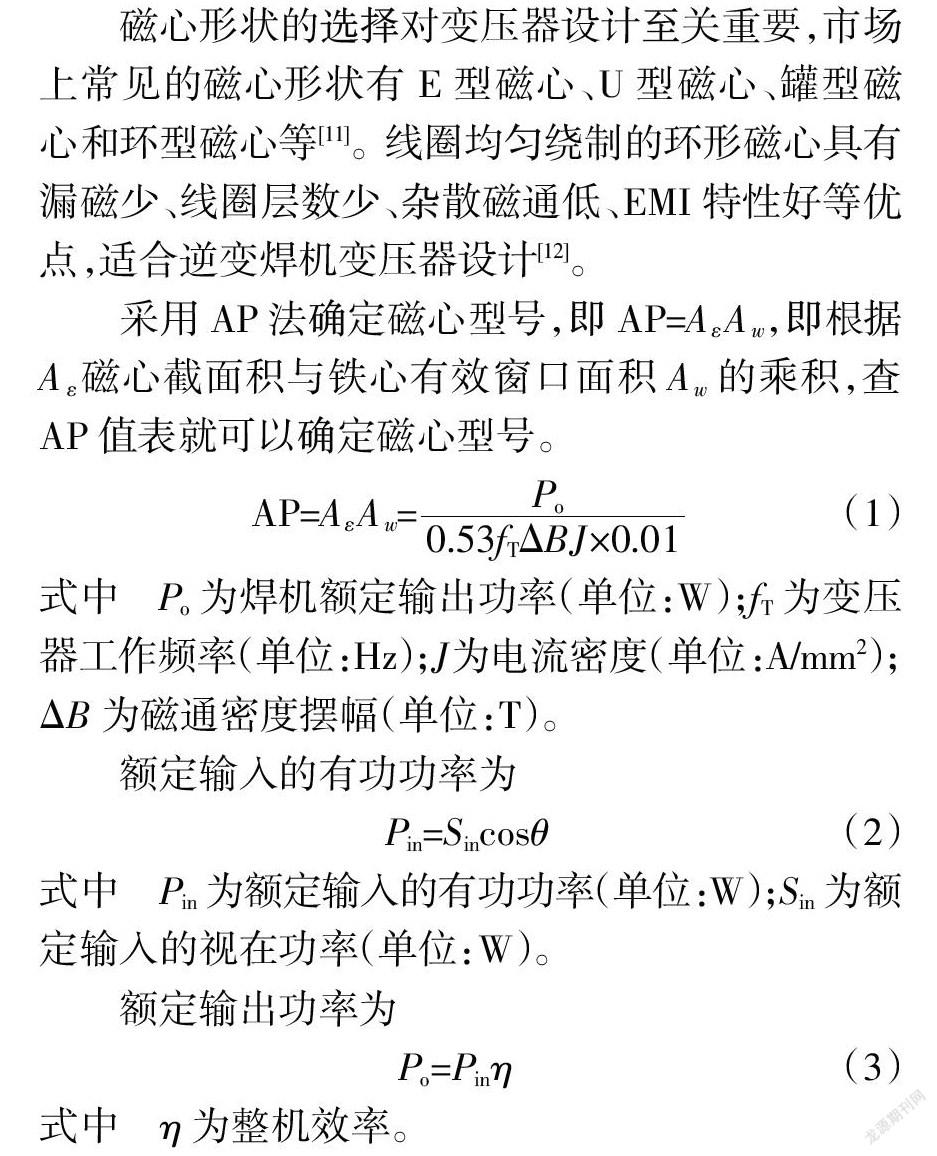
磁心形状的选择对变压器设计至关重要,市场上常见的磁心形状有E型磁心、U型磁心、罐型磁心和环型磁心等[11]。线圈均匀绕制的环形磁心具有漏磁少、线圈层数少、杂散磁通低、EMI特性好等优点,适合逆变焊机变压器设计[12]。
采用AP法确定磁心型号,即AP=AεAw,即根据Aε磁心截面积与铁心有效窗口面积Aw的乘积,查AP值表就可以确定磁心型号。
AP=AεAw=(1)
式中 Po为焊机额定输出功率(单位:W);fT为变压器工作频率(单位:Hz);J为电流密度(单位:A/mm2);ΔB为磁通密度摆幅(单位:T)。
额定输入的有功功率为
Pin=Sincosθ(2)
式中 Pin為额定输入的有功功率(单位:W);Sin为额定输入的视在功率(单位:W)。
额定输出功率为
Po=Pinη(3)
式中 η为整机效率。
由表1可知,设计的焊机额定输入视在功率Sin为25 kVA,功率因数cosφ为0.9,代入式(2)得额定输入有功功率Pin为22.5 kW。焊机整机效率为85%,代入式(3)可知焊机的额定输出功率Po为19 kW。焊机工作频率为20 kHz,J取为3 A/mm2为最优。磁通密度摆幅ΔB一般远小于饱和磁通密度Bs,因此ΔB取小于饱和磁通密度Bs的1/3,在此取0.4 T,而全桥电路磁心工作在一、三象限,即双向磁化,因此ΔB=0.8 T。0.53为经验系数。
AP=AεAw=≈74 cm4(4)
可选北京安泰科技股份有限公司的二代纳米晶磁心ONL-1308040,其有效截面积Aε=7 cm2,窗口面积为45.36 cm2,考虑到留出空间方便线圈绕线和散热要求,实际应用中窗口面积利用率取1/3为最优,即Aw为15.12 cm2,所以AεAw为105.84 cm2,大于式(4)计算值。该磁心的磁环的平均磁路长度le为33 cm,外径130 mm,内径80 mm,高度50 mm,符合设计焊机对空间的要求。
