原油及馏分油脱酸技术进展
2020-08-17何柏连欣蒋松山余波陈昌国陈琳雷登丽龚梦晴
何柏,连欣,蒋松山,余波,陈昌国,陈琳,雷登丽,龚梦晴
(1 重庆科技学院化学化工学院,重庆401331;2 重庆大学化学化工学院,重庆401331;3 昊华化工科技集团股份有限公司,四川成都610225)
石油中的酸性组分一般是指环烷酸和其他有机酸、无机酸、酚类、硫醇、环烷酸等有机酸,总称为石油酸。环烷酸所占石油酸总量可以高达90%甚至更高,而单环、双环和三环的环烷酸又占到了石油酸的85%以上[1-2]。在对原油的加工过程中,石油酸往往会引起常减压装置的加热炉、常减压分馏塔以及设备管线等部位的严重腐蚀,还会引起加氢裂化反应器催化剂床层堵塞,致使床层压降升高,严重危害加氢裂化装置长周期运行[3]。此外,高酸值原油中的环烷酸绝大部分集中在了馏分油中,从而使得馏分油的酸值较高,严重影响了油品的正常加工及其使用性能。近年来,由于世界范围内原油资源的逐渐减少和新开采技术的发明使用,高酸含量原油(酸值大于1mgKOH/g)的产量几乎按0.3%速率递增[4],人们不得不面对各种高酸值原油以及馏分油所带来的腐蚀与产品质量问题。一般说来,炼油厂在加工高酸值原油的时候大多采用与低酸值原油(酸值小于0.5mgKOH/g)进行混合的方法以降低原油的酸值,或者通过提高常减压蒸馏装置材质等级等方式解决[5]。然而,对于各种馏分油产品来说其酸含量要求比较高,不能再简单地通过材料升级、高低酸值馏分的物理混合等方式来满足最终产品的质量要求,所以对于原油及馏分油(尤其是馏分油)进行根本上的脱酸具有特别重要的现实意义。从本质上讲,不论是原油脱酸还是馏分油脱酸,其脱酸的核心思想是对混合物中的酸性组分(主要是环烷酸)进行处理,因此其脱酸工艺的根本原理是相同的。
环烷酸脱除的方法主要从物理分离法与化学转化法两个方面进行考虑:一是破坏性地脱除环烷酸中的羧基;二是对环烷酸进行整体分离回收并加以利用[6]。破坏性地脱除环烷酸分子中羧基的工艺路线主要有催化加氢脱酸、催化裂解脱酸、催化反应脱酸等;将环烷酸分离并回收利用的工艺路线主要有化学反应分离、吸附分离、溶剂萃取分离和膜分离等方法[7]。目前的各类环烷酸脱除工艺种类比较繁多,但是或多或少的都存在着不少的缺点与不足。因此,针对原油及其产品的高酸值化而探寻一种绿色环保、经济高效并且具有较好普适性的油品脱酸工艺显得非常迫切而必要。本文的主要目的是对环烷酸近年来的国内外相关主要脱除工艺方法的研究进展进行比较全面的评述,以供相关学者开发原油及油品的高效环保脱酸新技术与工艺作参考。
1 物理脱酸法
1.1 溶剂萃取法
该方法是基于相似相容的原理,利用选择性溶剂将环烷酸从石油馏分中萃取出来。常用的溶剂有95%乙醇、乙酸苯酚、硝基苯、糠醛、甲酰替二甲胺、乙腈、双甘醇、三甘醇、聚丙烯乙二醇、二甲亚砜、N-甲基吡咯烷酮、聚丙二醇醚、乙二醇等[8]。虽然溶剂萃取工艺技术操作条件温和、无“三废”产生,但是大多数溶剂萃取法脱出环烷酸只是为了提高油品精制深度、除去芳烃和不饱和烃等,因为该法用于油品脱酸会造成回收再生工艺复杂并且能耗较大、成本过高。此外,还因为萃取溶剂也会对油品其他组分有一定的溶解性,所以还会造成收率降低和石油酸纯度不高等不足。因此,该脱酸法的发展非常缓慢,近年来工艺方面的突破较少。
