吊篮筒体用ER308L埋弧焊丝焊剂研制
2020-09-10王国佛陈波王健贾玉力张胜鹏毕沿苹
王国佛 陈波 王健 贾玉力 张胜鹏 毕沿苹

摘要:为实现核电设备制造安装过程中焊接材料的国产化,研制核电吊篮筒体用埋弧焊焊丝和焊剂。通过控制308L埋弧焊丝关键元素C、N,研制出符合核电要求的HS308LH焊丝及配套的SJ601H焊剂,测试其化学成分、力学性能、晶间腐蚀及金相组织等项目。焊丝/焊剂具有焊缝成形良好、脱渣容易、焊接工艺性优良的特点,其熔敷金属的力学性能、铁素体含量、晶间腐蚀性能均满足三代核电技术要求,且有一定的裕量,特别是熔敷金属350 ℃高温拉伸性能明显提高,裕量较大。所研制的焊材通过了国内主要核一级设备生产厂商的评定。
关键词:埋弧焊焊丝;焊剂;力学性能;核电;国产化
中图分类号:TG422.3 文献标志码:A 文章编号:1001-2303(2020)10-0103-05
DOI:10.7512/j.issn.1001-2303.2020.10.21
0 前言
核电用ER308L焊丝主要用于反应堆堆内构件、主管道、某些泵和阀压力容器与一回路冷却剂接触的低合金钢表面堆焊,如反应堆压力容器、蒸发器下封头、稳压器和某些主泵壳体等[1]。目前在建的各大型核电机组中,核岛安装焊接材料市场几乎被国外大焊材厂家垄断,较为有名的有瑞典Sandvik公司、瑞典ESAB公司、德国伯乐蒂森焊接技术集团等公司。目前,国家核电在引进吸收AP1000技术基础上发展我国的三代核电技术[2-5],包括开展三代核电设备用焊接材料的研发工作,力争在三代核电设备的制造和安装过程中实现焊接材料的国产化,其中包括ER308L奥氏体不锈钢焊材的研发工作,文中主要介绍了研制焊接材料性能及部分研究结果。