2.2.3 线圈绕组设计
变压器的一个重要设计是线圈绕组设计,包括变压器的匝比、线圈匝数以及线圈股径和股数。
(1)变压器匝比计算。
输出整流电路采用全波整流输出,所以变压器是中心抽头式,设一次侧、二次侧的匝比为Np∶1∶1;变压器的二次输出电压Uo:
Uo=Uk+UDR+UL=70+1.25+0.5=71.75 V(5)
式中 Uk为空载电压(单位:V);UDR为副边二极管的正向导通压降(单位:V);UL为导线的等效压降(单位:V)。
市电输入380 V/50 Hz在整流滤波后可得母线电压UT为:
UT=Uin≈537 V(6)
根据一、二次电压,可求变压器匝比N为:
N=≈7(7)
所以变压器原、副边匝比为7∶1∶1。
(2)原、副边的匝数计算。
原、副边的匝数可以根据以下公式计算
Np=(8)
式中 U1变压器一次侧输入电压(单位:V);Dmax为开关管最大占空比。为防止全桥电路上下桥臂直通,留有一定死区时间,所以设置最大占空比为0.4。有效截面积Ae=7 cm2,磁通密度摆幅ΔB=0.8 T。
计算原边匝数得:
Np==≈19.3(9)
综合考虑,变压器原边线圈匝数为Np=21匝。变压器匝数比为7∶1,则副边匝数Ns=3匝。
(3)线圈股径与股数的设计。
设计的CO2气保焊机工作频率为20 kHz,高频状态下产生集肤效应,造成线圈有效截面积变小,导致线圈损耗增大,所以选择线圈股径要小于集肤深度的2倍[13]。变压器线圈铜导线的集肤深度为:
Δ==0.054 cm=0.54 mm(10)
式中 为导线电流的频率(单位:Hz)。
在选择股径时也要考虑邻近效应,邻近效应产生的涡流损耗是相当大的,且随着层数增加邻近效应呈指数增加,所以要综合考虑两方面的因素。最终选择单股直径d为0.8 mm,则单股的横截面积Sd为:
Sd=π
2(11)
线圈股数n为:
n=(12)