鉴于萃取脱酸相关的研究多为黏度、密度较小的柴油,对于密度较大的黏稠环烷基馏分油还鲜有研究,李江浩等[9]采用体积分数为95%的乙醇直接对原料油酸值为3.47mgKOH/g 的减二线馏分油进行萃取脱酸研究,在反应温度为60℃、搅拌时间为5min、剂油比为1、萃取温度为60℃的操作条件下,对减二线环烷基馏分油进行连续4级萃取处理后,脱酸率可以达到88%以上。
唐晓东等[10]开发了一种由糠醛、脱酸助剂、破乳剂和水组成的多功能复合脱酸剂,在糠醛优化工艺的最佳脱酸操作条件下精制变压器油,使得原料油酸值从脱酸前的1.53mgKOH/g 降低到了0.012mgKOH/g,脱酸率高达99.2%。
吴宝华等[11]以95%乙醇作为溶剂,采用超声波辅助对辽河稠油进行脱酸实验研究,确定了最佳脱酸工艺条件为超声波功率400W、脱酸时间7min、脱酸温度70℃、剂油比为0.3(mL/g),在此条件下进行稠油脱酸操作,脱酸率达到70%以上。
李文深等[12]采用糠醛为脱酸剂对减三线脱蜡油进行脱酸研究,考察了剂油体积比、萃取温度等参数对精制油的酸值和收率影响。研究表明:在糠醛与试油的体积比为5、塔顶温度为120℃、塔底温度80℃的实验条件下,对减三线脱蜡油进行糠醛精制脱酸研究,精制油酸值从原料初始的0.34mgKOH/g 降低到0.03mgKOH/g,脱酸率达到了90%以上。
Shah 等[13]针对环烷酸由于复杂的结构而难以经济、环保的方式从稠油中脱酸的挑战,研究了1,8-二氮杂二环十一-7-烯基阳离子与硫氰酸根阴离子混合所制备的离子液体从高酸性模型油中萃取环烷酸,并用计算机详细模拟了离子液体萃取环烷酸的机理。计算机模拟表明,硫氰酸根阴离子在环烷酸的萃取过程中起着关键作用。
Ismail等[14]研究了含二氮杂二环十一烯(DBU)基阳离子和二氰胺(DCN)离子组成的离子液体对酸性模型油中环烷酸的萃取性能。对环烷酸、离子液体和正十二烷混合物进行了计算机模拟,研究结果表明,DBU-DCN 离子液体能有效地从高酸性模型油中萃取出环烷酸。阳离子上烷基链长度的增加提高了环烷酸的萃取率;影响环烷酸萃取效率的最大因素是极性离子液体在非极性油中的溶解度。
1.2 膜分离法
膜分离技术是利用特殊的有机膜或无机膜对大分子环烷酸进行选择性截留而让其他小分子的溶剂通过从而实现组分分离的目的。该技术一方面要保证足够大的截留率,另一方面还需要足够高的通量以保证处理效率。孔径越大,膜的阻力越小,通量越高,截留率则越小;孔径越小,膜的阻力则越大,通量则较低,而截留率就相对较高。此外,不同的膜材质、膜表面与待截留物质的相互作用力的不同,都会影响分离效果。该脱酸工艺通常被应用于原油或馏分油溶剂萃取脱酸后的甲醇、乙醇和水等小分子极性溶剂分离,常用的分离膜有聚乙烯、聚丙烯和乙酸纤维素等[15]。
Netke 等[16]系统地研究了利用多孔膜和非多孔膜辅助从烃类馏分中提取环烷酸的方法,考察了水动力因素、环烷酸浓度、烧碱浓度和温度对膜通量的影响,并采用薄膜模型确定了膜的本征传质特性。
黄光斗等[17]研究了无机陶瓷膜分离精制环烷酸的工艺,考察了操作方式、膜孔径、处理温度和压力等操作条件对环烷酸精制工艺的影响。研究表明,使用无机陶瓷膜分离精制环烷酸相比于传统精制方法具有酸含量高、药剂消耗少、无污染、能耗较低(仅为蒸馏法的8%~10%)等优点。
与常规分离方法相比,膜分离过程具有能耗较低、单级分离效率高、工艺过程简单且不污染环境等优点,特别是无机膜的应用是当前该技术领域的一个研究开发热点。无机膜具有良好的高温热稳定性、稳定的化学性质、耐酸碱和有机溶剂,允许使用苛刻的清洗条件等优点。但是,膜分离法还只是停留在实验室阶段,并且对重质原油和高黏度油品的环烷酸分离不适用,在分离速度和纯度上也还有待进一步提高。
