不同焊接电流下X80高等级管线钢焊丝熔敷金属的组织及性能研究
2020-09-10赖世强王高见
赖世强 王高见

摘要:研究了焊接电流对高等级X80专用高效气体保护焊丝熔敷金属的力学性能和组织的影响,为自动焊在高寒地区管道工程中的应用及焊接工艺选择提供基础。结果表明:在150~250 A焊接电流下X80管线钢焊丝(1.0)熔敷金属均具有较好的强韧性;随着焊接电流的增加,焊缝冲击韧性有所降低,焊接电流每提高10 A,-30 ℃及-50 ℃冲击功下降4~5 J;焊缝组织以细小铁素体为主,赋予材料优良的强韧特性。
关键词:焊接电流;X80管线钢;熔敷金属;性能
中图分类号:TG444+.77 文献标志码:A 文章编号:1001-2303(2020)10-0121-04
DOI:10.7512/j.issn.1001-2303.2020.10.25
0 前言
现代油气管线正面临着高压输送以及低温、大位移、深海、酸性介质等恶劣环境的挑战。为适应管线工程的经济性和安全性的要求,管线钢及其焊缝要具有高强度、高低温韧性、大变形性、厚壁、高抗腐蚀性和恶劣环境下的焊接性等[1]。目前,管线钢主要采用高强度级别的X80微合金化控轧钢、调质钢;管线钢装配焊接施工由传统焊条电弧焊逐渐开始应用更高效率的管道自动焊技术[2];焊接材料由传统的酸性与低氢型上向焊焊条向活性气体保护焊用实心焊丝发展,目前以国外品牌为主;许可施焊环境温度也由过去的 5 ℃以上逐步推向-20 ℃的低温甚至极限的-50 ℃环境低温,对焊接及焊缝性能要求更高[3-4]。
众所周知,焊接材料及焊接电流对整个焊接接头的组织和性能起着决定性作用,而目前关于高等级X80专用高效气体保护焊丝满足现代油气管线的高强、高低温韧性等高性能适应性的研究以及焊接电流对其影响的研究并不多。基于此,文中开展焊接电流对X80管线钢高效气体保护焊丝熔敷金属力学性能和组织的影响研究,为自动焊在高寒地区管道工程中的应用及焊接工艺选择提供基础。
1 试验材料及方法
1.1 试板焊接
