横向磁脉冲MAG焊电弧旋转机理研究
2020-09-10孙志星路林包正义詹瑜汤传圣
孙志星 路林 包正义 詹瑜 汤传圣










摘要:通过外加横向磁场控制焊接电弧形态是磁控焊接技术的重要研究领域,文中通过外加横向磁场的方式来改变电弧的能量分布以及电弧形态变化从而探寻外加磁场对电弧形态及熔滴过渡的影响规律。结果表明,MAG焊电弧在保持原有“钟罩型”形态时,末端发生后拖;同时,横向磁场的加入使熔滴过渡频率加快,熔滴过渡周期缩短。电弧末端后拖可有效抑制熔池内液体流动,改善焊缝成形。
关键词:横向磁控;MAG焊接;高速摄像;电弧形态
中图分类号:TG444+.72 文献标志码:A 文章编号:1001-2303(2020)10-0097-06
DOI:10.7512/j.issn.1001-2303.2020.10.20
0 前言
近年来,人们对磁控焊接的探索更加全面深入,国内外学者在在磁控焊接技术领域已经取得诸多突破。例如,国外学者从金属组织以及晶间结构两个角度对磁场效应在金属惰性气体保护电弧焊的耐热局部腐蚀的热影响区的作用机理[1]进行了深入探索,针对奥氏体不锈钢电磁支撑高功率激光束的焊接,提出了施加震荡磁场以克服因静水压力引起厚板焊接时的重力落差[2],此外先后开展了尖端磁场配置对K-TIG焊接电弧渗透行为的影响机理的探究[3],并揭示了外加横向磁场抑制高速焊GMAW中驼峰焊道产生[4]的作用机理。与此同时,国内学者针对MAG焊接熔滴过渡行为及交变磁场控制[5]进行了系统的阐述,对机器人K-TIG焊接旋转电弧磁场控制及焊接质量进行了研究[6]。尽管随着国内外学者对磁控焊接作用机理的研究,已实现磁控焊接在各种焊接方法中的应用,并形成利用旋转磁场改善电弧焊缝成型[7]理论,施加横向磁场以抑制磁偏吹[8]理论等,但对横向磁脉冲MAG焊接作用机理的研究还不够深入,鉴于此,文中在上述研究的基础上通过分析不同条件下电弧形态变化及熔滴过渡周期,建立了横向磁场模型,为分析横向磁脉冲作用下的电弧形态变化及熔滴过渡规律提供了有效的研究途径。
1 外加横向磁场概述及试验设备装置
1.1 外加横向磁场概述
外加横向磁场示意如图1所示。可以看出,外加横向磁场发生装置是以纵向磁发生装置为基础建立而成,纵向磁发生装置是由2个竖直铁心以及线圈组成,即在2个铁心外部缠绕一定数量的线圈使得通电后可在此磁头处产生纵向磁场。而横向磁场的存在应保证横向磁场的磁力线与电弧轴线垂直,因此按图示方法分别在纵向磁发生装置两铁心上下固定以通电导体并保证与电弧轴线垂直平面可产生横向磁场。
1.2 试验系统及试验方法