1 埋弧焊焊材的研制
1.1 焊丝的研制
核电用308L焊丝研制的关键是提高其熔敷金属室温和350 ℃抗拉强度。在奥氏体不锈钢中,间隙原子C、N的强化效果远大于其他元素。由于碳含量会降低奥氏体不锈钢抗晶间腐蚀性能,而加入适量的氮含量能在提高钢的强度和抗氧化性的同时不降低不锈钢的抗晶间腐蚀性能,因此确定308L 埋弧焊丝的强化元素为n元素。
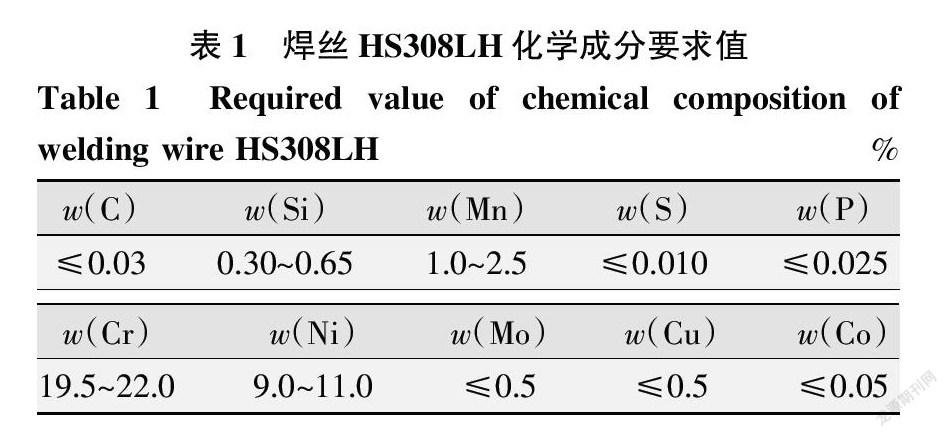
碳含量会影响不锈钢耐晶间腐蚀性能,控制w(C)≤0.020%;S和P等有害元素会增加熔敷金属的热裂倾向,控制w(S)≤0.010%,w(P)≤ 0.020%。因为提高了氮含量,熔敷金属铁素体含量需通过控制Cr和Ni含量来控制[6-9]。根据以上分析确定研制的埋弧焊丝化学成分如表1所示,命名为HS308LH。
1.2 焊剂的研制
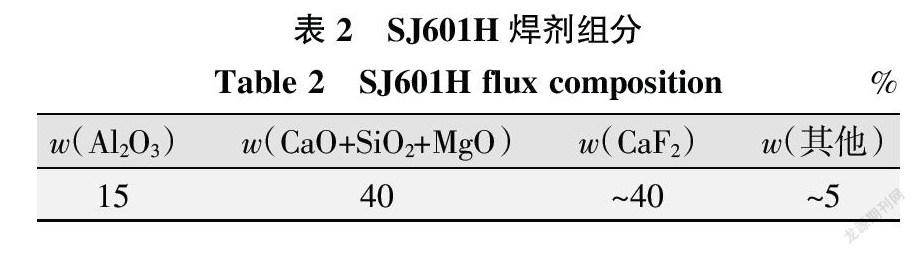
奥氏体不锈钢埋弧焊剂不仅要有良好的焊接工艺性能,还要具有良好的冶金性能。焊剂的焊接工艺性能包括脱渣性、润湿性和电弧稳定性等,需要通过各种粉料的组合来保证其具有合适的熔点、粘度、透气性和电弧稳定性等。焊剂的冶金性能主要是由焊剂渣系来保证,一般情况下高碱度焊剂的合金元素烧损较小,并且可以净化焊缝金属,且更易控制焊缝的铁素体含量[10-13]。因此,确定研制焊剂渣系为CaF2-Al2O3-MgO碱性渣系,加入少量金属Cr来微调熔敷金属的铁素体含量。焊剂组分如表2所示,命名为SJ601H。
1.3 试验材料及方法
试验焊丝为HS308LH,规格φ4.0 mm;焊剂为SJ601H。焊接电源采用林肯DC-1000及林肯NA-3N控制系统。