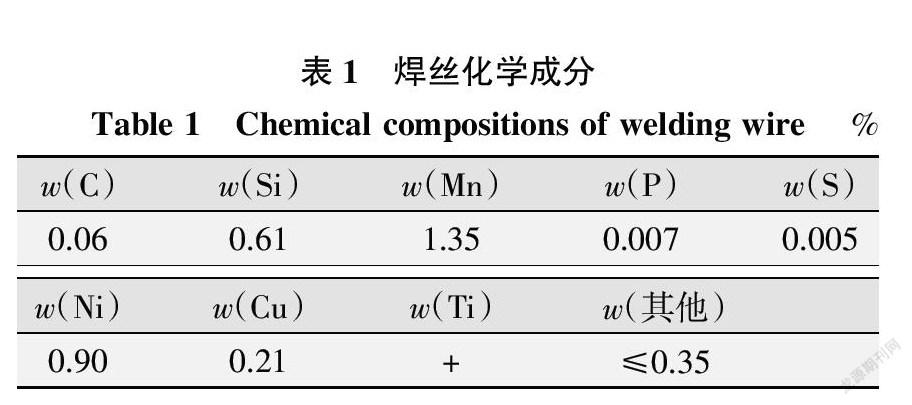
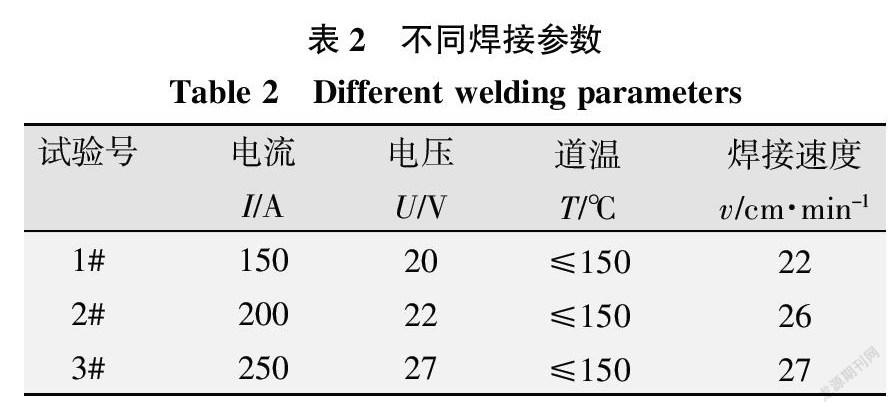
按照GB/T 8110制备熔敷金属试板,试验母材为Q345,板厚20 mm,母材坡口面和垫板面用试验焊丝焊接隔离层,试板由气体保护焊多层多道焊焊接而成。焊丝采用西冶新材料X80管线钢专用焊丝,直径1.0 mm,焊丝化学成分如表1所示;保护气体为φ(Ar)80%+φ(CO2)20%,分别采用150 A、200 A、250 A三种焊接电流进行焊接,焊接参数如表2所示。
1.2 试样制备
焊接后按GB/T 8110-2008截取拉伸试样和冲击试样(10 mm×10 mm×55 mm);用微机电子控制万能试验机(CMT5305)对试样按GB/T 2652进行拉伸试验;冲击试验按照GB/T 2650在JBW-500B摆锤式冲击试验机上进行,测定-30 ℃、-50 ℃低温冲击吸收功。金相试样经机械抛光后用3%硝酸酒精溶液进行腐蚀,用DWJ倒置金相显微镜进行观察;最后利用KYKY2000扫描电镜对冲击断口进行分析。
2 试验结果及分析
2.1 力学性能
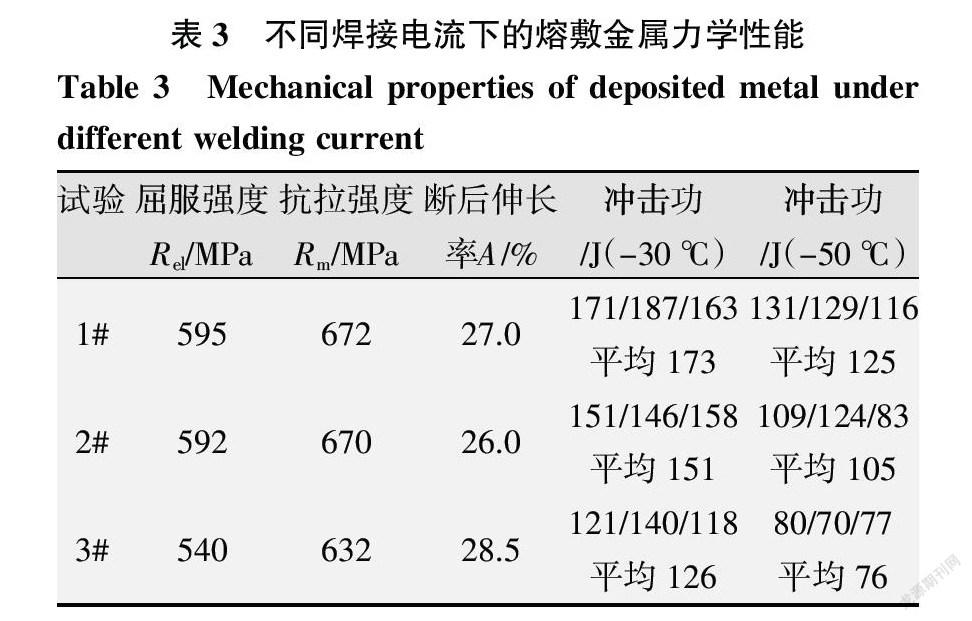
不同焊接電流下的X80高等级管线钢焊丝熔敷金属力学性能如表3所示。
由表3可知,三种焊接电流下强度均满足X80管线工程要求;焊接电流为150 A、200 A时强度变化不大;焊接电流为250 A时,屈服强度和抗拉强度降低35~55 MPa,这是由于随着焊接电流的提高,一方面焊缝合金元素烧损加大,另一方面焊接线能量增加,焊接热循环在高温停留时间增加,t8/5增加,焊缝组织有晶粒变大倾向,导致强度降低。
上述冲击韧性试验结果表明,三种焊接电流下