外加橫向磁场MAG焊接试验系统如图2所示。可以看出,系统由自制试验滑台、YASKAWA弧焊机器人、MOTOWELD-RD350焊机、磁发生装置、冷却装置、高速摄像系统、电参数采集系统、主控微机等构成。本试验所采用的母材为Q235普通碳素结构钢,试件试板规格为:200 mm×60 mm×4 mm。选用ER50-6焊丝,保护气体为φ(CO2)82%+φ(Ar)18%混合气体,气体流量20 L/min,焊接工艺参数如表1所示。
2 横向磁场下MAG焊电弧形态变化
2.1 横向磁场中MAG焊电弧后拖现象
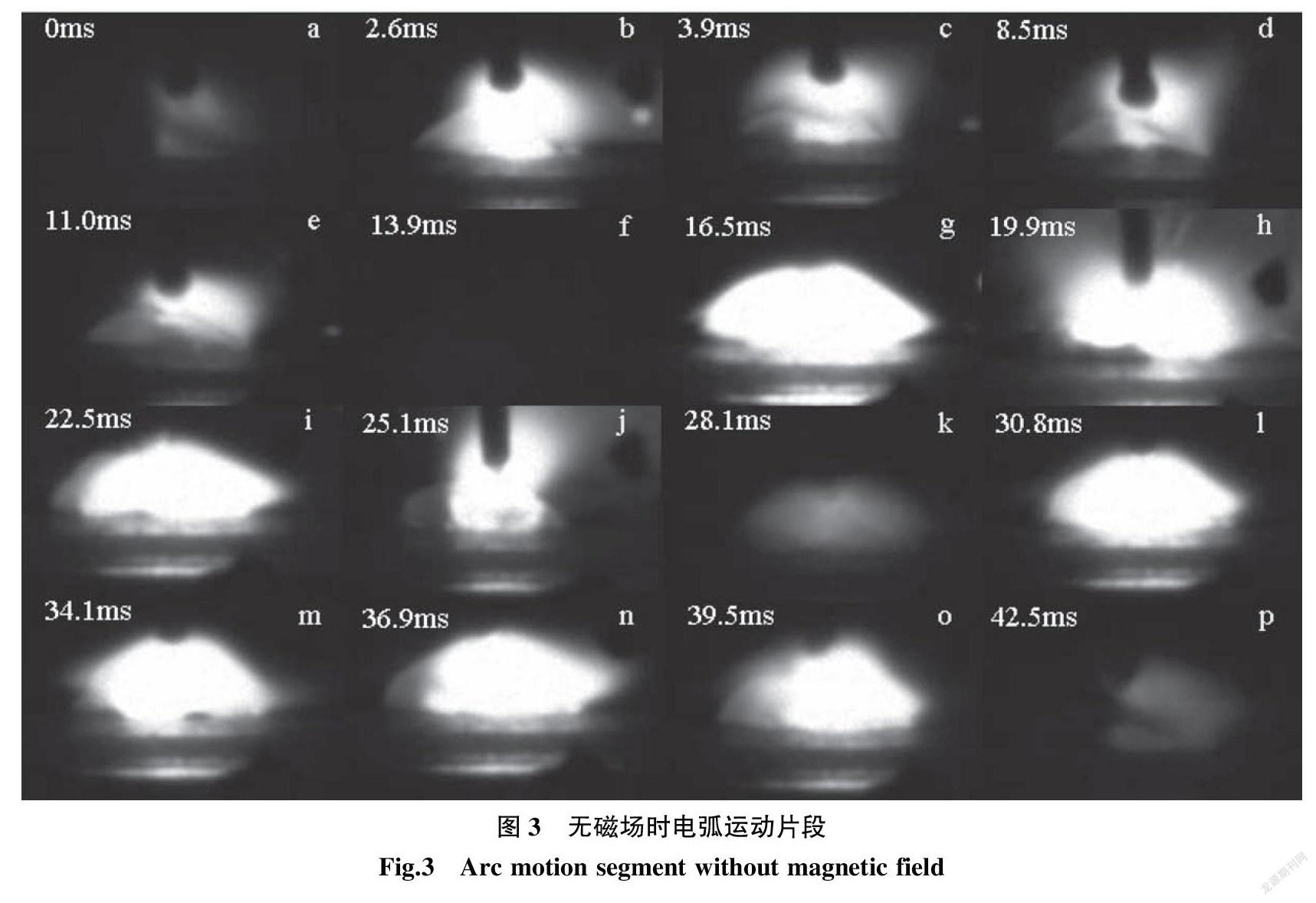
焊接速度12 mm/min、无磁场时电弧处于一个周期内运动片段,如图3、图4所示。焊接速度18 mm/min、外加横向磁场作用下电弧一个周期内运动片段如图5、图6所示。
以图3为例,电弧运动过程分为燃弧阶段、过渡阶段、缩颈阶段及断裂阶段。本试验过程中缩颈阶段与断裂阶段不做明确区分。例如,图中a为缩颈阶段。b~e为电弧旋转过程此时熔滴形成并不断长大,即过渡阶段;j为形成熔滴;其余过程电弧处于燃烧过程,则为燃弧阶段。此外,自磁场作用下的MAG焊电弧形态呈“钟罩型”状态,这是由于电弧中带电粒子在电场力的作用下,正离子在阴极聚集,电子和负离子在阳极聚集。在阳极区域正离子向电弧中心运动,电子向电弧边缘运动,阴极区域带电粒子运动情况则相反。此运动的结果是:焊接电弧中心区域粒子浓度很高,边缘区域粒子浓度低。因此在无外加磁场作用时,焊接电弧呈“钟罩型”。而外加横向磁场后MAG焊电弧在保持“钟罩型”状态的基础上,由于电弧受到横向磁场力的作用,粒子运动状态发生改变,导致电弧末端发生明显后拖(见图4)。
2.2 横向磁场中电弧自旋转现象以及励磁频率对电弧形态影响
为了验证横向磁场对MAG焊电弧的控制效果,同时为了揭示励磁参数(励磁频率与励磁电流)对电弧旋转半径和电弧形态的影响规律,利用无磁场时电弧运动形态变化与外加磁场后电弧形态变化形成对照试验。施加的磁场参数如表2所示。
试验现象为:(1)MAG焊电弧处于自磁场时,电弧中正离子向阴极运动,电子和负离子则向阳极聚集,粒子高速运动导致电弧旋转并保持“相对静止”状态,在外加磁场作用下电弧不再保持“相对静止”状态,而是围绕电机轴线做不定向圆周运动[9],本试验中b~c~d~e电弧旋转过程明显,电弧起弧后先由逆时针旋转随后顺时针旋转,见图3。
(2)励磁频率由20 Hz增加到约40~60 Hz时,电弧旋转半径增大明显,同时焊接过程中所产生的飞溅量急剧减少,而励磁频率超过一定数值时电弧旋转半径几乎无变化。励磁电流一定时,励磁频率越低焊接过程中所产生的飞溅量越大,且随着励磁频率的增大,电弧旋转半径增大。此外在励磁频率保持恒定时,励磁电流的改变对电弧形态并无显著影响,电弧形态在励磁频率为40 Hz时达到最佳,具体影响如图7所示。
