304L奥氏体不锈钢超低温焊材选用研究
2020-09-10闵晓峰潘伍覃吴梦先侯华东祝强
闵晓峰 潘伍覃 吴梦先 侯华东 祝强








摘要:结合试验数据与文献资料,分析出385、316LMn、316L、改良型308L四种焊材能够用于超低温304L奥氏体不锈钢的焊接,并能满足焊缝金属-196 ℃冲击功≥50 J的要求。对385、316LMn、改良型308L焊条及316L氩弧焊丝分别进行焊接工艺评定试验,各项力学性能均符合标准要求,对照焊缝化学成分及-196 ℃冲击试验数据,证明了随焊缝金属中铁素体含量的增加,冲击值明显降低,钨极气体保护焊焊缝超低温韧性优于焊条电弧焊。通过控制四种焊材铁素体数在2 FN以内,可以使焊缝金属-196 ℃冲击功大于50 J。
关键词:304L;超低温;铁素体;焊材;-196 ℃冲击功
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2303(2020)10-0108-04
DOI:10.7512/j.issn.1001-2303.2020.10.22
0 前言
随着国际化工及能源物流的快速发展,不锈钢储罐、船罐、集装箱等被广泛应用于化工、军工、能源等物资运输与储存中。304L奥氏体不锈钢因其优良的低温韧性及良好的耐蚀性被广泛应用于液氮储罐、LNG船罐及大型低温设备的建造。
用于储存液氮、液化天然气或是运行介质为氮气的设备,其设计使用温度为-196~-163 ℃,焊接接头夏比V形缺口冲击试验温度一般都规定在-196 ℃进行。虽然我国压力容器标准规定铬镍奥氏体不锈钢焊缝金属的-196 ℃冲击吸收功(KV2)≥31 J[1],但国内外一些高、精、尖项目设计要求的焊缝金属-196 ℃冲击值远远大于该数值。例如,国内某大型低温容器设计要求焊接接头在热处理后-196 ℃冲击值≥50 J,ITER国际热核聚变实验堆项目要求焊缝-196 ℃冲击值≥60 J,这些都对配套焊材提出了更为严苛的要求,尤其是超低温韧性。
文中通过对几种不同型号的焊材进行焊接工艺评定试验,研究焊接接头的力学性能特别是超低温韧性,以期选出几种与304L不锈钢配套的且焊缝金属-196 ℃冲击值≥50 J的超低温焊材。
1 影响低温韧性的因素
影响低温韧性的因素有很多,如焊缝中组织的均匀性、焊丝表面处理、焊缝中非金属夹杂物、焊条药皮类型、焊缝中铁素体含量等。其中铁素体含量对于低温韧性的影响是最重要、也是最显著的。通常焊缝中铁素体含量越低,焊缝低温韧性越好[2],这是由于铁素体属于体心立方结构,韧性不如奥氏体,同时铁素体对碳的溶解度比奥氏体低[3],焊缝低温脆性对铁素体含量非常敏感。因此必须优化焊材的铬镍当量比,控制熔敷金属的铁素体含量,以满足焊缝金属低温韧性的要求。
2 超低温焊材选用分析
目前焊接304L最常用的焊材为308L,为确保焊缝金属具有足够的抗结晶裂纹能力,焊材在成分设计上会确保熔敷金属中含有7~12 FN铁素体。为验证常规308L焊材熔敷金属-196 ℃冲击值能否达到50 J的要求,对国内外知名品牌的308L焊材熔敷金属进行-196 ℃冲击测试,结果如图1所示。