按AWS B4.0M标准进行室温全焊缝金属拉伸试验,按ASTM E21标准进行350 ℃全焊缝金属拉伸试验,试样直径φ12.5 mm。室温冲击试样尺寸为ASTM A370图11A型,按AWS B4.0M标准要求在室温进行夏比V型缺口冲击试验。按照ASME第Ⅲ卷NB-2433要求使用磁性法测定焊态焊缝金属的δ铁素体含量。晶间腐蚀试验按ASTM A262“E”法执行。按照AWS B4.0试验方法进行侧弯试验。试验分别在焊态和尺寸稳定化热处理态下进行,尺寸稳定化处理温度为408 ℃×24 h。
试板焊接参数如表3所示。
1.4 技术要求
核电焊材采购技术要求对熔敷金属的C、S、P含量有严格控制,未稀释熔敷金属的铁素体含量要求为5~15 FN。焊态和408 ℃×24 h热处理态下的熔敷金属的力学性能要求如表4所示;侧弯试验要求拉伸面上不允许出现任何明显的开裂,单个裂纹、气孔和夹渣的长度均不得大于1.5 mm。
2 熔敷金属试验及结果
2.1 焊接工艺性
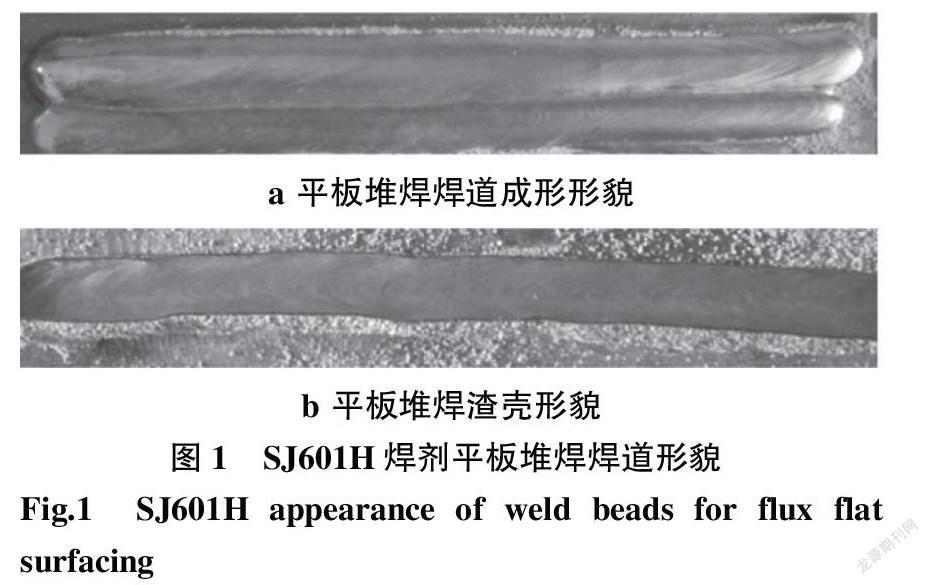
研制的SJ601H焊剂具有合适的熔点、粘度、表面张力,配合HS308LH不銹钢焊丝焊接时,脱渣性能优良、电弧稳定、气孔敏感性小,无结晶裂纹、焊缝成形美观,整体焊接工艺性佳。HS308LH焊丝匹配SJ601H焊剂堆焊焊道照片如图1所示。
由图1可知,焊接过程电弧稳定,焊道平整整齐,过渡光滑,渣壳自动翘起,脱渣性好,焊道无氧化色。焊接工艺性良好。
2.2 熔敷金属成分和铁素体含量
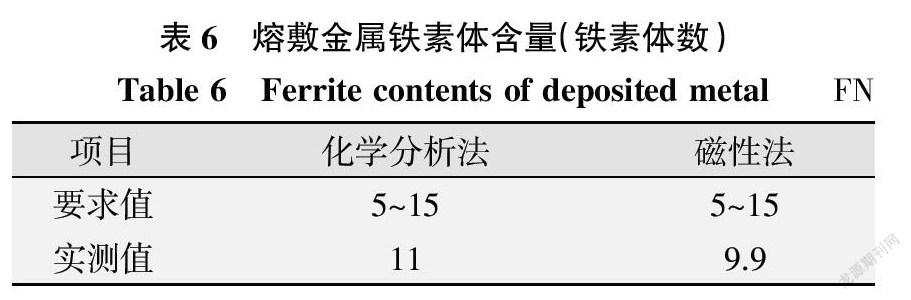