3 横向磁场对MAG焊熔滴过渡的影响
定义两次起弧后电弧一相同运动规律变化为一个熔滴过渡周期,自磁场下熔滴过渡周期见图3。而外加横向磁场作用下熔滴过渡周期见图5。试验现象表明,外加横向磁场的作用使熔滴过渡周期明显缩短,本试验中熔滴过渡方式主要为短路过渡,主要分为燃弧阶段、过渡阶段、缩颈阶段和断裂阶段四个阶段。由此可初步推测,横向磁场的加入对上述短路过度的四个阶段均有不同程度的促进作用,进而使得熔滴过渡频率加快,熔滴过渡周期缩短。
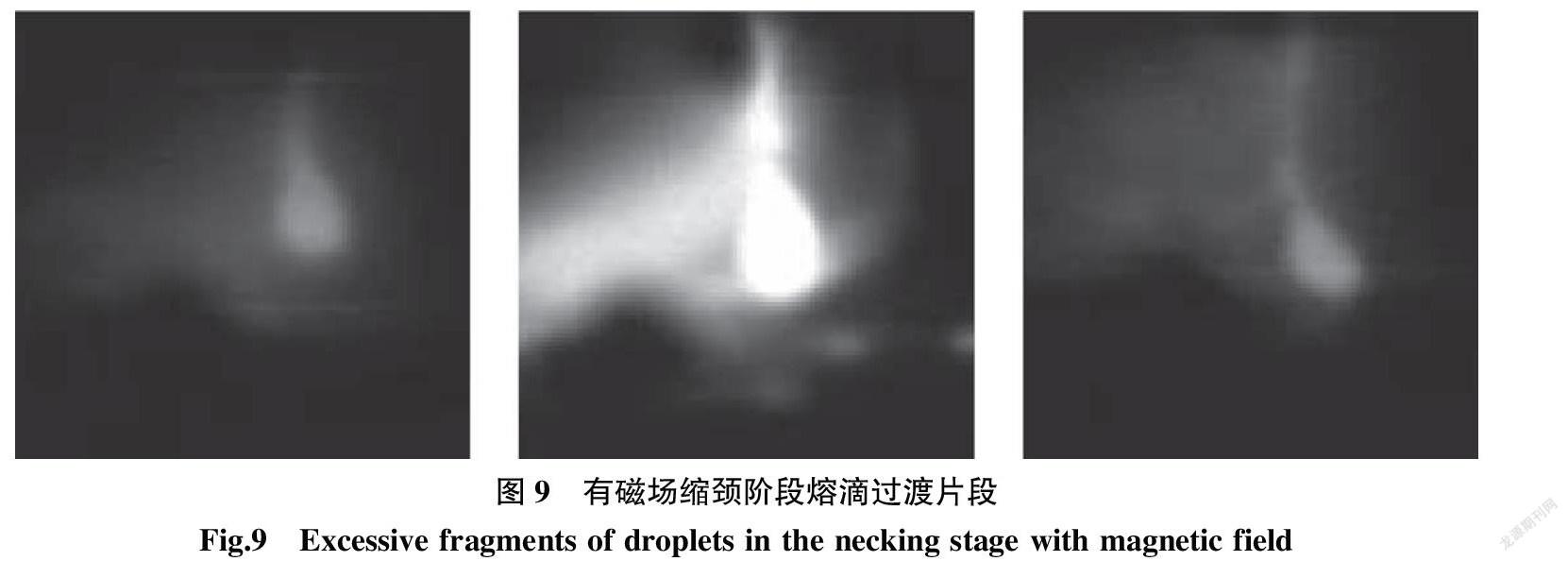
本试验将从燃弧阶段和缩颈阶段两个阶段阐述熔滴过渡规律。焊接速度12 mm/min无磁场燃弧阶段熔滴过渡片段如图8所示。焊接速度18 mm/min、励磁电流为8 A、励磁频率60 Hz缩颈阶段熔滴过渡片段如图9所示。
熔化极电弧焊时,焊丝端头的液态金属经电弧向熔池过渡的过程称熔滴过渡。熔滴过渡对电弧稳定性、焊缝成形、金属飞溅等有直接影响。而电流通过熔滴时导体的截面是变化的,将产生电磁力的轴向分力,其方向总是从小截面指向大截面。电磁力对熔滴过渡的影响可以按不同部位进行分析。如在焊丝与熔滴相连接的缩颈处形成斑点,当此处电弧弧根直径大于熔滴直径时,电磁力由小断面指向大断面,促进熔滴过渡;而当弧根直径小于熔滴直径时,电磁力由大断面指向小断面,阻碍熔滴过渡过程[10]。观察图8、图9可知,无磁场时熔滴直径明显大于弧根直径,即自磁场作用下电磁力是由大断面指向小断面,阻碍熔滴的短路过渡;外加横向磁场加快熔滴过渡频率,减小熔滴过渡周期,验证了外加横向磁场可促进熔滴过渡。
无磁场时熔滴过渡情况与励磁电流在2~8 A变化、励磁频率均为60 Hz时熔滴过渡周期变化情况对比如图10所示。
实验数据表明,横向磁场的加入可有效缩短熔滴过渡周期,加快熔滴过渡频率,且励磁电流的变化对熔滴过渡的缩短有不同程度的影响。
4 结论
(1)在外加横向磁场作用下的MAG焊电弧形态有显著变化,电弧中电子与正离子同时受到电场力和磁场力(即洛伦兹力)的共同作用使电弧末端向熔池方向后拖,电弧形态也由“钟罩型”转变为电弧末端一侧后拖;此外,MAG焊电弧在横向磁场作用下的不再保持相对“静止”状态,而是偏离电极一定角度并绕电极作不定向圆周运动,且在本实验中电弧仅受自磁场作用时起弧后先逆时针旋转再顺时针旋转。
(2)MAG焊电弧熔滴过渡状态中,自磁场阻碍熔滴过渡,而在外加横向磁场作用下熔滴过渡频率明显加快,熔滴过渡周期大大缩短。
参考文献:
[1] Curiel F F,Garcíaa R,Lópeza V H,et al. Effect of magnetic feld applied during gas metal arc welding on the resistance to localised corrosion of the heat affected zone in AISI 304 stainlesss teel[J]. Corrosion Science,2011(53):2393-2399.
[2] Bachmann M,Avilov V,Gumenyuk A,et al. Multiphysics Process Simulation of the Electromagnetic-Supported High Power Laser Beam Welding of Austenitic Stainless Steel[C]. COMSOL Conference Stuttgart 2011,Ludwigsburg,October, 2011:26-28.
[3] Shang Liu,Zu Ming Liu,Xing Chuan Zhao,et al. Influence of cusp magnetic field configuration on K-TIG welding arc penetration behavior[J]. Journal of Manufacturing Processes, 2020(53):229-237.
[4] Wang L,Wu C S,Gao J Q. Suppression of humping bead in high speed GMAW with external magnetic field[J]. Sci- ence and Technology of Welding and Joining,2016,21(2): 131-139.
[5] 樊丁,鄭发磊,肖磊,等. 高效MAG焊接熔滴过渡行为及 交变磁场控制试验分析[J]. 焊接学报,20019,40(5):1-5.
[6] 钟少涛,宁强. 机器热K-TIG焊接旋转电弧磁场控制器 及焊接质量研究[J]. 自动化与仪器仪表,2019(7):136- 140.
[7] 高向东,郑俏俏,王春草. 旋转磁场下焊接缺陷磁光成像 检测与强分类研究[J]. 机械工程学报,2019,55(17):61- 67.
[8] 刘爱华,陈豪杰,李亮玉,等. 外加横向磁场对304不锈 钢焊接熔池影响机理分析[J]. 焊接学报,2019,40(3):71- 84.
[9] 华爱兵,陈树君,殷树言,等. 横向旋转磁场对TIG焊焊 缝成型的影响[J]. 焊接学报,2008,29(1):5-8.
[10] 陈祝年. 焊接工程师手册[M]. 北京:机械工业出版社, 2010.