式中 IR为电流有效值(单位:A);J为电流密度(单位:A/mm2);Sd为单股导线的截面积(单位:mm2)。
将单股直径d为0.8 mm代入式(11)求出单股的横截面积为0.503 mm2。一般线圈电流密度取值范围3~5 A/mm2最佳,考虑到散热和线包损耗,故铜导线的电流密度取4 A/mm2。变压器一次侧电流最大值IR为71.4 A,代入式(12)计算得原边股数为36股。已知焊机最大输出电流为500 A,由于输出整流电路采用全波整流,所以变压器副边线圈的最大有效值电流取250 A。将IR为250 A代入式(12)得到副边股数为124股。为了变压器绕制方便,副边绕组采用三组并联形式,即副边每组线圈股数为41股。
3 软件设计
3.1 波控软件设计
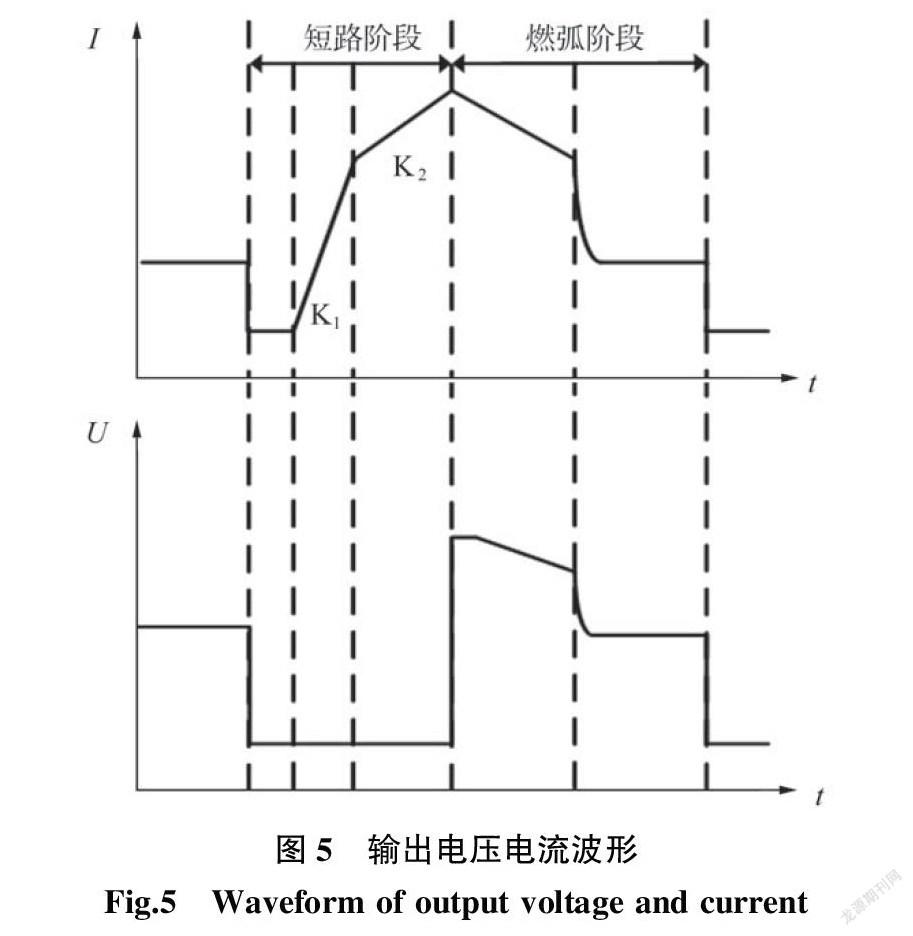
数字化波形控制系统以DSC为控制核心,根据电压采样电路的反馈信号对短路、燃弧阶段进行判断,进而DSC执行相应的短路、燃弧子程序控制电流的波形。因为短路过渡具有随机性的特点,所以在系统中采用了中断。当电弧电压低于10 V,则认定为短路状态,DSC立即执行短路子程序,在短路初期,使电流保持在一个较小值,以实现抑制瞬间短路而造成飞溅的目的。在短路中期时,电流以较大斜率K1上升,加大热能输入使缩颈快速形成。在短路后期时,降低电流上升率至K2,减小短路峰值电流值,完成熔滴的平滑过渡。当短路状态结束后,DSC再执行燃弧子程序,实现焊接电流波形控制。波形控制软件流程如图4所示,输出电压电流波形示意如图5所示。
3.2 程控软件设计
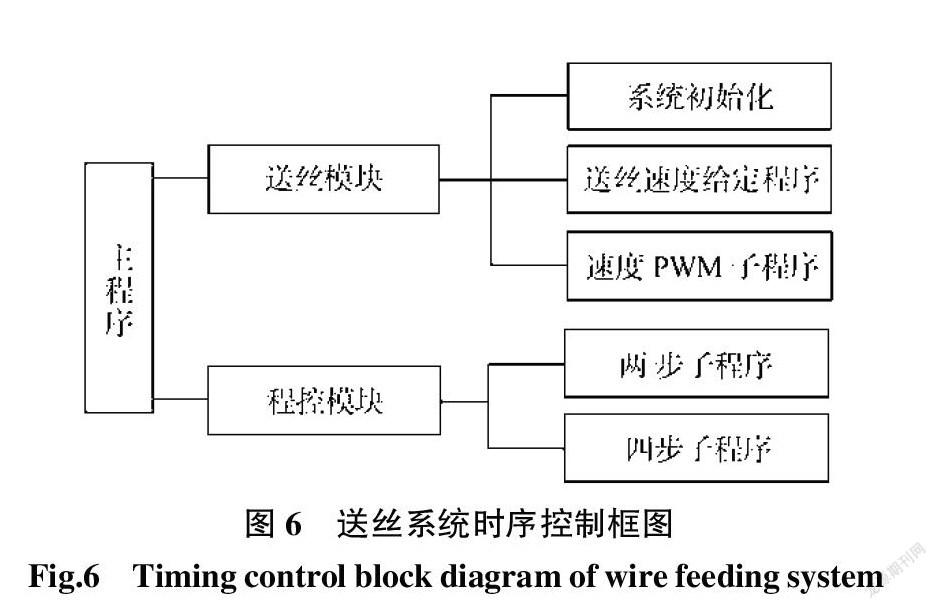
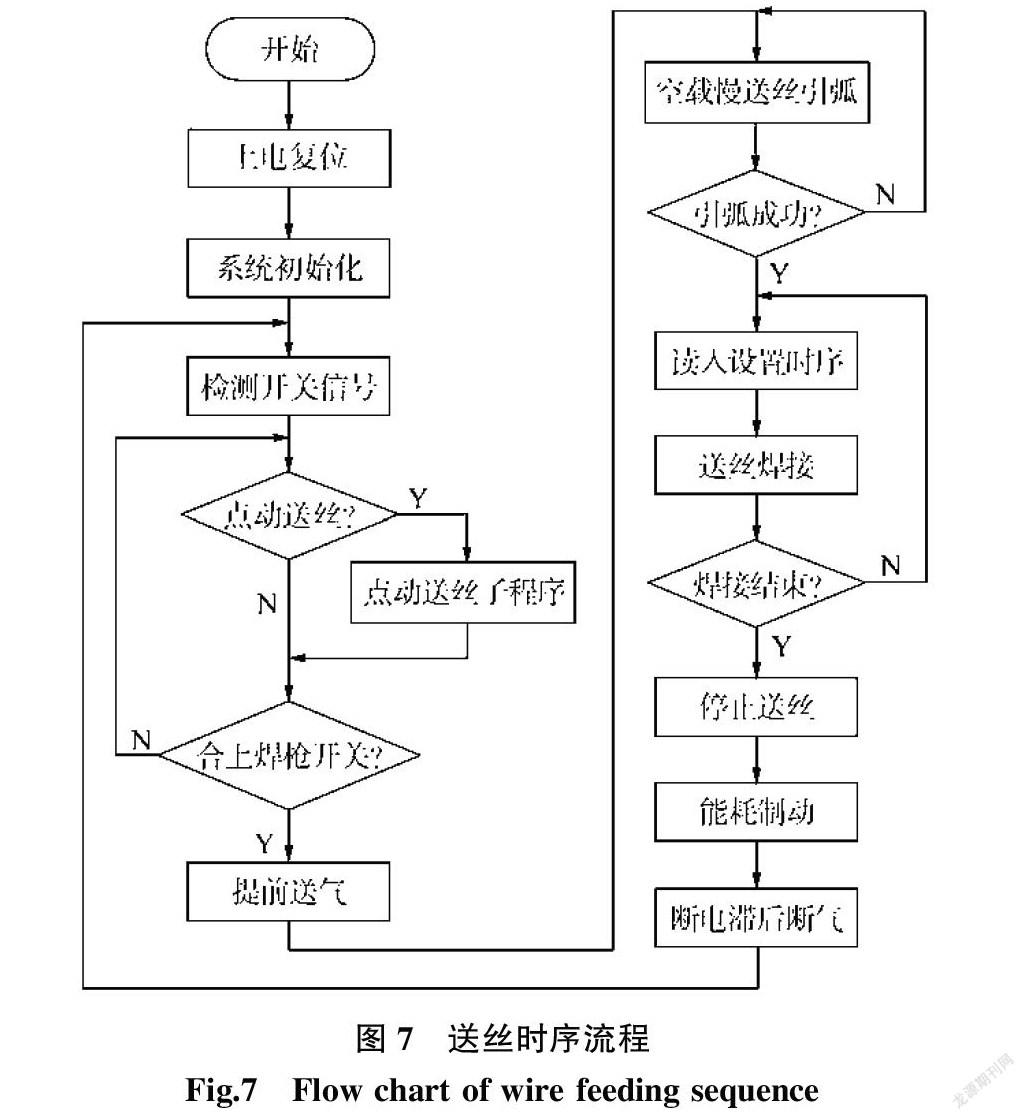
送丝系统时序控制框图如图6所示,送丝时序流程如图7所示。