焊丝及熔敷金属化学成分如表5所示。按照ASME第Ⅲ卷NB-2433要求使用化学分析法和磁性法测定了焊态焊缝金属的δ铁素体含量,结果如表6所示,其焊态铁素体含量为8~10 FN,满足技术条件要求(5~15 FN)。
铁素体在奥氏体不锈钢焊缝中有着极为重要的作用。奥氏体不锈钢焊缝中常常需要形成一定数量δ铁素体(3%~15%),以防止焊缝产生凝固裂纹。δ铁素体是奥氏体不锈钢在一次结晶过程中生成并保留至常温的铁素体,铁素体含碳量很低,具有良好的塑性和韧性,低的强度和硬度。铁素体的有利作用是对S、P、Si和Nb等元素溶解度较大,能防止这些元素的偏析和形成低熔点共晶,从而阻止凝固裂纹产生。但在高温下,δ铁素体会析出σ相,引起焊缝金属的脆化。因此,必须控制焊缝中的铁素体含量。
2.3 熔敷金属力学性能
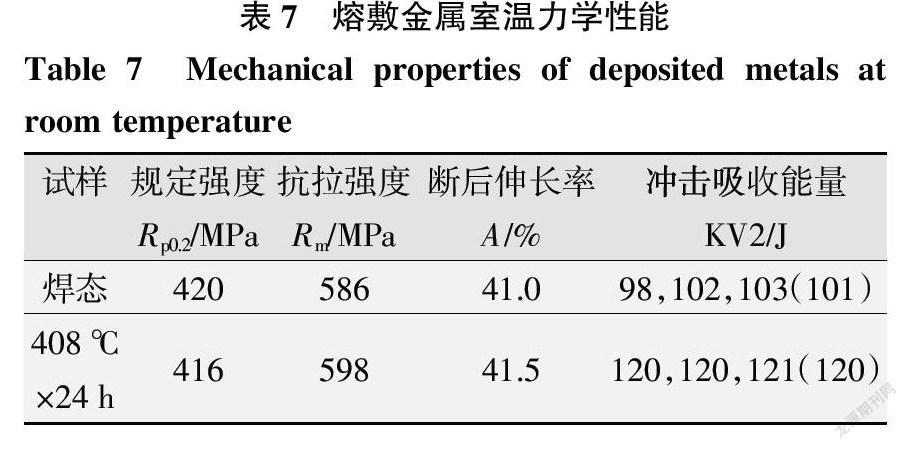
熔敷金属焊态及408 ℃×24 h尺寸稳定化处理态的室温拉伸和冲击性能如表7所示。可以看出,熔敷金属焊态抗拉强度586 MPa,规定强度为420 MPa,尺寸稳定化处理态室温抗拉强度为598 MPa,规定强度为416 MPa,均满足技术条件要求;延伸率均在40%以上,裕量较大;熔敷金属冲击功均值在100 J,满足技术条件要求,裕量大。综上可知,熔敷金属焊态和尺寸稳定化热处理态力学性能均满足相关标准和技术条件要求。
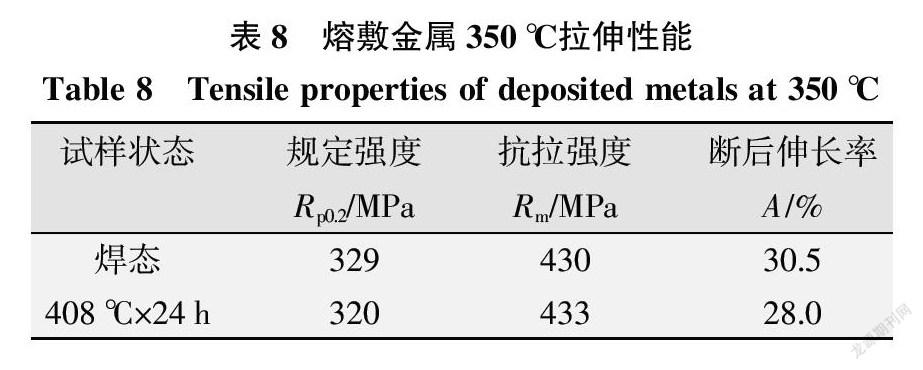
熔敷金属焊态及408 ℃×24 h尺寸稳定化处理态的350 ℃高温拉伸性能如表8所示,抗拉强度均达430 MPa以上,满足相关技术要求。
