国产焊材在12Cr2Mo1R钢制重整反应器中的应用
2020-09-10付忠吉冯伟杨宏龙王岑杜金涛王子伟
付忠吉 冯伟 杨宏龙 王岑 杜金涛 王子伟






摘要:经过多年发展,我国重整反应器制造技术己日趋成熟,壳体钢材已实现国产化,但其壳体的焊接材料却未与壳体材料同步国产化,仍然主要依赖进口。文中采用哈焊所焊材对12Cr2Mo1R钢制重整反应器主壳体进行焊接,各项性能均能达到标准及重整反应器等设备设计要求,这表明国产焊材的质量和稳定性已达到国外同类产品水平,促进了该耐热钢焊材的国产化,同时采用国产焊材可大大降低制造成本。
关键词:重整反应器;12Cr2Mo1R;国产焊材;焊接工艺
中图分类号:TG42 文献标志码:A 文章编号:1001-2303(2020)10-0116-05
DOI:10.7512/j.issn.1001-2303.2020.10.24
0 前言
重整反应器是炼油化工装置中的核心设备,长期工作在高温、临氢环境下,对材料的耐氢腐蚀、抗氢脆、抗回火脆化和蠕变脆化等性能有较高的要求。12Cr2Mo1R(即2.25Cr-1Mo)是制造該类设备的常用材料,德国和日本等国家很早就对其进行了深入研究,并且对配套焊接材料也进行了大量的试验研究,其成果已经成功应用于大型反应器的制造过程中。我国从20世纪80年代开始重整反应器国产化进程,目前制造重整反应器的材料包括锻件、板材、不锈钢或镍基堆焊材料均已实现国产化,但主壳体用焊接材料尚未实现国产化,主要仍依靠进口,其主要原因是国产2.25Cr-1Mo钢焊接材料熔覆金属的低温冲击韧性及回火脆性评定难以达到标准要求,且批次稳定性能差。
近年来,随着对2.25Cr-1Mo钢焊接技术的不断发展,为了推进2.25Cr-1Mo钢用焊接材料国产化的进程,兰州兰石重型装备股份有限公司与哈焊所威尔公司就2.25Cr-1Mo钢用配套焊材进行了联合研发,开发了2.25Cr-1Mo钢用国产焊材,通过验证性试验及焊接工艺评定,在各项指标满足相关标准及特定产品技术条件要求的情况下,在将其应用于某加氢装置中的热高压分离器等2.25Cr-1Mo钢制设备壳体焊接的基础上,又成功应用于12Cr2Mo1R钢制连续重整反应器的制造。