由图7可知,送丝时序控制的基本原理为:焊机上电复位后,DSC首先检测点动送丝开关是否闭合,如果闭合则启动点动送丝子程序使送丝机以最大速度送丝;如果未闭合则继续检测焊枪开关是否闭合,如果焊枪未闭合则返回到点动送丝处继续检测信号,如果焊枪开关已闭合则调用送气子程序使供气系统提前3 s输出保护气体;为使焊机可靠地引弧,调用空载慢送丝子程序使送丝机慢速送丝,增加引弧的成功率;当采样电路检测到成功引弧后,系统调用读入设置子程序,按照设置的给定值使送丝机以正常速度送丝;当焊接结束后,启动刹车电路使送丝机停止转动,再调用滞后送气子程序,使送丝系统延迟送气,提高焊缝质量。
3.3 数字送丝软件设计
在熔化极气体保护焊中,焊丝作为熔化电极需要不断送进电弧区熔化,若焊丝速度变化较大,会使电弧弧长波动较大,最终影响焊缝成形和质量,因此送絲速度的稳定程度直接影响焊接过程的稳定性[14-15]。采用DSC的PWM功能对送丝速度进行控制,通过调节PWM波脉冲宽度可实现送丝机速度的调节。
数字送丝流程如图8所示。基于DSC控制的送丝系统,由软件程序实现送丝速度的调节,与传统的模拟电路组成的送丝系统相比,采用数字化送丝方式具有提高控制精度和简化电路结构的优点。通过控制面板设定送丝速度传到DSC的通信接口,DSC内置子程序读取送丝速度给定值,并与反馈值进行数字PI调节,最后经数字PI调节后输出占空比可调的PWM波,通过光耦隔离控制MOSFET开关电源为送丝机供电,进而调节送丝速度。
4 实验与测试结果分析
4.1 软开关超前臂零电压
选取超前臂IGBT栅极电压UGE和集射极电压UCE为测试对象,图9中深灰色波形为驱动电压UGE,浅灰色波形为集射极电压UCE。驱动电压波形UGE和集射极电压UCE波形呈交错分布,当IGBT导通时,集射极电压UCE为零,从而实现了零电压导通;当驱动电压UGE由高电平变低电平时,集射极电压UCE保持为零,从而实现了零电压关断。
4.2 软开关滞后臂零电流