此材料在材料成分设计时通过加入N元素的方法稳定了焊丝熔敷金属强度。在奥氏体中,N是最为有效的固溶强化元素之一,N和C同属于间隙固溶强化元素,但是N不但能引起更大的FCC晶格畸变,还能在奥氏体不锈钢中引起更强的位错钉扎力,以及降低奥氏体中的层错堆垛能。因此,N能有效提高奥氏体不锈钢的屈服强度和抗拉强度。
根据Labusch的理论,奥氏体不锈钢的强度与 N原子分数呈线性关系;一般认为,在固溶退火Cr-Ni奥氏体不锈钢中每增加1%(原子分数)的N,其屈服强度和抗拉强度将提高200%~300%;国内相关研究表明,每增加0.01%的N,奥氏体不锈钢的室温强度将提高6~10 MPa。
2.4 熔敷金属晶间腐蚀性能
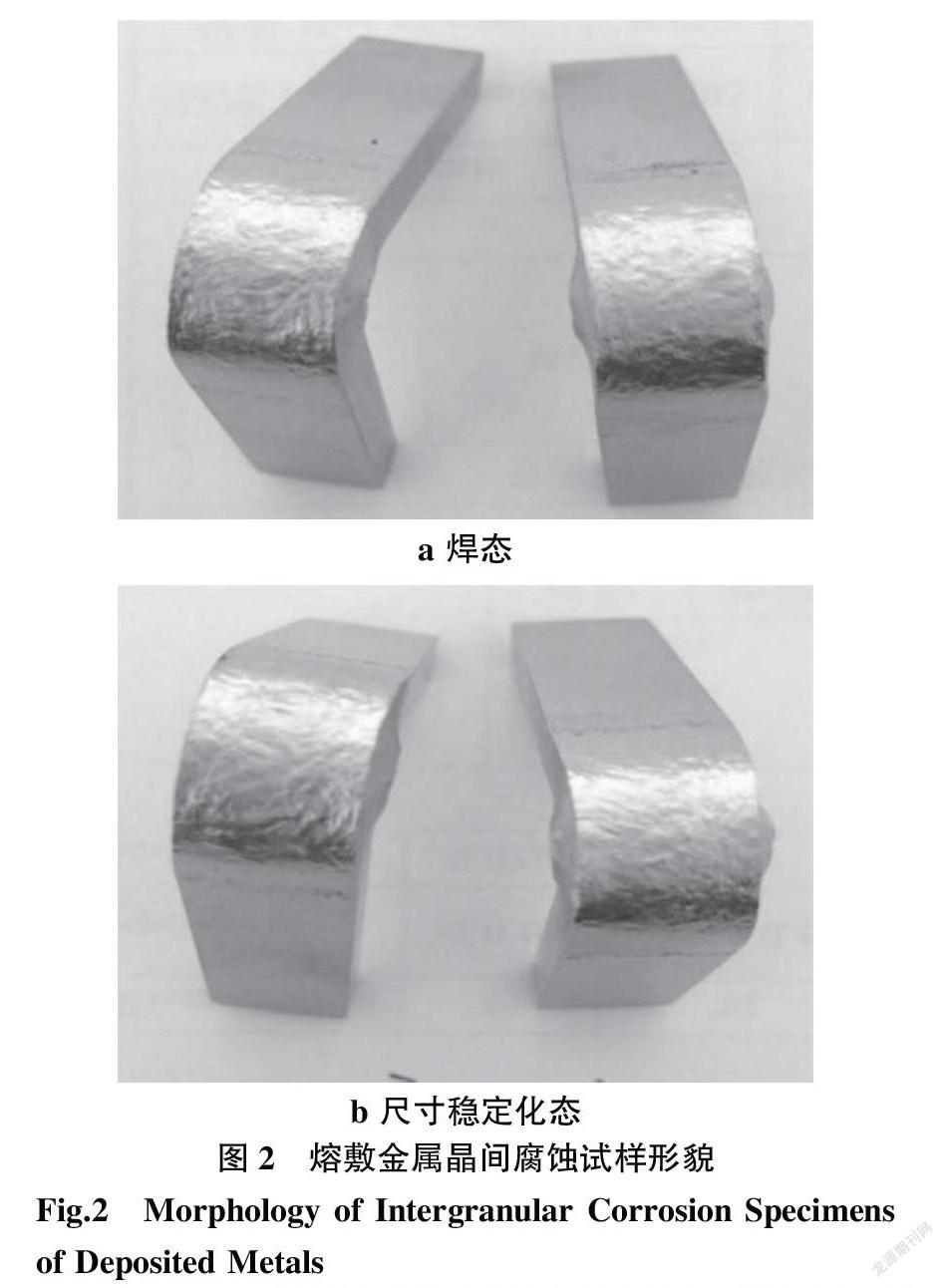
熔敷金属焊态和尺寸稳定化态试样经敏化后均进行了晶间腐蚀试验,按ASTM A262-2002中E法执行,敏化制度为(675±5) ℃×1 h,试样尺寸75 mm×10 mm×5 mm。试样经研磨、清洗后分别装入盛有按ASTM A262-2002中E法配制的硫酸-硫酸铜-铜屑腐蚀溶液的烧杯中,连续煮沸15 h。取出试样后,用回转直径等于5 mm的压头将被检验面弯曲成180°,在显微镜下放大10倍观察弯曲面,未发现裂纹。这表明焊态及尺寸稳定化态熔敷金属敏化后均无晶间腐蚀倾向。腐蚀试样形貌如图2所示。
2.5 熔敷金属弯曲性能
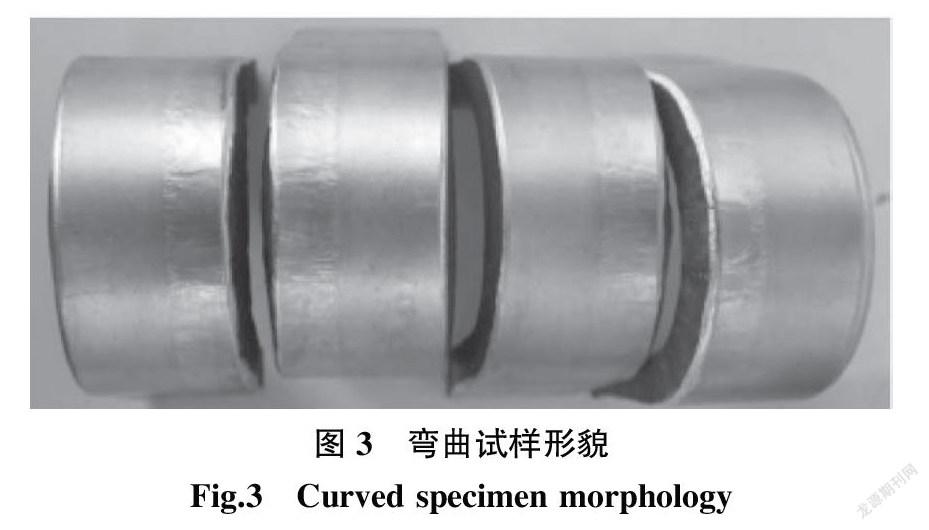
按照AWSB 4.0试验方法进行了尺寸稳定化态熔敷金属侧弯试验,试样垂直于焊接方向。弯曲后试样沿任何方向均未发现裂纹,弯曲性能合格。试样弯曲后形貌如图3所示。
2.6 熔敷金属微观组织