1.3 吸附法
吸附分离方法是利用某些吸附剂对烃类和石油酸的不同吸附能力来实现馏分油中石油酸分离的目的,并且该方法多用于实验室对石油酸结构与组成的研究。吸附法分离环烷酸工艺需要建立吸附、脱附以及溶剂回收装置,设备投资费用较大,并且由于吸附剂的选择性通常不好,使得分离出的环烷酸酸值不高,还由于吸附过程本身的特点而不能用于高黏度、高酸值、高密度的馏分油及稠油脱酸,因此该法还没有中试及工业化应用的报道。目前所报道的吸附剂主要有离子交换树脂、铝土矿、沸石、硅胶、活性白土以及一些自制吸附剂等[18]。因为吸附分离法较早时候就被应用于油品中环烷酸的分离,该工艺较为成熟,目前仍然在被使用和深入研究。
吴凡等[19]采用活性白土和自制的WK-Ⅱ脱酸吸附剂,对减三线基础油进行了吸附脱酸能力考察以及精制油的氧化安定性测试,并且获得了不错的效果:对650SN重质油进行脱酸精制,实验表明活性白土用量需5%才能满足脱酸要求,并且WK-Ⅱ吸附剂仅仅需要1.5%;用WK-Ⅱ脱酸吸附剂对重质润滑油基础油进行脱酸精制,平均每个百分点的吸附剂可以对应脱除基础油酸值0.04~0.05mgKOH/g。
韩恒文等[20]以有机胺和非离子表面活性剂为联合柱撑剂制备柱撑改性钙基碱性白土脱酸剂,并对高酸值润滑油基础油650SN和其他重质基础油进行了中和吸附脱酸研究。结果显示:白土与CaO质量比为5∶3 的柱撑改性碱性白土的脱酸效果最好。在最佳脱酸剂添加量为1.5%、反应温度为80℃、反应时间为4h 的实验条件下,650SN 基础油的酸值从0.11mgKOH/g 下降到0.02mgKOH/g,脱酸效果显著。
Ronander[21]对锰纳米粒子从模拟油中吸附脱出环烷酸的可能性进行了研究。首先用共沉淀法制备Fe3O4改性锰纳米颗粒,再用溶胶-凝胶法负载氧化硅,分别制得Fe3O4/MNP(锰纳米颗粒)和Fe3O4/SiO2/MNP,采用以上吸附剂对正庚基苯甲酸作为模拟环烷酸、辛烷作为模拟油的混合物进行吸附脱酸实验,结果表明所制备的吸附剂对模拟含酸油品具有良好的脱酸效果,并且吸附剂具有磁性,方便回收。
2 化学脱酸法
2.1 碱洗-电精制及其优化工艺
碱洗脱酸是最传统的脱酸工艺,存在不少缺点:消耗大量酸碱、容易造成设备腐蚀和污染环境;对于重馏分、高酸值原料乳化严重而导致操作困难等。但碱洗法现在仍然在发展,特别是该工艺与电场的结合使得它对轻馏分脱酸的效果得到了大幅度的提高,成本有了一定降低,环烷酸的纯度也被提高不少。该脱酸方法要想进一步发展,必须要从以下两个方面努力[22]:一是研制出特殊的高效破乳剂,能够在有大量环烷酸皂这样复杂的表面活性剂存在条件下实现破乳;二是加强电场的研究以提高分离效率,并努力实现逆流萃取形式的电碱洗工艺以及克服需要多级电碱洗时的设备庞大、流程长、能耗高的缺陷;此外,该工艺中碱、水、电消耗和破乳难度等都将随着原料含酸的增加而增加,因此该脱酸工艺的工业化具有很大的难度。