选取滞后臂IGBT栅极UGE和变压器一次电流IL为测试点,图10中方波为栅极,正弦波为一次电流IL。图中可以反映出滞后臂在导通和关断过程中流经IGBT上的电流近似为零。可以看出驱动脉冲开始从高电平向低电平转换时,一次侧电流为零,在关断过程中,一次侧电流虽然也会出现波动,但很快就恢复为零,关断的损耗近似为零。
4.3 输出波形测试
焊接电压电流波形如图11所示,在焊接短路阶段,焊接电流波形以双斜率状态上升。在短路阶段初期,电弧电压降至0 V,电流以较大斜率上升,加大热能输入使缩颈快速形成,从而促进熔滴过渡。在短路后期时,降低电流上升率,完成熔滴的平滑过渡。在燃弧阶段,电弧电压快速上升至燃弧电压,保证电弧引燃,此时电流开始以较大斜率下降,当电流下降至较小的稳定值时,使熔滴形成。由以上分析可知,测试输出的电压电流波形符合设计的要求。
4.4 送丝机测试
送丝机工作波形如图12所示,方波为控制电压波形,三角波为送丝机电流波形。控制电压波形为占空比可调的PWM波,通过改变占空比就可以控制送丝机速度。送丝机电流波形平滑过渡,送丝机速度平稳。
5 结论
(1)全桥逆变电路采用软开关设计,通过对IGBT开关过程的电压和电流波形测试,验证设计的零电压零电流软开关电路工作正常,与设计要求具有高一致性。
(2)主变压器从磁心材料选择、磁心型号选择以及线圈绕组设计三个方面进行了全方位的分析与设计,确定了磁心型号,并计算出线圈匝数、股数和股径等。
(3)数字化波形控制系统以DSC为控制核心,实现短路电流“双斜率”上升。通过测试输出电流电压波形,验证了波形控制系统符合设计要求,可实现焊接飞溅小、焊缝成形好的效果。
(4)送丝机系统采用数字化控制技术,通过DSC的PWM功能可实现送丝速度的精确控制,显著提高了送丝速度稳定性。通过送丝机工作波形测试,验证了设计数字化送丝与设计要求具有很高的一致性。
参考文献:
[1] 殷树言,刘嘉. 数字化焊机发展趋势[J]. 现代金属加工, 2005(5):34-35.