由图1可知,常规308L焊材完全无法满足焊缝金属-196 ℃冲击功50 J的要求,特别是经过570 ℃×1 h热处理后,低温韧性大幅度下降,对应用于超低温环境下的焊材,必须进一步减少熔敷金属中的铁素体含量。目前国标对于不锈钢焊材没有铁素体含量的相关规定,但部分国外标准对此有所规定,例如,API 582指导规范要求铁素体必须高于3 FN,但同时该规范也指出,对于超低温应用,较低一些的铁素体含量也许是必须的[4]。AWS A5.4标准附件中建议尽量减少焊缝金属中的铁素体,最大为3 FN,或不含铁素体。按照如上标准的建议,可选的超低温焊材有三种:镍基焊材、超级奥氏体不锈钢焊材、少量铁素体含量焊材。
2.1 鎳基焊材
镍基焊材的含镍量基本在50%以上,因此焊缝组织为全奥氏体,铁素体含量为0。笔者曾采用镍基焊材进行了304L的焊接工艺评定,焊接接头各项力学性能满足NB/T 47014标准要求,-196 ℃冲击功均大于50 J。但是由于镍基焊材价格昂贵,同时属于高匹配的填充材料,母材与焊缝之间会形成“电池腐蚀”效应,对母材造成一定程度的腐蚀,因此不推荐采用镍基焊材。
2.2 超级奥氏体不锈钢焊材
超级奥氏体不锈钢焊材即全奥氏体焊材,由于铁素体含量为0或微量,理论上具有极好的超低温韧性,焊缝金属-196 ℃冲击功会有极大的裕量。按照AWS A5.4不锈钢电焊条标准,超级奥氏体不锈钢焊材有如下几种:310系列、316LMn、320系列、330、385、3155、31-33。其中310、330碳含量较高,不利于抗晶间腐蚀;383、320、33-31镍含量太高,经济效益差;3155属于高碳含铌稳定化焊材,也不适用于304L低碳不锈钢的焊接。因此合适的焊材为316LMn与385。
2.3 含少量铁素体焊材
除超级奥氏体不锈钢焊材外,能够控制合金成分、限制铁素体含量在一定范围内的焊材理论上也能满足-196 ℃冲击功≥50 J的要求。这类焊材的铁素体含量极低,能够满足超低温韧性的要求,同时焊缝中又含有少量铁素体,能够保持一定的抗裂性,是最适合的焊材。这类焊材主要有:316L、改良型的308L。
根据WRC-1992相组分图计算可知,316L理论上最高铁素体含量为3 FN,可用于超低温环境。AWS A5.4第9.3.3.4条中有说明:对于低温环境有冲击要求的产品,316L焊材是首选,因为它容易获得不含铁素体的焊缝,并保持抗裂性[5]。改良型的308L焊材即降低Cr含量的上限,提高Ni含量的下限,调整铬镍当量比,从而降低铁素体含量,提高超低温韧性。例如,英国曼彻特焊接材料公司将专门用于LNG设施的不锈钢焊材熔敷金属铁素体含量控制在2~5 FN,称为控制铁素体焊材,即CF焊材(controlled ferrite)。国内武汉一冶钢结构有限责任公司联合昆山京群焊材联合开发了一种限制铁素体含量的改良型308L焊条,其熔敷金属化学成分和冲击性能如表2和表3所示。
3 焊接工藝评定试验
3.1 试验材料
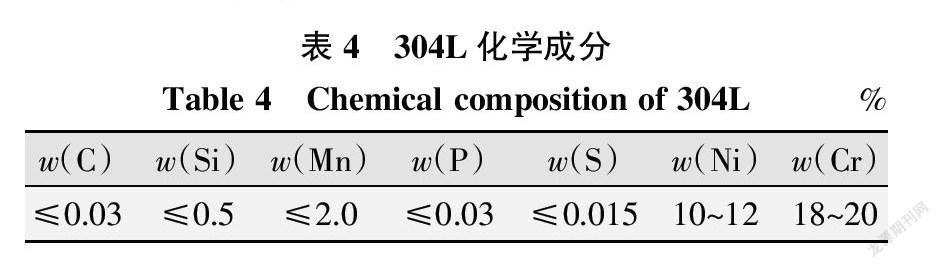
焊接试验母材为304L,属于18-8型钢范围,但在此基础上对合金元素含量有所调整,与国内标准相比,降低了Si元素含量,以提高材料焊接性能,降低了杂质元素S、P的含量,提高了奥氏体稳定元素Ni的下限指标,其主要化学成分见表4。焊接材料分别为E385-16、E316LMn-15、E308L-16、ER316L,熔敷金属的化学成分和力学性能符合GB/T 983及GB/T 29713标准。
3.2 试验方法
分别采用焊条电弧焊及手工钨极气体保护焊焊接4块试板,试板规格为500 mm×150 mm×40 mm,双面X形坡口,坡口的根部间隙为3 mm,钝边为0 mm,试板采用多层多道焊,主要焊接工艺参数见表5。焊接位置为立焊,保护气体为纯度≥99.99%的氩气,采用直磨机清根,试板焊后经无损检测合格后统一进行570 ℃×1 h热处理,消除部分残余应力。