文中就采用国产2.25Cr-1Mo钢用埋弧焊材(焊丝牌号为H10Cr2MoG,配套焊剂SJ150)和焊条(牌号R407C),结合某石化装置中的“二合一”连续重整反应器的制造,介绍12Cr2Mo1R钢用国产焊接材料的应用情况。
1 产品主要设计指标
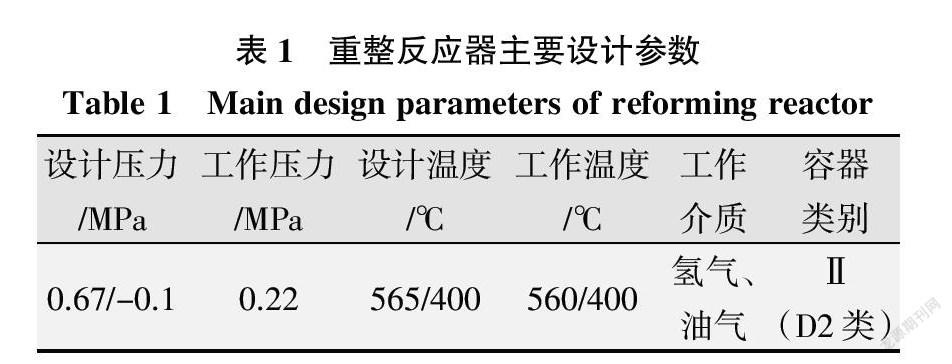
“二合一”连续重整反应器设计条件如表1所示,产品结构如图1所示,主体材料选用国产12Cr2Mo1R钢板,化学成分如表2所示。2.25Cr-1Mo钢是目前在世界上广泛使用的耐热钢,具有良好的高温力学性能、抗高温氧化性能、抗腐蚀性能、韧性以及可焊性[1]。但由于该钢种碳当量较高,淬硬倾向及焊接冷裂纹敏感性较大,同时其焊缝金属具有较强的回火脆化倾向,如果焊接材料及焊接工艺选择不当,则容易产生焊接冷裂纹或降低焊缝金属的抗回火脆化倾向性能。为避免上述问题,确保焊接接头的各项性能满足重整反应器设计要求,需要严格控制焊接工艺和热处理规范。
2 试验材料及方法
重整反应器的焊接主要采用埋弧焊和焊条电弧焊;埋弧焊丝为H10Cr2MoG,配套焊剂SJ150;焊条牌号为R407C。焊材熔敷金属化学成分如表3所示。
技术条件规定:X系数=(10P+5Sb+4Sn+As)×10-2≤15 ppm,式中元素以质量ppm含量代入,如0.01%应以100 ppm代入。由表3可知,焊接材料的X系数均符合技术条件要求。
此外,根据产品技术条件要求,焊前对每一炉批号焊丝和焊剂的组合及焊条进行高温持久试验,焊缝熔敷金属在经受(Max.PWHT)模拟最大程度焊后热处理(690 ℃×26 h)后,在510 ℃、210 MPa 载荷条件下经650 h未发生断裂。
2.1 坡口准备
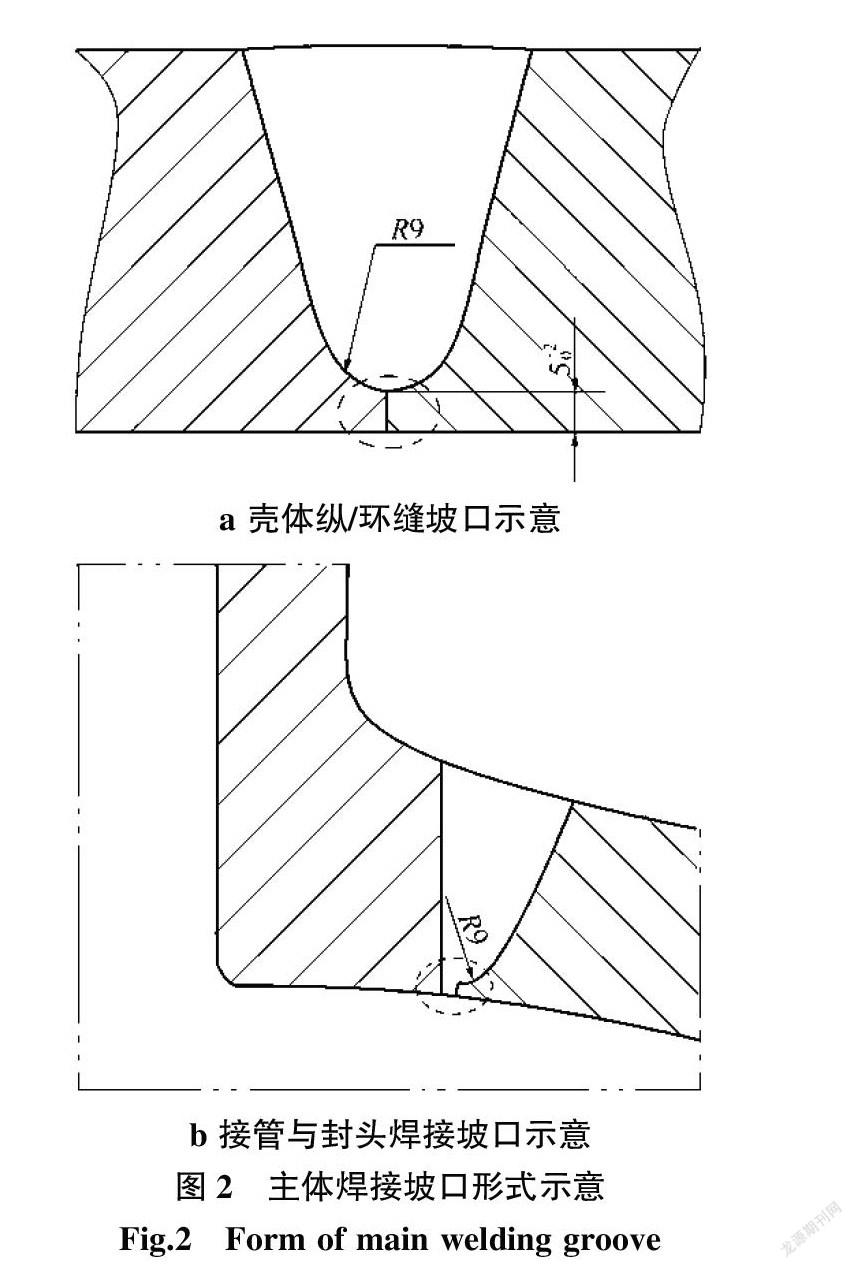