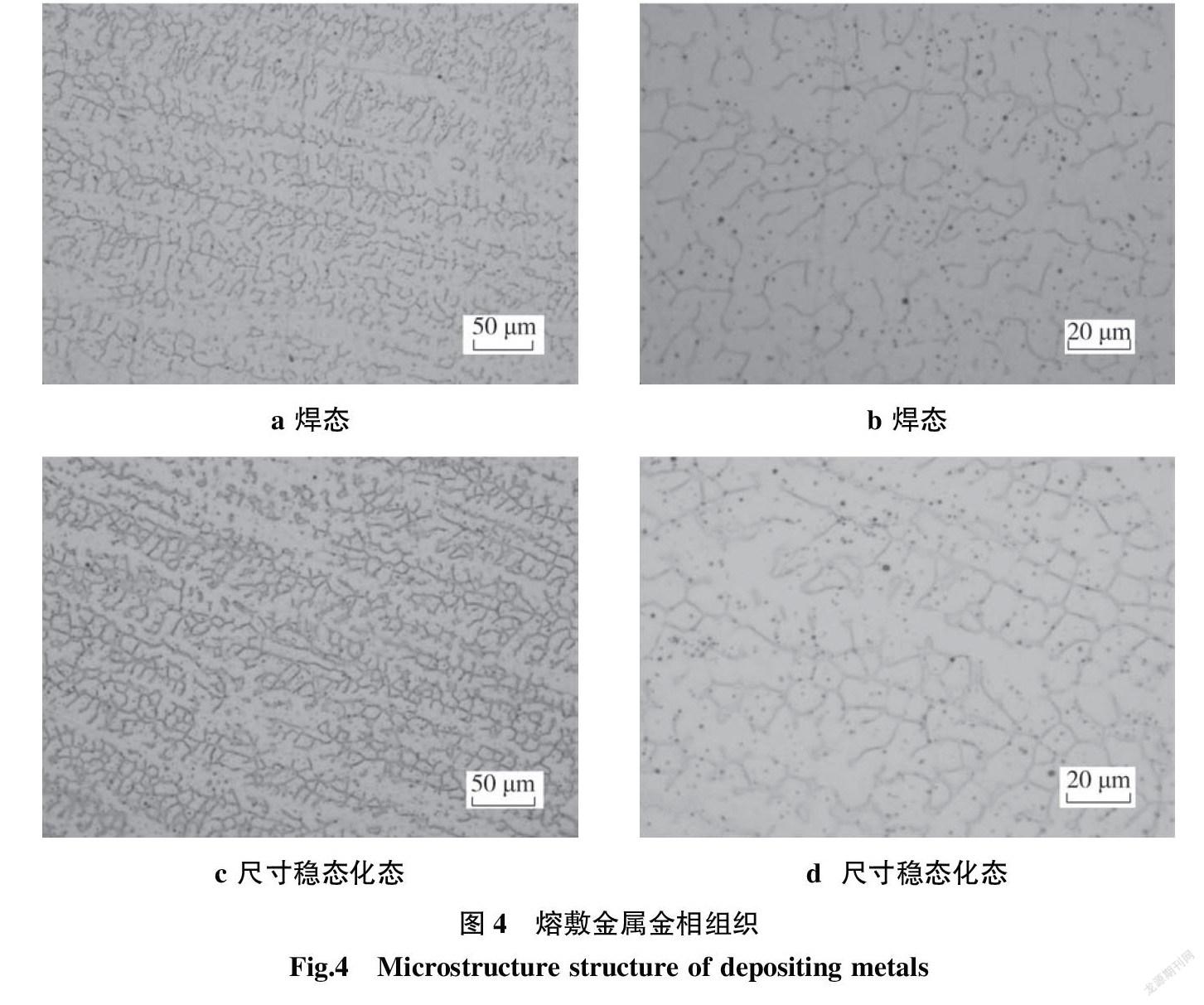
熔敷金属金相组织如图4所示。图4a、4b为焊态熔敷金属金相组织,由奥氏体+δ-铁素体组成;图4c、4d为尺寸稳定化处理后熔敷金属金相组织,也由奥氏体+δ-铁素体组成。尺寸稳定化处理后熔敷金属组织未见明显变化。
3 评定及应用
研制开发的HS308LH+SJ601H不锈钢丝极埋弧焊焊材、焊剂具有良好的工艺性和冶金性能,熔敷金属Cr、Ni等烧损小,S、P等杂质元素无明显增加。焊材的力学性能和耐晶间腐蚀性能优良,满足三代核电技术要求,目前已应用于石油石化等压力容器制造行业中,经过了上海电气核电设备有限公司、东方重型机械有限公司等核电生产设备厂家的评定。
4 结论
(1)研制的核电吊篮筒体用埋弧焊丝HS308LH及配套SJ601H焊剂,其脱渣性良好,焊道颜色呈银白色。焊道润湿良好,成形美观,焊接过程电弧稳定,焊接工艺性优良。
(2)HS308LH焊丝及熔敷金属S、P杂质含量低、铁素体含量达到了目标值,力学性能和晶间腐蚀性能均满足技术要求。熔敷金属350 ℃抗拉强度达430 MPa以上,裕量较大。熔敷金属经过408 ℃×24 h尺寸稳定化处理后,其成分、铁素体、力学性能和晶间腐蚀性能均满足技术要求。
(3)HS308LH+SJ601H焊接材料已通过国内主要核电用户的第三方评定,为三代核电的国产化建设提供了储备。
参考文献:
[1] 上海发电设备成套设计研究院. 壓水堆核电站核岛主设 备材料和焊接(第一版)[M]. 上海:上海科学技术文献出 版社,2008.
[2] Lippold J C,Kotecki D J. 不锈钢焊接冶金学及焊接性[M]. 陈剑虹 译. 北京:机械工业出版社,2008.