唐晓东等[23]针对馏分油碱洗电精制脱酸工艺存在的不足,开发了一系列的低碱用量(氢氧化钠与环烷酸的摩尔比近1∶1)的馏分油脱酸剂及其优化脱酸工艺技术,具有剂油比小、烧碱用量少、无乳化和污水排放量小等特点,有较好的脱酸效果和适应性,并且在无锡石油化工总厂常压蒸馏装置上得到了工业应用[24]。该学者课题组[25]还采用复合脱酸剂(NaOH+破乳剂+萃取剂+脱油剂)与纤维膜脱酸工艺相结合,在脱酸剂与原料油的体积比为0.6、脱酸剂中碱与原料油中石油酸的摩尔比为18、反应温度50℃等脱酸条件下,精制油酸值小于0.05mgKOH/g,并且脱酸剂可以循环使用18次,烧碱利用率为100%,精制油收率为98.4%。
胡震[26]采用碳酸钠作为脱酸剂,对柴油进行脱酸实验研究,考察了脱酸工艺中各因素对脱酸效果的影响。在最佳工艺条件下,柴油酸度由135.52mgKOH/100mL 降 低 至5.69mgKOH/100mL,脱酸率达到了95.8%。
Hu 等[27]采用氢氧化钠和乙醇组成的复合脱酸剂脱除柴油中的环烷酸,并系统地评述了各参数对柴油中环烷酸脱除的影响。结果表明在最佳脱酸工艺条件下,柴油酸度由135.52mgKOH/100mL 降至4.52mgKOH/100mL,脱酸率达96.7%。
此外,Kumara 等[28]以氢氧化钠为萃取剂对原油中的环烷酸进行了活性萃取研究。萃取效率根据分布系数(Kd)和萃取度(E)进行计算,考察了反应温度(28~60℃)、酸浓度(0.125~0.650mol/L)和pH 对氢氧化钠萃取环烷酸的影响。结果表明,环烷酸在不同的温度和起始浓度范围的Kd介于1.29~19.84 并且E介于56.48%~95.16%,在室温下环烷酸的最高萃取脱除率达到95.16%;随着反应温度的升高,环烷酸的萃取脱除率降低。馏分油碱洗及其优化工艺和脱酸剂技术的工艺配方和脱酸操作主要参数见表1。
2.2 胺法及其优化工艺
该方法是将化学精制和溶剂萃取两种脱酸工艺相结合,其原理是用碱性化合物(各种胺)中和含酸油品,将油品中的环烷酸转化为极性较强的环烷酸盐,从而使其在醇/水相和油相间的分配系数大幅度增大,然后再用适当的低分子量烷醇作为萃取剂间接地脱出环烷酸,最终实现油品脱酸精制的目的。由于该脱酸方法通常结合醇类化合物一起使用,因此也称之为醇氨法或氨醇法。也有学者尝试使用其他萃取剂或复合溶剂。

表1 脱酸剂及其优化脱酸工艺
醇氨法可以在较广范围内选择脱酸工艺的操作条件,脱酸效果良好,溶剂也能够循环使用,几乎不产生“三废”,对环境的污染很小。但是,该方法仍然存在着不少的缺点,比如破乳剂的用量很大、剂油体积比过高、溶剂再生耗能较高、溶剂损失量也比较大,并且脱酸油的色度会受到一定影响。为此,不少专家学者针对该脱酸工艺的不足开展了进一步的深入研究以优化其工艺及参数,大幅度提升了脱酸效果,并且优化了操作工艺。
唐晓东等[34]针对碱洗电精制的固有缺点以及柴油醇胺法绿色脱酸技术仍然存在操作温度高(50~70℃)、剂油比高、溶剂再生能耗损失大且能耗也高等问题,在自制的柴油连续脱酸实验装置上采用低温聚结脱酸技术对柴油进行脱酸实验研究。结果表明,在25℃的反应温度和聚结过滤温度、氨用量为6(氨水与原料油中环烷酸的摩尔比)、溶剂中乙醇体积分数50%,剂油体积比为0.2 的优选操作条件下,酸度为62.9mgKOH/100mL 的柴油脱酸率达到93.3%。该团队还针对醇胺法脱酸工艺中存在较大的氨用量、较高的剂油比以及精制油含氨需要水洗等不足,选用聚乙烯胺(PVAm)替代氨水进行了直馏柴油脱酸研究[35],结果显示在脱酸剂中PVAm 与原料油中的环烷酸摩尔比5.0、剂油体积比为0.2、反应温度和时间分别为50℃和20s 等优选脱酸条件下,酸度为102.7mgKOH/100mL的柴油脱酸率为94.2%,精制油收率高达99.6%。部分氨法脱酸剂技术的主要配方及操作参数见表2。