主壳体纵、环缝坡口均采用机加工制备而成,壳体开孔采用火焰切割,并预留机加工或打磨余量以消除其表面的热影响区;筒体纵、环缝采用单面U型坡口,接管与封头之间的对接焊缝采用J型坡口,如图2所示。
所有受压元件的焊接接头坡口在施焊前、背面碳弧气刨清根并打磨消除渗碳层后,均应该按NB/T47013.4 进行100%磁粉检测(MT),其线性缺陷及圆形缺陷质量等级均为Ⅰ级。还应采用便携式硬度计对坡口面和清根后的槽面进行硬度抽检,硬度合格值≤225 HBW。
2.2 焊接工艺规范
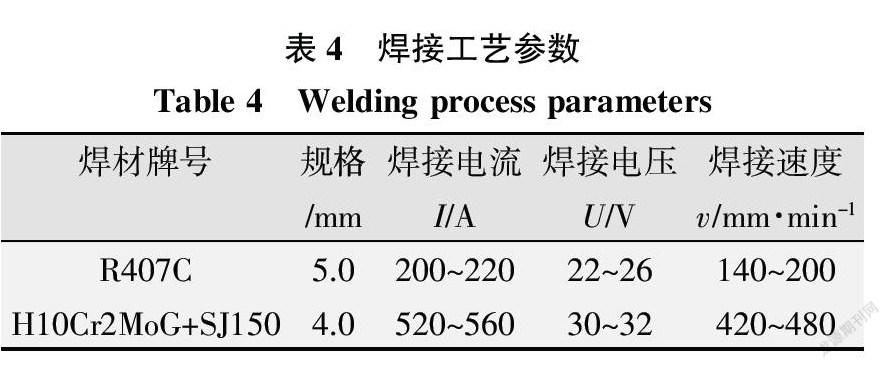
壳体在焊接前应进行预热,预热温度为150 ~250 ℃;预热范围为坡口及其两边宽度均不小于100 mm 区域,该区域内壳体厚度上应维持均匀的预热。具体焊接工艺参数如表4所示。
每条承压焊缝应尽可能地一次性连续焊接完毕,否则应保持焊道温度不低于预热温度直至重新开始焊接;为防止氢致裂纹的产生,焊接完毕后需立即进行(300~350) ℃×(2~3) h的焊后消氢处理,纵缝、接管焊缝等高应力区还应增加炉内中间消除应力热处理工序。
2.3 焊后热处理规范
制定12Cr2Mo1R钢焊接接头的焊后热处理规范时应考虑冶金和工艺特点,焊后热处理应保证焊接接头组织的改善,在机械性能与母材达到良好匹配的条件下,控制硬度、提高韧性水平,并尽可能地消除焊接应力。参考工程实际设计文件要求,制定的产品最终焊后热处理规范为690 ℃×8 h(即Act.PWHT),同时对产品试件进行模拟最大程度焊后热处理(Max.PWHT:690 ℃×26 h)。
2.4 无损检测
12Cr2Mo1R钢制重整反应器制造完成后对承压焊接接头按NB/T47013规定进行无损检验,所有承压焊缝射线检测一次合格率达93.5%以上;且热处理前、后,及水压试验后对于壳体对接接头的超声检测和磁粉检测均为合格。
3 试验结果与分析
产品焊接试板随壳体同炉热处理(即Act.