[3] 王超峰. 核岛安装焊材国产化可行性探讨[J]. 电焊机,2009, 39(8):6-9.
[4] 王勇,姜亮亮. 核电用不锈钢焊材标准适用性分析及采 购要点[J]. 电焊机,2015,45(9):1-5.
[5] 杨巨文,李双燕,张茂龙,等. 三代核岛主设备焊接技 术与焊接材料[J]. 压力容器,2017,34(4):68-75.
[6] 杨钢,刘正东,程世长. 氮含量对0Cr19Ni9N不锈钢锻件 力学性能的影响[J]. 钢铁研究学报,2003,15(2):34-37.
[7] 臧华勋,罗林,徐刚,等. 氮对TP347H耐热奥氏体不锈钢 室温拉伸和高温持久性能的影响[J]. 钢铁,2009,44(8): 81-84.
[8] 邓宝柱,彭云,廖丕博. 氮对316L不锈钢焊缝力学性能 的影响[J]. 机械工程学报,2011,47(18):66-71.
[9] 袁志钟,戴起勋,程晓农,等. 氮在奥氏体不锈钢中的作 用[J]. 江苏大学学报(自然科学版),2002,23(3):72-75.
[10] 王先礼,李亚江. 碱度与焊缝金属氧含量及冲击韧性的 关系——CaO-CaF2-Al2O3系碱性烧结焊接冶金性能的 研究[J]. 山东大学学报(工学版),1983(4):1-10.
[11] 杨华,余圣甫,陈照辉,等. 基于均匀设计法碱性烧结焊 剂焊缝成形研究[J]. 焊接技术,2007(2):49-51.
[12] 傅拯. 不锈钢埋弧焊烧结焊剂研制中的几个问题[J]. 焊 接技术,1992(1):12-14.
[13] 谢翔,包晔峰,杨可,等. 奥氏体不锈钢带极电渣堆焊 用烧结焊剂的研制[J]. 电焊机,2011,41(2):91-93.