-30 ℃、-50 ℃冲击韧性分别大于100 J、70 J,具有较好的韧性水平;焊接电流对X80 管线钢焊丝熔敷金属的韧性有较大影响,在150~250 A范围内,随着焊接电流的提高,冲击韧性有所降低;焊接电流每提高10 A,-30 ℃及-50 ℃冲击功下降4~5 J。因此,为保证自动焊在高寒地区X80管道焊接工程中的应用,推荐焊接电流应不高于250 A,优选200 A以下。
2.2 金相组织分析
三种焊接电流下的焊缝组织如图1所示。在不同焊接电流条件下,焊缝组织会发生相应变化。
由图1可知,末道焊缝组织呈现白色先共析铁素体沿柱状晶分布,无碳贝氏体沿晶界向晶内生长,晶内有针状铁素体、粒状贝氏体和珠光体;随着焊接电流的增加,由于冷却速率的降低,末道焊缝晶粒有粗化的倾向,枝状晶尺寸增大,多边形铁素体的比例增大。层间区焊缝组织由白色细小铁素体、黑色珠光体和少量贝氏体组成,赋予材料优良的强韧特性;随着焊接电流的增加,层间区焊缝组织有晶粒变大倾向但不明显。细小的铁素体的获得是焊丝中的Ti以TiO2形式存在于焊缝中在固态相变时成为铁素体的形核核心,从而增加了焊缝金属中晶内铁素体含量并起到细化作用。
2.3 断口扫描分析
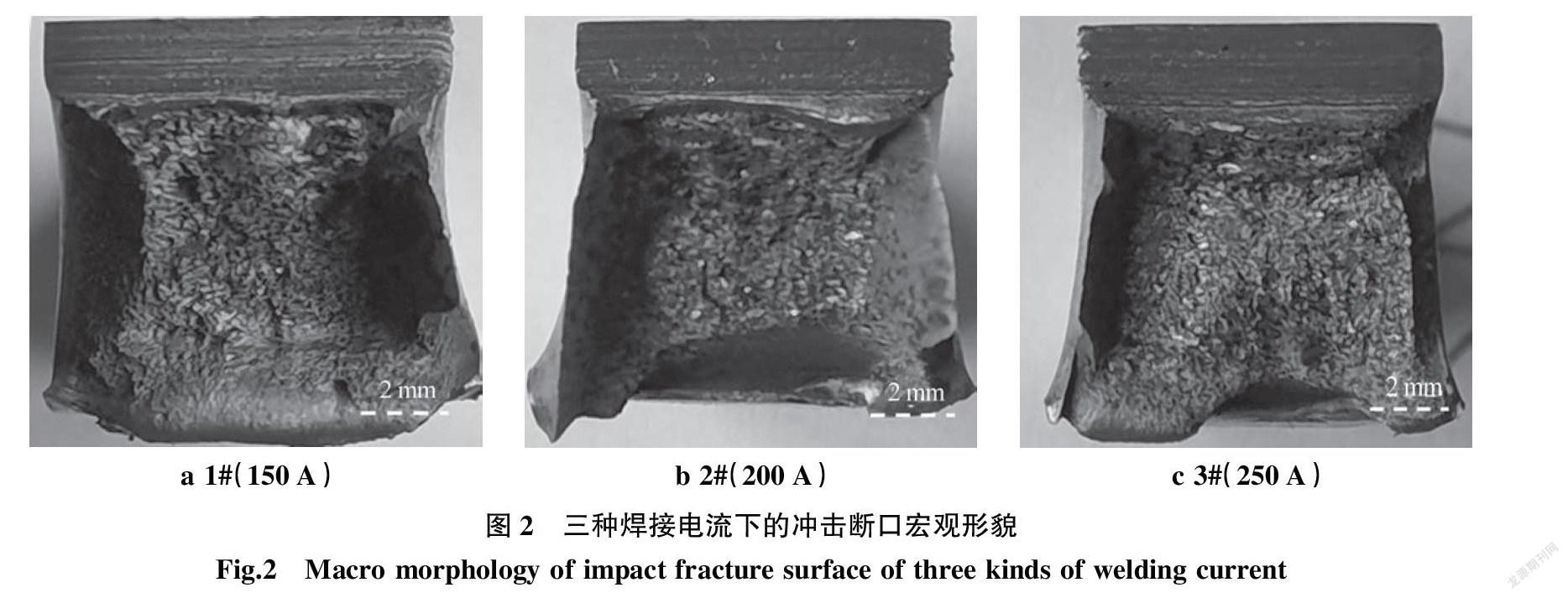
(1)断口宏观形貌分析。#、2#、3#三种焊接电流下焊缝冲击断口宏观形貌如图2所示。从宏观形貌上看,三种焊缝放射区完全消失,只存在下纤维区和剪切唇[5];纤维区呈现凹凸较显著的灰色纤维状形貌;表明三种焊缝均具有较大的塑韧度性[6];在1#和2#中两侧剪切唇占相当大的比例,与其冲击功较高有良好的吻合。
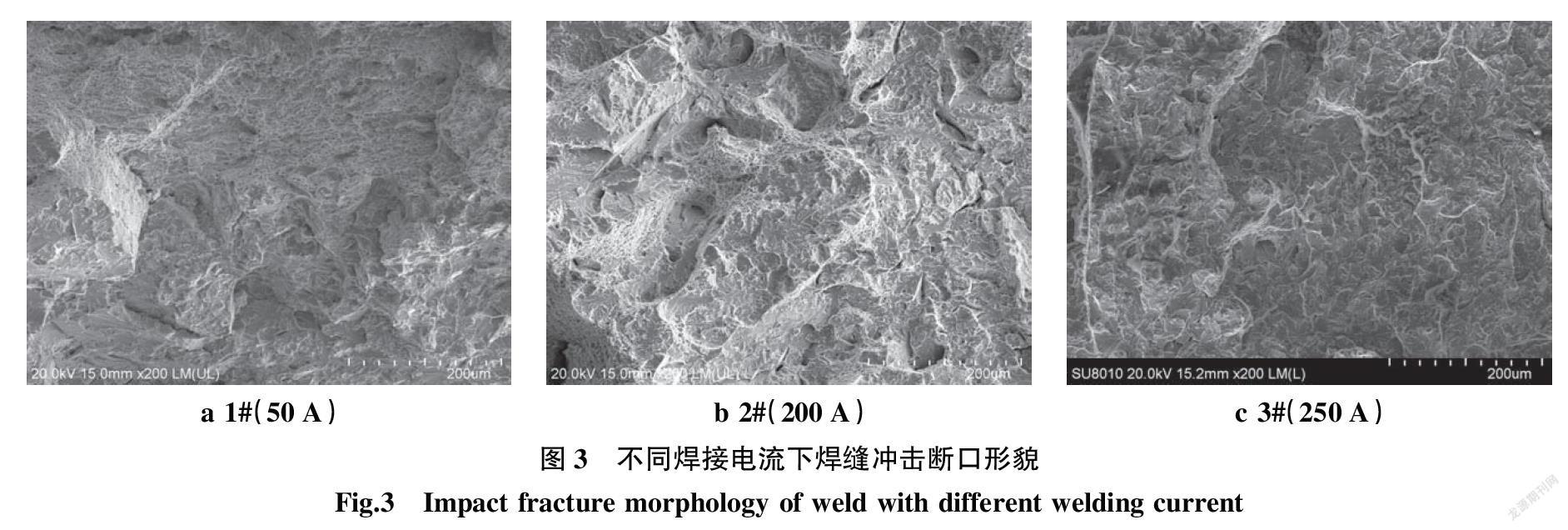
(2)断口微观形貌分析。不同焊接电流下的焊缝冲击断口扫描电镜微观形貌如图3所示。可以看出,在三种焊接电流下焊缝的冲击断口微观形貌呈韧窝+准解理的混合断裂特征,1#焊缝断口存在大量小韧窝集聚而成的较大尺寸的韧窝,韧窝所占比例较大;2#焊缝断口韧窝所占比例变少,多存在于撕裂棱上,撕裂棱粗大;3#焊缝解理台阶明显,在撕裂棱处存在韧窝,韧窝所占比例更少,可见,在焊接电流过大时,解理台阶明显,断口韧窝撕裂特征变少,冲击吸收功也相应较少[7-8]。
