1,4-丁二醇脱水产物间歇精馏分离动态过程与优化
2020-08-17米容立冯子健伊春海杨伯伦
米容立,冯子健,伊春海,杨伯伦,3
(1 西安交通大学化学工程与技术学院,陕西西安710049;2 上海交通大学生物医学工程学院,上海200240;3 西安交通大学动力工程多相流国家重点实验室,陕西西安710049)
1,4-丁二醇(BDO)是一种重要的有机化工原料,由其生产的四氢呋喃(THF)[1]、γ-丁内酯(GBL)[2]、1,3-丁二烯(BDE)、聚对苯二甲酸丁二醇酯(PBT)[3]、聚氨酯弹性体(PU)[4]等化工产品,可广泛应用于医药中间体、农业除虫剂、工业溶剂、日用化工、精细化工品等领域[5-7]。1,4-丁二醇的生产工艺主要包括Reppe 法、Davy-Nckee 法、Mitsubishi Chemical 法、Lyondell 法 等,其中Reppe 法可由煤基原料出发,通过煤基甲醛与乙炔反应生成丁炔二醇,加氢后制得1,4-丁二醇。该法凭借其原料来源广泛、经济效益好等优点,已经成为国内应用最为广泛的1,4-丁二醇生产工艺[8-9]。然而,随着中国和韩国等多套新建或扩建的装置陆续建成投产,1,4-丁二醇在全球范围内的生产能力急剧增加[5]。预计到2025 年,全球1,4-丁二醇市场将达到126亿美元,中国1,4-丁二醇制造产能将超过世界产能的55%。但1,4-丁二醇下游需求增速明显低于产能增长速度,需要尽快开发新的下游产品生产工艺,扩大1,4-丁二醇下游产业链[5]。
3-丁烯-1-醇(BTO)是一种高价值的精细化工品,由于其同时具有活泼的端羟基和双键,因此常用于医药合成、农用化学品制备、功能聚合物等高价值化工品的生产[10-11]。通过1,4-丁二醇气相催化脱水制备3-丁烯-1-醇被认为是最有前景的3-丁烯-1-醇生产路线,同时也是扩展1,4-丁二醇下游产业链的重要技术路线之一[5]。在此基础上,本课题组前期开发了镱基催化剂催化1,4-丁二醇脱水制备3-丁烯-1-醇的工艺路线,在优化的反应条件下,1,4-丁二醇单程转化率可达到98.8%,同时3-丁烯-1-醇的选择性可以达到64.5%,3-丁烯-1-醇的收率可达63.7%,已初步具备工业应用的前景[5]。但1,4-丁二醇气相催化脱水过程由多个反应构成,其液相产品为包括1,4-丁二醇、水、四氢呋喃、3-丁烯-1-醇、1-丁醇(BuOH)、2-丁烯-1-醇(2BT1O)和1,4-丁内酯(GBL)等在内的多组分混合物[5,12-13]。如何从该混合物中有效分离出具有较高纯度的3-丁烯-1-醇已成为该工艺工业化实施必须解决的一个问题。
由表1可知,1,4-丁二醇脱水粗产物中主要含有七种组分,如果采用传统的连续精馏手段对其进行分离,则需使用多个精馏塔才能得到纯度较高的3-丁烯-1-醇产品,操作费用和设备投资费用较大,降低了整个工艺过程的经济效益。而间歇精馏由于具有设备投资少、装置操作可控性强、操作弹性大等优势,广泛地应用于多组分、高附加值产品的分离提纯,十分适合处理1,4-丁二醇脱水产物。