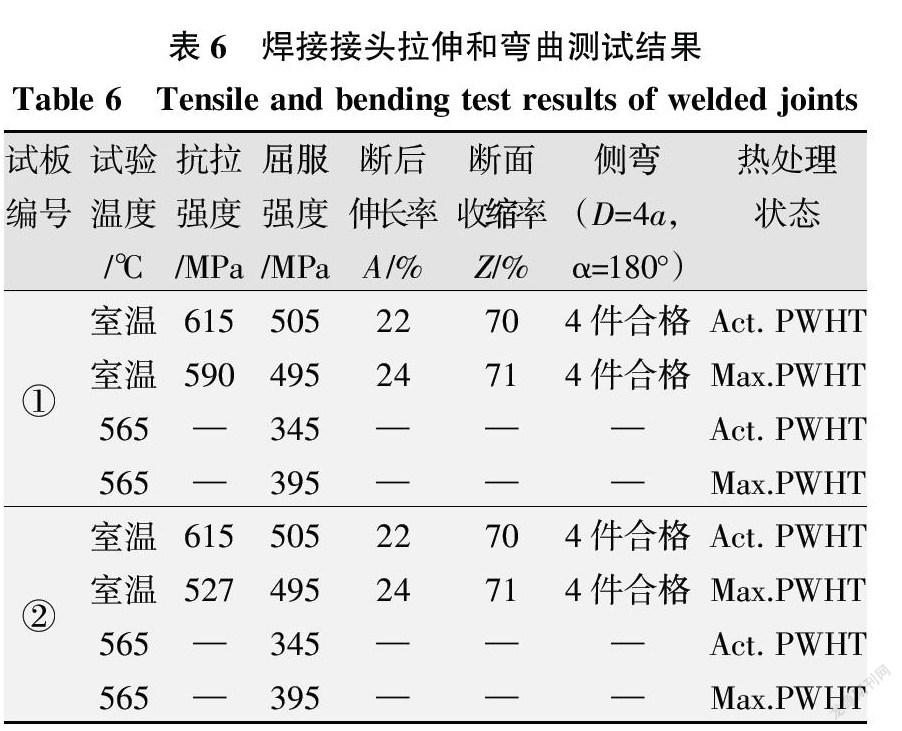
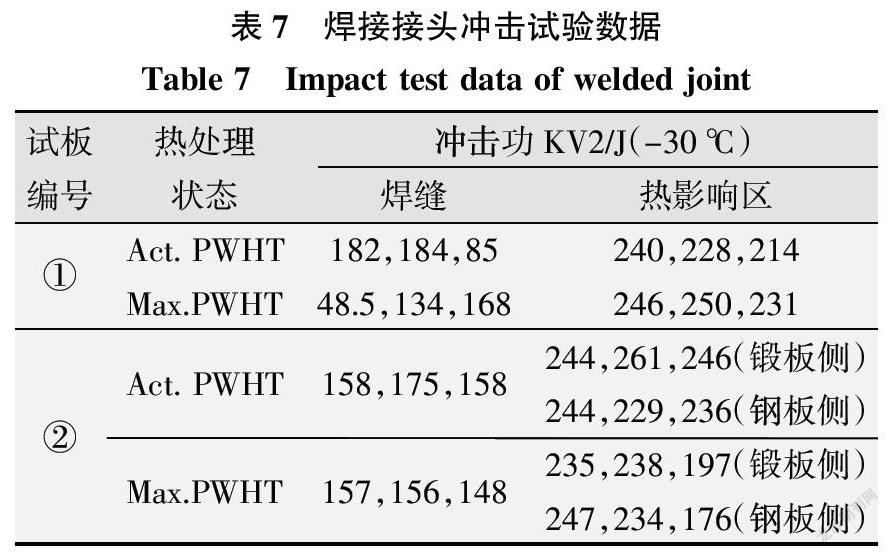
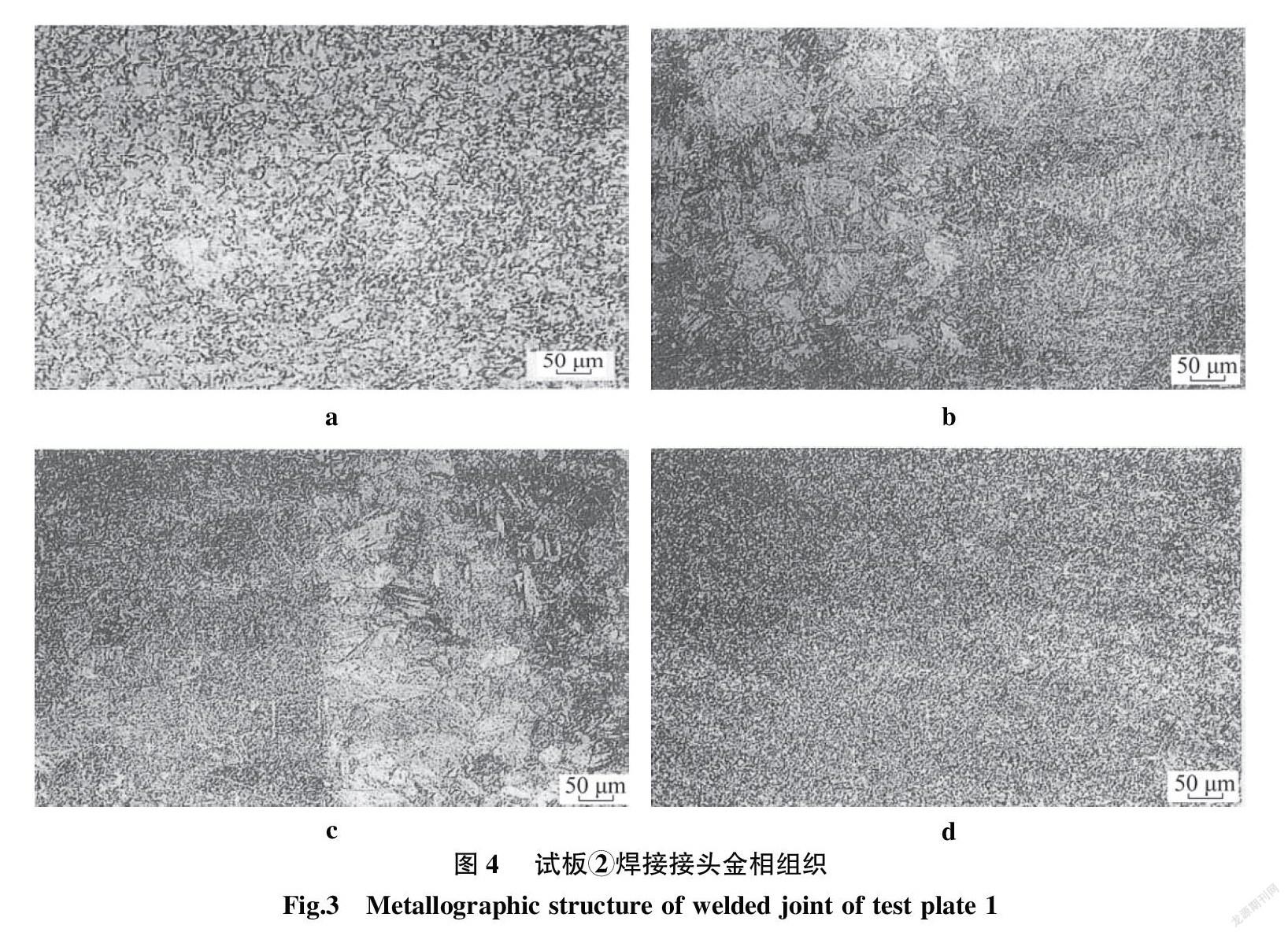
PWHT,指实际焊后热处理)及分炉Max.PWHT模拟热处理后,按NB/T 47016的规定和产品技术条件要求进行焊缝金属化学成分、焊接接头常温及565 ℃拉伸、弯曲、冲击、硬度和金相组织测试[2],各项测试结果如表5~表8所示,试板编号:①—筒体纵缝焊接试件;②—接管与封头焊接试件。试板①焊接接头金相组织如图3所示,试板②焊接接头金相组织如图4所示。
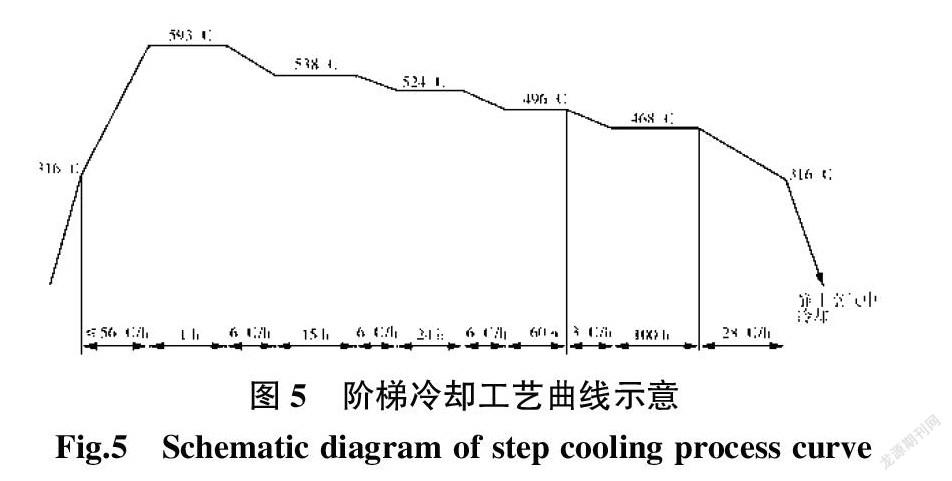
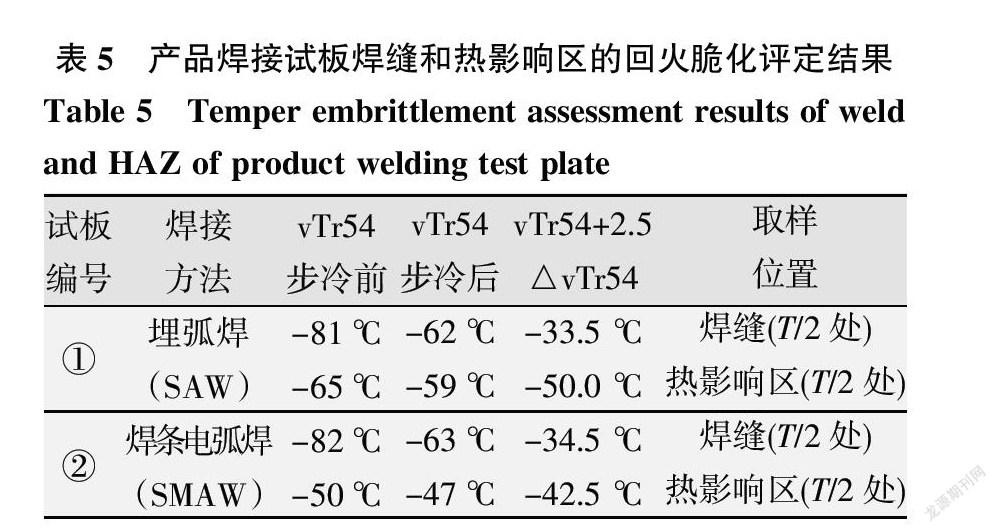