此外, Shukri 等[43]针对韩国高酸原油(8.32mgKOH/g)进行了催化脱酸研究,所用脱酸剂的组成为溶解有4% 氨液的聚乙二醇(NH3-PEG)且其浓度分别为100mg/L、500mg/L以及1000mg/L。结果表明,经过1000℃灼烧制备的Cu/Ce(10∶90)/Al2O3催化剂的最大比表面积为87.12m2/g,并且EPR 谱图表明Cu2+物种分散于CeO表面,CO2-TPD结果也表明催化剂表面有较多的碱中心,用以上催化剂对韩国原油进行催化脱酸的效率可以达到93.3%。
Shohaimi 等[44]以氨水-乙二醇(NH3-EG)为脱酸剂,1100℃灼烧制备的Ca/Al2O3为催化剂对马来西亚原油轻质原油、重质原油以及韩国原油进行脱酸处理,研究结果表明,10000mg/L的4%NH3-EG混合溶剂处理韩国原油的脱酸率能够达到78.7%。他们[45]利用催化中和法对原油进行脱酸处理,其中混合处理剂的组成为氨水、乙二醇和另外一种TANX 碱。Cu/Ca(10∶90)/Al2O3催化剂经过1000℃灼烧后对于三种不同原油的处理效果最佳,中和反应后原油的总酸值低于1mgKOH/g。从脱酸率来看,该配方工艺的脱酸效果不是很高,并且混合溶剂后处理比较麻烦。他们[46]对Cu掺杂Ca/Al2O3催化剂脱除原油中的环烷酸进行了研究,结果表明:采用1000℃灼烧制备的Cu/Ca(10∶90)/Al2O3催化剂,用1000mg/L NH3-EG溶液可以将三种不同原油分别脱酸80%、77%和46%。他们[47]还以1000mg/L 的NH3-EG 溶液作为脱酸剂,考察了Ca、Ba 和Mg 三种催化剂,开展的铜掺杂碱土金属氧化物催化酸性原油脱酸结果表明,Cu/Ca/Al2O3催化剂能有效促进脱酸反应的进行。

表2 部分胺法脱酸配方及工艺
2.3 加氢脱酸
加氢脱酸是指在催化剂以及临氢条件下,使得石油酸和氢气发生加氢反应而脱除羧基生成相应烃类的一种脱酸方法。加氢脱酸工艺可以有效地脱酸并且改善油品的质量,但是反应条件需要高温高压并且消耗宝贵的氢气资源,也很难除去全部有机酸,生产成本相对较高。
陈淳等[48]探索先将原料油进行加氢脱酸处理再进行糠醛精制,以期改善糠醛精制的操作条件并提高产品性质。选用了含有WO3、MoO3、NiO三种金属组分的加氢脱酸催化剂A和催化剂B分别对润滑油馏分进行加氢脱酸实验,结果表明:常二线馏分油在比较缓和的反应条件下即可达到预期的脱酸效果,而减二线馏分油和减三线馏分油的加氢脱酸难度相对较大,反应温度需要提高40~50℃,催化剂B相对于催化剂A具有更高的加氢脱酸性能。
费亚南等[49]采用等体积浸渍法制备了一系列不同NiO 含量的Ni-W 体系催化剂,并用于绥中36-1 原油减三线馏分油的加氢脱酸反应。结果表明,催化剂中NiO 含量为4.9%时活性最好,优选反应条件下可将原料油的酸值从3.48mgKOH/g 降到0.05mgKOH/g 以下。
2.4 分解脱酸法
原油和馏分油中的环烷酸在200℃以上会发生一定程度的分解,所以不少人就充分利用该性质对油品中的环烷酸进行脱羧处理以达到脱酸的目的。该脱酸法分为热分解脱酸和催化分解脱酸两种。因为分解产物中的CO、CO2以及高温条件下产生的蒸汽对分解反应具有较强的抑制作用,所以热分解脱酸工艺需要尽可能降低分解产物的压力[8]。