表1 1,4-丁二醇粗产物的组成及物性数据
从反应混合物各组分沸点差异,可将混合物分割成为三个间歇切割精馏组分来进行间歇精馏分离:以四氢呋喃为主的轻组分、以目的产物3-丁烯-1-醇为主的中间沸点组分以及以2-丁烯-1-醇、γ-丁内酯及1,4-丁二醇为主的重组分。在间歇精馏的过程中,可以通过调整不同阶段的回流比从塔顶分别采出纯度较高的轻组分、中间组分馏分,同时从釜液中回收重组分,以此实现对目标产物3-丁烯-1-醇的回收。
然而,间歇精馏过程实质上是一种非稳态过程,在实际的工业应用中间歇精馏装置常常存在操作参数不合理、能源浪费严重、分离效率低下等诸多弊端。对间歇精馏过程中所采用的操作条件进行优化,可有效提高间歇精馏过程的效率,降低能耗。然而,目前对间歇精馏过程的优化主要为考虑经济效益或者目的产物收率的单一目标优化。Safdarnejad 等[14]通过非线性统计和灵敏度分析对间歇精馏过程进行动态参数估计,对整个精馏过程进行了操作参数的优化,以此提高目的产品收率。Betlem 等[15]在研究多元混合物间歇精馏分离过程时,通过对多元混合物的过渡馏分进行循环利用,实现了提高目标产品收率的目的。然而,在实际间歇精馏过程中,同时对产品纯度、单程收率、操作时间等多个因素有所要求,因此就有了多目标优化的问题。Barakat等[16]在对间歇精馏过程进行多目标优化的研究中,采用遗传算法对间歇精馏过程进行了模拟计算。但其仅从算法出发,并没有进行相应的精馏实验或者建立模型来对比计算结果。Conradie 等[17]使用的神经网络是一种无需进行建模的控制过程,但其结构模型通常都需要大量的样本进行训练,因而限制了其在精馏过程设计和优化方面的应用。因此研究间歇精馏过程,探索更简单有效的多目标优化技术,获得间歇精馏过程中最优操作参数,对于间歇精馏装置分离效率、时间成本和经济效益的提高具有重要的理论和现实意义[18-19]。
均匀设计是基于伪蒙特卡洛法推导出来的一种实验设计方法,它只考虑试验点在测试区间内的均匀分散,试验次数仅需大于最大水平数即可,因而可以大大减少试验工作量[18-20]。同时,由均匀设计方法选取的试验点在整个试验范围内能够均匀分布,具有一定的代表性,适用于间歇精馏的多目标过程优化[20]。但是,只通过实验手段对间歇精馏过程的操作参数进行优化往往也需要相当大的工作量,优化效率低下且应用范围较窄。因此,通过分析少量的实验结果,建立能够充分描述分离体系特征的间歇精馏模型,并以此模型为基础,通过计算机模拟对精馏过程的操作参数进行优化是一种科学有效的方法。
基于以上分析,本文使用Aspen Plus 中的Aspen Batch Distillation 模块对1,4-丁二醇脱水产物的间歇精馏过程进行模拟,同时以3-丁烯-1-醇产物的纯度、单程收率以及精馏操作时间为目标函数,采用均匀设计的方法对操作参数进行优化。模型参数、可靠性及优化结果均采用实验的方法进行验证,以期为1,4-丁二醇脱水过程的工业化提供理论依据和数据支撑。
1 实验材料和方法
1.1 材料
经过3A 分子筛初步处理后的1,4-丁二醇粗产物为淡黄色液体,粗产物组成及物性数据如表1所示。精馏塔采用不锈钢网状θ 环填料,其规格如表2所示。

表2 不锈钢网状θ环填料参数
1.2 间歇精馏实验装置
间歇精馏装置为实验室自行设计并组装。主要由塔釜加热系统、填料精馏塔、塔顶采出等几部分构成。塔釜为配有热电偶及压力表的2500mL 三口烧瓶;塔体为φ40mm×1150mm 的玻璃精馏柱,内装φ3mm不锈钢网状θ环填料,填料的有效高度为1000mm,整个塔体采用电加热保温带及保温材料进行保温。塔顶通过低温冷却液循环泵冷凝回流,并通过回流比控制器进行控制;装置的各个关键位置都设有K型热电偶以记录过程中的温度变化。
间歇精馏实验的过程如下:首先将1.5L(1429g)精馏原料液加入精馏塔塔釜,开启循环冷凝水,接通油浴电源和加热带电源,设置塔釜及加热带温度,待全塔温度稳定后,保持装置全回流2h。以恒定回流比采出轻组分,记录采出过程中温度变化及采出质量并分析其组成;当塔顶温度继续升高至设定温度后,改变回流比,采出中间组分并进行记录和分析;待塔顶温度继续升高至下一设定温度后,关闭回流比控制器,停止采样并关闭塔釜及加热带电源,待全塔温度降至室温后关闭循环冷凝水,停止实验。值得注意的是,在1,4-丁二醇脱水产物中含有少量的水,常压下水会与四氢呋喃及正丁醇分别形成最低共沸物,其中水-四氢呋喃共沸体系的共沸点为64℃,略低于四氢呋喃的沸点(66℃),因此该共沸物会首先从塔顶采出。但是由于本文所用原料为1,4-丁二醇脱水反应后通过3A分子筛进一步吸附脱除液态水之后的粗产品,其中液态水质量分数为0.03%。相对于其他物质来说含量很低,对间歇精馏过程的影响十分有限,因此没有对其共沸组成进行分析和研究。3-丁烯-1-醇收率的计算公式如式(1)。