对经Act. PWHT热处理状态下的产品焊接试件进行了回火脆化倾向评定试验即阶梯冷却试验,阶梯冷却工艺如图4所示。焊接接头回火脆化评定结果如表9所示。
设计条件中对抗回火脆性要求满足VTr54+ 2.5ΔVTr54≤10 ℃;由上表可见,焊接接头各部位回火脆性可满足设计要求。
综上可知,重整反应器焊缝金属力学性能达到或优于母材标准要求,系列温度冲击试验结果显示焊缝金属抗回火脆性良好,即焊接接头各项性能均达到设计要求。这表明针对所选用的国产2.25Cr-1Mo钢用焊接材料而制定的焊接工艺规范和热处理规范是可行的,同时为12Cr2Mo1R钢制重整反应器实现全面国产化积累了实践经验。
4 结论
(1)采用哈焊所生产的R407C焊条、埋弧焊丝H10Cr2MoG配套SJ150焊剂施焊,熔敷金属的化学成分符合技术条件的要求,熔敷金属具有较高的纯净度[4-7]。焊材熔敷金属和焊缝金属的X系数均满足重整反应器X系数小于15 ppm的要求,具有较低的回火脆性敏感性[8]。
(2)熔敷金属可获得良好的强度与低温冲击韧性,其各项性能满足技术条件的要求。
(3)熔敷金属经过最小焊后热处理后的组织为回火贝氏体,铁素体呈细小条束状不规则分布,熔敷金属低温冲击韧性良好[9]。
參考文献:
[1] 中国机械工程学会焊接学会. 焊接手册(第2卷)[M]. 北 京:机械工业出版社,2003.
[2] 何贝,徐光,袁清等. 压力容器用12Cr2Mo1R钢150 mm 超厚板热处理对组织和性能的影响[J]. 特殊钢,2015,36 (6):45-48.
[3] 梁小武,朵元才,张建晓,等. 国产12Cr2Mo1R钢用焊材 在高压换热器中的应用[J]. 中国化工装备,2017,19(3): 44-48.
[4] ASME锅炉及压力容器委员会材料分委员会. ASME锅 炉及压力容器规范(国际性规范)Ⅱ材料C篇[S]. 北京: 中国石化出版社,2017.
[5] 姚润钢,魏战江,朱炳琨. 高碱度低活性超低氢型烧结焊 剂的研制[J]. 材料开发与应用,2000,15(3):30-32.
[6] 李春旭,陈西山,王希靖. 铬钼钢窄间隙埋弧焊用烧结焊 剂的研制[J]. 甘肃工业大学学报,1989,15(1):42-48.
[7] 何少卿,张尤红,金光日,等. 2.25Cr1Mo耐热钢用R407A 焊条的研制[J]. 焊接技术,1996(5):29-35.
[8] 梁东图. 2.25Cr-1Mo钢焊缝金属回火脆性的研究[J]. 首 钢科技,1989,2(1):17-20.
[9] 崔约贤,王长利. 金属断口分析[M]. 哈尔滨:哈尔滨工业 大学出版社,1998.