[2] 方臣富. 船舶焊接设备的现状及发展[J]. 电焊机,2006, 33(6):15-19.
[3] dsPIC30F4011/4012 数据手册[EB]. Microchip Technology Inc,2007.
[4] 余小榕,陈克选. 基于dsPIC30F4011的多功能逆变焊机 数字化控制系统设计[J]. 电焊机,2014,44(10):56-60.
[5] 樊润洁,李金堂. 电力电子高频软开关技术特点及其应 用[J]. 科技信息,2010(20):524-525.
[6] 方臣富. VPTIG焊接电源与电弧稳定性的研究[D]. 北京 工业大学,2005:40-42.
[7] 朱宇. 便携式SMAW逆变焊机研制[D]. 江苏:江苏科技 大学,2019.
[8] 许佳辉,张瑞标,邵峰,等. 软磁材料开发应用新热点[J]. 磁性材料及器件,2014,45(3):68-72.
[9] 吴冬春,蒋爽,付炜亮,等. 应用于软开关逆变焊接电源 的中频变压器设计[J]. 机电工程技术,2007,36(10):88- 90.
[10] 湛永钟,潘燕芳,黄金芳,等. 软磁材料应用研究进展[J]. 广西科学,2015,22(5):467-472.
[11] 杨景刚,张珂,陈武,等. 大功率中频变压器研究综述[J]. 电源学报,2020,18(1):4-17.
[12] 蒋立昕. 高压电源中变压器的参数设计与屏蔽处理[J]. 电光与控制,2012,19(5):91-94.
[13] 张国权,徐月朗. 开关电源中线圈的邻近效应研究[J]. 中 国高新技术企业,2010(4):9-11.
[14] 张荣进. 逆变熔化极气保护焊个性化焊机研究[J]. 信息 记录材料,2017,18(1):68-70.
[15] 余明志. 基于ARM_Linux的嵌入式逆变CO2焊机变结 构控制系统研究[D]. 江苏:江苏科技大学,2012.