Zhang 等[50]研究了羧酸模型化合物的催化脱羧和原油中环烷酸的脱除。研究表明,MgO 在系统中的作用是多重的,它具有通过酸碱中和吸附酸性化合物的能力,并能在升高的温度下促进脱羧和烃类裂解等反应。将MgO 直接应用于原油中,可使原油中的环烷酸有明显的脱除,FTIR 分析和总酸值的测定确定了RCOOH 浓度的降低和良好的脱酸效果。
Oh 等[51]研究了MgO、CaO、BaO、SrO 等碱土金属氧化物催化剂对模型酸溶液中环烷酸的催化脱羧去除作用。在以上几种碱土金属氧化物中,MgO和CaO 的活性优于BaO 和SrO。研究结果表明,环烷酸的脱羧反应中,热解反应和催化反应都起着重要作用。催化剂的反应前后FTIR 光谱为环烷酸镁的生成提供了证据,所以环烷酸镁是热解脱羧反应的中间体。
岳鹏等[52]选取环己基甲酸与环己基戊酸两种模型化合物,采用DMol3量子化学计算模块计算出了模型化合物与催化剂Brönsted酸位相互作用前后的键级以及电荷分布变化情况,并根据羧基与环烷基的相对位置关系提出了不同的脱酸机理:羧基与环烷基直接相连时,环烷酸以先开环后脱酸为主,脱酸气体产物以CO 为主;当羧基与环烷基没有直接相连时,环烷酸以直接脱酸为主,脱酸气体产物也主要为CO。
刘洪安等[53]在高压釜中对减压馏分油进行了热分解脱酸反应,并采用原位红外研究了环烷酸的热分解脱酸反应机理。结果表明:反应温度越高,环烷酸的分解速率越快,平衡酸值越低;反之亦然。每种馏分油的分解脱酸反应都有一个临界反应温度,高于该温度则分解脱酸反应速率显著增加;重馏分油比轻馏分油更易于分解脱酸。环烷酸在温度200℃以上会发生热电离,反应温度超过250℃热电离即完全,该现象与分解脱酸温度和过程是一致的,这也证明了环烷酸的热电离是引起热分解的原因。
龙军等[54]对高酸原油直接催化脱酸裂化成套技术进行了开发和工业应用。开发了高酸原油经脱盐脱水预处理后直接进入催化裂化提升管反应器与高温新型催化剂接触,瞬间汽化,同时实现脱酸和裂化反应,生成高价值石油产品的新工艺;工业应用结果表明催化脱酸率超过99%,并且对工业应用装置无特殊的防腐要求。部分分解脱酸工艺的主要参数见表3。
分解脱酸法最大的优点是操作简单可行且工艺成本较低,但存在着环烷酸分解速度慢或不完全、有设备腐蚀情况、非酸性组分的热解造成收率降低、烯烃的产生会造成油品的氧化安定性降低从而导致存储使用寿命缩短等缺点,因此该工艺方法还需要进一步开展相关实验研究以及对应的后续处理措施。
2.5 微波辐射法
微波辐射脱酸是近年来发展起来的一项新兴的脱酸技术,它基于油品中的环烷酸是极性分子,而油品中的其他组分多为烃类则是非极性分子。加入复合溶剂后,增加了馏分油中极性分子的比例,从而在微波作用时,极性分子则产生偶极作用,在微波高频交变的电场作用下,偶极分子高速旋转,破坏了馏分油体系内的zeta电位,使得体系内的分子自由上下运动而碰撞聚结,从而实现油相和环烷酸相的分离[8]。同时,在微波高频交变电场作用下,润滑油中的极性、非极性分子急剧振动,混合体系中的熵剧烈变化而产生热效应,进而使得馏分油乳化液的性质发生变化。此外,微波的频率段接近馏分油中某些组成成分间的固有振动频率,所以微波作用导致馏分油体系产生共振,分子间界面张力也随之发生变化,界面膜的机械强度变低而破裂,更利于油酸分离[64-65]。