式中,m1、m2分别为中馏分及1,4-丁二醇脱水产物的质量;w1、w2为中间馏分及1,4-丁二醇脱水产物中3-丁烯-1-醇的质量分数。
1.3 分析测试仪器
样品的组成分析使用福立9790II 型气相色谱(GC),配备有PEG-20M 毛细柱(50m×0.32mm×0.25mm)及氢火焰离子化检测器(FID)。分析条件为:气化室温度270℃;检测器温度300℃;柱箱温度为程序升温,具体为:60℃保持6min,后以18℃/min 的升温速率升高至240℃,保持2min。气相色谱载气为氮气(0.04MPa),燃气为氢气(0.1MPa),助燃气为空气(0.1MPa),样品进样量为0.2μL。
1.4 间歇精馏流程模拟
采用Aspen Plus软件中的Aspen Batch Distillation间歇精馏模块对1,4-丁二醇脱水产物的间歇精馏过程进行模拟,模拟流程如图1所示。其中1,4-丁二醇脱水产物中主要为含氧有机物,为极性非电解质体系,由于缺少部分物质的二元交互参数,故热力学模型选择适用于非理想物系、可推算组分活度系数和二元交互参数的UNIFAC模型。
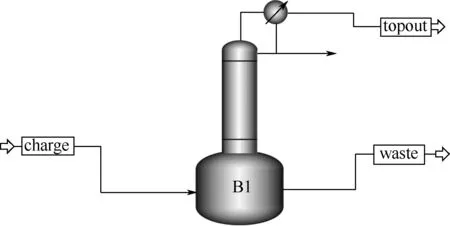
图1 1,4-丁二醇脱水产物间歇精馏过程的模拟流程
2 结果与讨论
2.1 不同阶段回流比的计算
在本文的间歇精馏过程中,混合物被分割成为三个间歇切割精馏组分:以四氢呋喃为主的轻组分,以目的产物3-丁烯-1-醇为主的中间沸点组分以及以2-丁烯-1-醇、γ-丁内酯及1,4-丁二醇为主的重组分。因此整个1,4-丁二醇产物分离过程分为3个阶段,依次是全回流阶段、轻组分回流阶段和中间组分馏分阶段。在此过程中,塔釜温度、各阶段回流比、各阶段接收结束条件等操作条件对目的产物纯度、单程收率、操作时间都有较大影响,需要对其进行优化。而初始操作条件的选择在间歇精馏的模拟和优化中至关重要,直接关系到模型计算是否可收敛以及所得结果是否在合理范围之内。
在1,4-丁二醇产物分离的过程中,回流比是影响间歇精馏效率以及能耗的一个重要指标。对于轻组分分离阶段的回流比,以四氢呋喃和3-丁烯-1-醇相邻组分作为轻、重关键组分计算最小回流比,再根据经验公式R=(1.1~2)Rmin,可以计算得到适宜的初始回流比x1。中间组分回流比则以3-丁烯-1-醇为轻关键组分,以2-丁烯-1-醇为重关键组分计算最小回流比,并得到初始回流比x2。由于原料组成较为复杂,且间歇精馏为非稳态过程,因此,本文在塔板及冷凝器持液量忽略不计,且精馏塔内气液流动为恒摩尔流的假定下,推导二元组分相对挥发度为常数时的最小回流比计算方法[21]。二元理想体系基本方程为相平衡方程[式(2)]、物料衡算方程[式(3)]、轻关键组分物料衡算方程[式(4)]、Rayleigh方程[式(5)]如下。