3 结论
(1)采用三种不同的焊接电流(150 A、200 A、250 A),X80管线钢专用焊丝熔敷金属均具有较好的强韧性;随着焊接电流的增加,焊缝冲击韧性有所降低,焊接电流每提高10 A,-30 ℃及-50 ℃冲击功下降低4~5 J。为保证在高寒地区X80管道焊接工程应用,推荐焊接电流应不高于250 A,优选200 A以下。
(2)随着焊接电流的增加,末道焊缝及层间区焊缝有晶粒粗化的倾向;末道焊缝晶内存在大量针状铁素体,层间区焊缝组织以白色细小铁素体为主,赋予材料优良的强韧特性。
(3)三种不同的焊接电流下焊缝冲击断口宏观形貌呈现放射区完全消失、只存在下纤维区和剪切唇,断口微观形貌呈明显断口韧窝撕裂特征,表明焊缝有较好的塑韧性。当焊接电流过大时,断口韧窝撕裂特征变少,冲击吸收功相应也相应较少。
参考文献:
[1] 高惠临. 管道工程面临的挑战与管线钢的发展趋势[J]. 焊管,2010,33(10):5-18.
[2] 隋永莉. 长输油气管道高强度管线钢管现场焊接技术[J]. 电焊机,2014,44(5):27-32.
[3] 尹长华,闫臣,崔相国. 国内外长输管道常用焊接工艺[J]. 电焊机,2009,39(5):22-31.
[4] 尹长华,高泽涛,薛振奎. 长输管道安装焊接方法现状及 展望[J]. 电焊机,2013,43(5):134-141.
[5] 田燕. 焊接区断口金相分析[M]. 北京:机械工业出版社, 1991.
[6] 李少英,韩毅华,朱立光,等. 大线能量焊接船板钢焊缝 冲击性能及断口分析[J]. 铸造技术,2017,38(4):910-913.
[7] 王香云,王文先,郝瑞华. BHW35钢埋弧焊环缝组织及 高温冲击性能分析[J]. 焊接学报,2010,31(12):89-92, 96+117.
[8] 秦華,刘政军,苏允海,等. 热输入对BWELDY960Q钢焊 接接头组织性能的影响[J]. 焊接学报,2015,36(6):103- 106,118.