微波辐射法主要是配合酸碱中和法、溶剂萃取法等脱酸方法的破乳而发挥作用的,该脱酸法具有节省时间和原材料、脱酸效率高、选择性好、清洁高效等优点。但是,微波辐射法还仅是针对馏分油,目前也只进行到了实验室阶段,其基础理论和应用研究还存在着一些亟待解决的问题,投入生产应用尚需时日。
2.6 离子液体脱酸法
近年来,离子液体被开发用来脱除原油及馏分油中的环烷酸。该方法是利用离子液体与环烷酸发生络合反应生成新的离子液体,由于较大的极性差异,新生成的离子液体相与反应后的油相可以快速高效地分离,从而实现与油品分离并达到脱酸目的。将挥发性酸液加入两相分离后的混合离子液体中,可以将环烷酸从离子液体相中分离回收,然后再通过减压蒸馏可分别回收脱酸剂以及挥发性酸。油品脱酸用离子液体常见的有氨基酸型离子液体、含杂环氮的碱性离子液体等不同类型。
离子液体应用于润滑油基础油脱酸,具有脱酸效率高(可达95%以上)、反应和分离时间短、反应条件温和、能耗较低、反应过程中不存在乳化现象、精制油收率高、脱酸剂与反应溶剂可实现完全回收利用、脱酸过程对油品其他组分的影响小、精制基础油的性质基本保持不变等优点[66]。但是,该工艺方法仍然存在着不少缺点,比如离子液体毒性较大且使用时严格忌水。总的来讲,近年来基于离子液体进行脱酸的实验室研究相对较多,但未见工业化报道[67]。
于英豪[68]开发了生物可降解的环烷酸类离子液体,并对其进行了相应的表征及理化性质考察,重点进行了生物降解性能考察和QSBR研究,并在以上研究的基础上开展了基于“离子开关”原理的油品脱除环烷酸应用研究。结果表明:基于“离子开关”原理的油品脱除环烷酸的工艺可以在优选反应条件下使油品酸值降到0.03mgKOH/g以下,且碱氮含量合格,满足润滑油基础油的指标要求。

表3 部分分解脱酸工艺及主要参数
Shah等[69]采用碱性离子液体对模拟油开展环烷酸脱除研究,实验对不同温度和不同剂油比进行了详细的考察,并计算了萃取前后环烷酸的含量。含有氢氧根阴离子的离子液体具有对高酸值油品完全脱酸的潜力,并且剂油比极低。
Anderson 等[70]研究了一系列的碳酸酯季铵盐和碳酸氢根为基础的离子液体与多巴原油中的环烷酸发生中和反应的可能性。光谱分析表明,离子液体中和反应机理包含了离子液体-环烷酸盐络合物的形成、甲醇和二氧化碳的释放。中和配合物被萃取进入单独的甲醇相,随后通过碳酸水溶液进行再生,得到了最多为70%的回收离子液体用于重复使用。
Shah等[71]对氢氧化物基离子液体从高酸性模型油中分离回收环烷酸进行了研究,结果表明四烷基铵基离子液体比四烷基膦基离子液体更有效。他们[72]还采用了含高碱性酚酸阴离子的N-烷基咪唑离子对高酸模型油进行环烷酸萃取脱除考察。研究显示:随着烷基链长度的增加,环烷酸去除率增加;高酸值模型油的完全脱酸仅需要极低用量的离子液体。
Najmuddin等[73]研究了[DBU]基离子液体与硫氰酸盐[SCN]阴离子对十二烷的脱酸作用,实验测定了{十二烷、环烷酸、[DBU-Hex][SCN]}三元混合物在恒温恒压条件下的液-液相平衡数据。三元图表明在环烷酸浓度不同的条件下,各结线均具有正斜率,这说明离子液体对十二烷的脱酸是足够的。采用非随机双液(NRTL)模型对液-液相平衡数据进行关联,结果表明NRTL模型能对所有的结线进行非常好的拟合。