3.3 力学试验结果
4块试板焊接过程中没有发现热裂纹,热处理后按照NB/T 47014-2011《承压设备焊接工艺评定》进行拉伸、弯曲、冲击试验,结果如表6、表7所示。
由表可知,焊接接头的各项力学性能均符合标准要求,说明这4种型号的焊材能够用于304L奥氏体不锈钢承压设备的焊接,且具有良好的超低温韧性。焊缝金属即使经过热处理其-196 ℃冲击值也均大于50 J,其中焊条385和316LMn冲击值相当,约为101 J,焊丝316L冲击值约为74 J,都具有较大的裕量,308L焊条冲击值最低,约为56 J。
3.4 化学成分分析
按照GB/T 11170-2008、GB/T 20123-2006及GB/T 20124-2006标准分析焊缝的化学成分,结果如表8所示。按照WRC-1992相组分图计算出焊缝金属的铁素体含量,其中焊条385和316LMn近乎为全奥氏体焊材,焊丝316L和焊条308L的铁素体数约为2 FN,与上述分析结果一致。
3.5 结果比照分析
对比表7和表8可知,焊缝金属中的铁素体含量直接影响其超低温韧性,铁素体含量越低,焊缝金属的超低温韧性越好,反映到量化的数值上就是
-196 ℃冲击功越高。但铁素体含量并不是唯一影响焊缝金属超低温韧性的因素,焊接方法也至关重要,虽然3#与4#试板焊缝金属铁素体含量相当,但冲击值相差约20 J,这是由于焊条电弧焊的药皮会参与熔池冶金过程,焊缝中存在非金属夹杂物,从而降低焊缝金属的超低温韧性,相对于钨极气体保护焊,焊条电弧焊线能量大,也会在一定程度上降低焊缝金属的超低温韧性。
对于304L奥氏体不锈钢用超低温焊材,可选用385、316LMn、316L、308L四种类型焊材,通过控制熔敷金属铁素体数在2 FN以内,可以使焊缝金属
-196 ℃冲击功大于50 J,即使经过570 ℃×1 h的去应力热处理,也能维持良好的超低温韧性。
4 结论
(1)采用不同型号的焊材、相同的SMAW焊接工艺,40 mm厚304L不锈钢焊接试板的焊缝-196 ℃冲击值随焊缝金属中铁素体含量的增加明显降低。
(2)采用铁素体含量相同的焊材进行焊接,钨极气体保护焊焊缝超低温韧性优于焊条电弧焊。
(3)对于超低温304L奥氏体不锈钢,可选用385、316LMn、316L、308L四种类型的焊条或焊丝进行焊接,通过控制其熔敷金属铁素体含量在2 FN以内,可以使焊缝金属-196 ℃冲击功大于50 J。
参考文献:
[1] GB 150-2011,压力容器[S]. 2011
[2] John C. Lippold,Damian J. Kotecki(美). 不锈钢焊接冶金学及焊接性[M]. 陈剑虹,译. 北京:机械工业出版社,2008:157-158.
[3] Folkbard E. 不锈钢焊接冶金[M]. 栗卓新,朱学军,译. 北京:化学工业出版社,2004:102-154.
[4] Graham Holloway,Adam Marshall,张筑耀. 液化天然气(LNG)用超低温不锈钢的焊接及焊接材料[J]. 机械工人,2005(8):35-40.
[5] AWS A5.4/A5.4M:2012,Specification for Stainless SteelElectrodes for Shielded Metal Arc Welding[S].