Wu等[74]为了深入分析离子液体作溶剂对原油萃取脱酸机理,采用密度泛函理论研究离子液体[BMIM][BF4]与原油环烷酸的相互作用,分析了自然键轨道、分子中的原子、非共价相互作用、HOMO-LUMO 重叠积分和电子密度差等。结果表明:环烷酸分子上没有长链烷基时的萃取脱酸机理是由于氢键作用,而环烷酸分子上有较长烷基时的萃取机理是基于萃取剂与环烷酸分子之间的范德华力相互作用和氢键作用。对于所有反应来说,F…H氢键是最强的氢键,O…H 键是第二强的氢键;含有多环或多羧基的环烷酸比含有单环和一个羧基的环烷酸具有更大的总相互作用能。当没有芳香环时,σ(C-O)-σ*(C-H),LP(O)-σ*(C-H),σ*(C-O)-σ*(C-H)以及σ(C-H)-σ*(C-O)相互反应可以发生在[BMIM][BF4]和模型环烷酸之间;π(C-O)-σ*(C-H),LP(O)-σ*(C-H),π*(C-O)-σ*(C-H)和σ(C-O)-π*(C-O)相互反应可以发生在[BMIM][BF4]和苯甲酸之间。部分离子液体的主要脱酸工艺参数见表4。
2.7 酯化脱酸研究进展

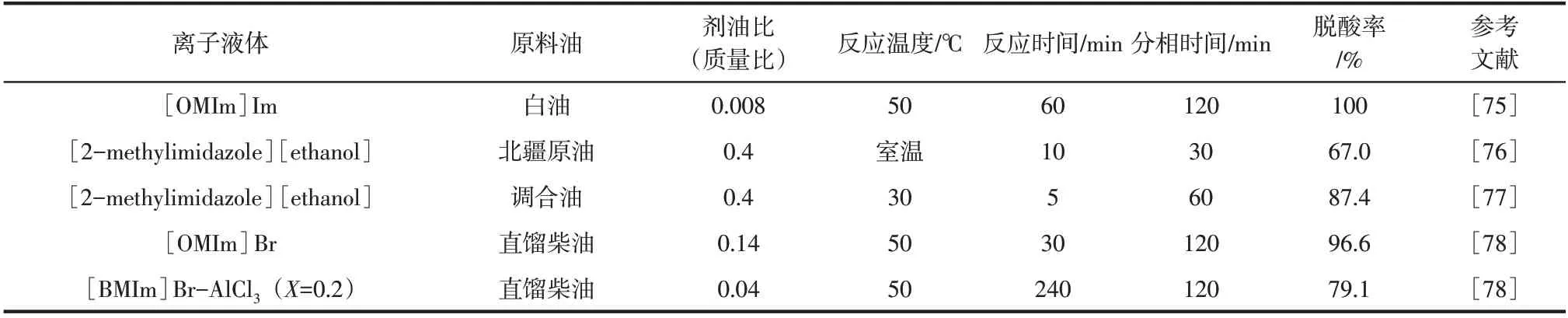
表4 部分离子液体脱酸工艺参数
Wang 等[82]以SnO-Al2O3为催化剂、甲醇为脱酸剂,在固定床反应器中对原油进行酯化脱酸实验研究,考察了反应条件对酯化反应的影响。结果显示,较高的反应温度和比较低的空速有利于酯化转化率,原油的酸值在优选实验条件下从2.8mgKOH/g 降低到了0.5mgKOH/g 以下,脱酸率达到82%以上。
梁金强等[83]利用机械混合法制备了主要成分为ZnO、Al2O3、拟薄水铝石和SiO2的固体复合催化剂,并将其用于固定床催化酯化原油脱酸反应。在优选反应条件下能够将2.73mg(KOH)/g 的原油酸值降低81.7%以上,催化剂在使用155h 后的催化酯化脱酸率仍然可以超过80%。
考虑到原油直接酯化脱酸需要过大的能耗并且可能会造成部分轻组分损失(比如不需要单独脱酸处理的汽油馏分也被大量被加热至高温而造成损失和能耗浪费),本文作者课题组着重开展了馏分油催化酯化脱酸研究。结果发现,脱酸剂的选择和催化剂的制备都对馏分油的酯化脱酸率影响较大[84-86]。在400℃灼烧45min 条件下,制备Fe-Zn 双金属复合催化剂的协同催化脱酸效率最高可以达到98%左右,并且催化剂不需要任何处理仍然具有良好的重复使用性能。固体酸催化酯化原油及馏分油脱酸研究的部分主要结果见表5所示。
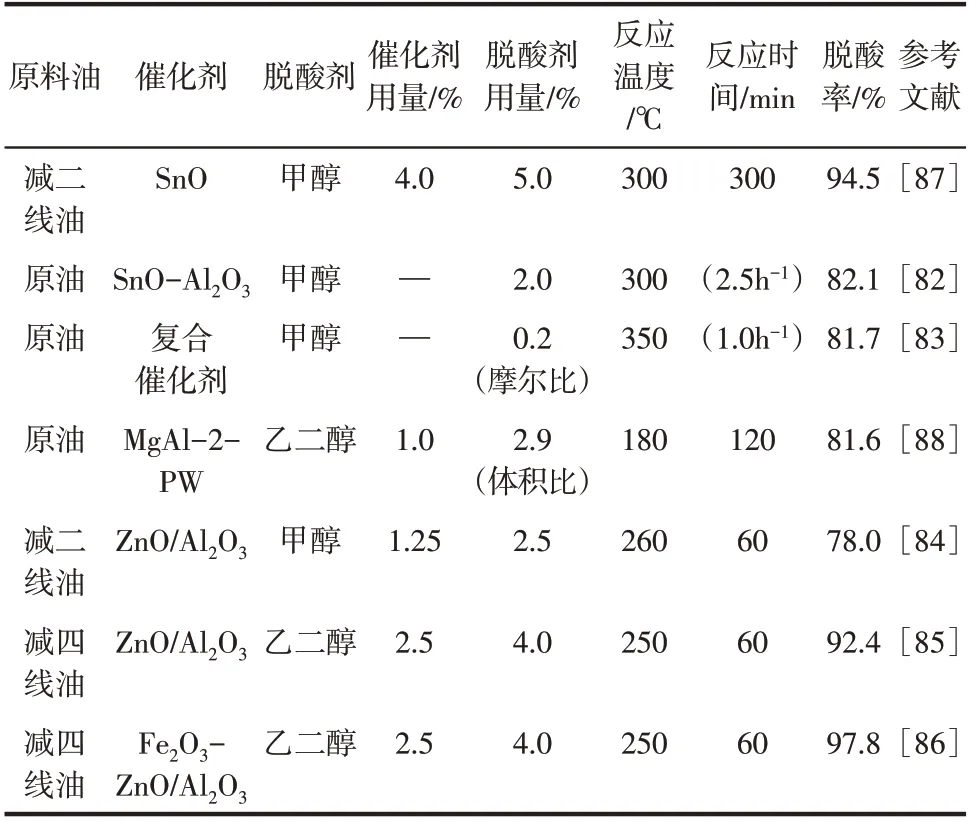
表5 部分催化酯化脱酸工艺参数
3 结语
环烷酸的脱除工艺方法很多,各有优缺点。其中,碱洗法脱酸过程中通常会产生乳化现象,不利于后继分离,并且所用碱也具有较大的腐蚀性;醇氨法脱除环烷酸主要是用来加工馏分油,并且其处理量不大,溶剂损失和能耗也相对较高;溶剂萃取主要用于油品的脱酸精制,存在回收系统复杂和能耗过高等缺点,很少报道有原油的萃取脱酸;吸附脱酸法的处理量太小而无法满足工业生产需要;热分解法脱酸的能耗及设备投资要求都非常高,因此仅适用于少数轻质馏分油的脱酸;膜分离脱酸技术因为原油及其产品组成的复杂性以及高黏特性而限制了其工业应用;微波辐射脱酸技术主要是对馏分油加工,而对于原油的脱酸研究还有大量的工作要做;酯化脱酸法相比于其他脱酸法来说具备更多的优点,比如脱酸率高、处理工艺简单且加工量大、生成的环烷酸酯可以作为精制油的组分而不需要后继分离。但是,目前的酯化脱酸体系仍然存在着反应时间较长的不足,相信通过反应过程强化等手段解决了以上问题之后,该脱酸工艺必将会尽快地用于原油及馏分油的工业化脱酸处理。