在间歇精馏过程中,由于相对挥发度和回流比的不同,瞬时恒浓区可能出现在精馏塔的不同位置[22]。王为国等[21]对恒浓区总在塔釜以及恒浓区从塔顶向塔釜转变的两种过程进行了详细讨论。当瞬时恒浓区在塔底时,则有式(6)。

由式(2)~式(6)可得式(7)。

而当瞬时恒浓区由塔顶向塔釜转变的过程中,设在瞬时恒浓区中塔釜轻组分的浓度为xWc,则有式(8)、式(9)。

将式(2)~式(4)、式(9)代入式(5),积分整理得式(10)。

将式(2)代入式(8)得式(11)。

将式(11)代入式(10)得式(12)。

如果瞬时恒浓区由塔顶向塔釜转变,式(12)中xWc在区间[xWe,xF]内必定有唯一解[21]。因此,若式(12)有唯一解,则瞬时恒浓区油塔顶向塔釜转变,可通过式(10)计算最小回流比;反之,则可通过式(7)计算得到相应的最小回流比[21]。考虑到市售3-丁烯-1-醇最低纯度为95%,因此要求塔顶得到纯度高于95%的3-丁烯-1-醇产品时,最小回流比计算结果见表3。

表3 最小回流比计算结果
所得收集轻组分阶段的最小回流比为8.54,收集过渡组分的最小回流比为9.67。两段分离过程中回流比的初值可按照最小回流比的1.45倍取值。而塔釜温度、轻组分和中间组分接收器结束温度等参数的初值可根据经验,在确保塔系统安全有效运转的前提下确定为174℃、66.5℃、114℃。
2.2 Aspen初始模型的验证
在Aspen Batch Distillation 模拟实验之前,需先检验建模过程中所选取的物性方法、模型参数等是否能真实反映该体系间歇精馏的实际过程。一般来说,通过将验证性实验与模拟结果进行对比,若相对误差在8%以内,即可认为模拟结果是可信的[23]。模型的验证实验在间歇式精馏分离系统中进行。整个分离阶段包括全回流、轻组分阶段、过渡馏分阶段,实验操作参数选择上文中计算得到的初值。模型的模拟过程中,模型所采用的操作参数和间歇精馏实验一致,通过调整所建立模型中的理论塔板持液量、塔顶冷凝器持液量以及理论塔板数等,使模拟过程中温度的变化趋势与间歇精馏实验相符合,塔顶采出产品浓度与实验过程尽可能地接近。

图2 塔顶温度随精馏时间的变化
图2 为不同精馏时长下,Aspen 模拟和间歇精馏实验分别得到的塔顶温度变化图。从图2中可以看出,塔顶温度在65℃左右保持13min后迅速升高至113℃左右,并保持至178min,随后塔顶温度继续上升。图中出现的两个温度稳定段分别对应于轻组分的馏出和中间组分的馏出。在轻组分分离阶段,原料液中的轻组分被迅速加热,经过多次蒸发-冷凝过程到达塔顶并被采出;随后3-丁烯-1-醇不断在塔顶富集,因此温度迅速升高,精馏进入中间组分分离阶段。随着塔内3-丁烯-1-醇的含量降低,更高沸点的重组分在塔顶富集,塔顶温度出现进一步的上升趋势。图3 为塔顶馏分中四氢呋喃和3-丁烯-1-醇的质量分数。在轻组分馏出阶段,四氢呋喃纯度保持在99%左右;随着精馏时间的延长,由于塔内四氢呋喃含量的降低,塔顶出口处四氢呋喃的纯度迅速降低至1%以下。而3-丁烯-1-醇的含量则迅速上升并保持在98%以上,直到中间组分精馏分离过程结束。从上述结果中可以发现,对于1,4-丁二醇脱水产物的间歇精馏过程,Aspen 模拟与实验所得结果变化趋势是一致的。
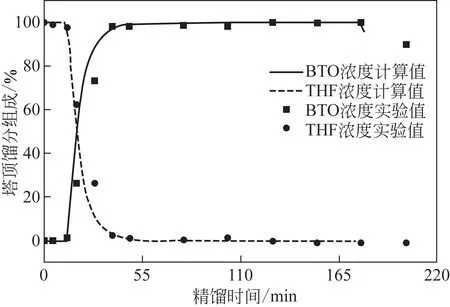
图3 不同精馏时间下塔顶馏分组成对比
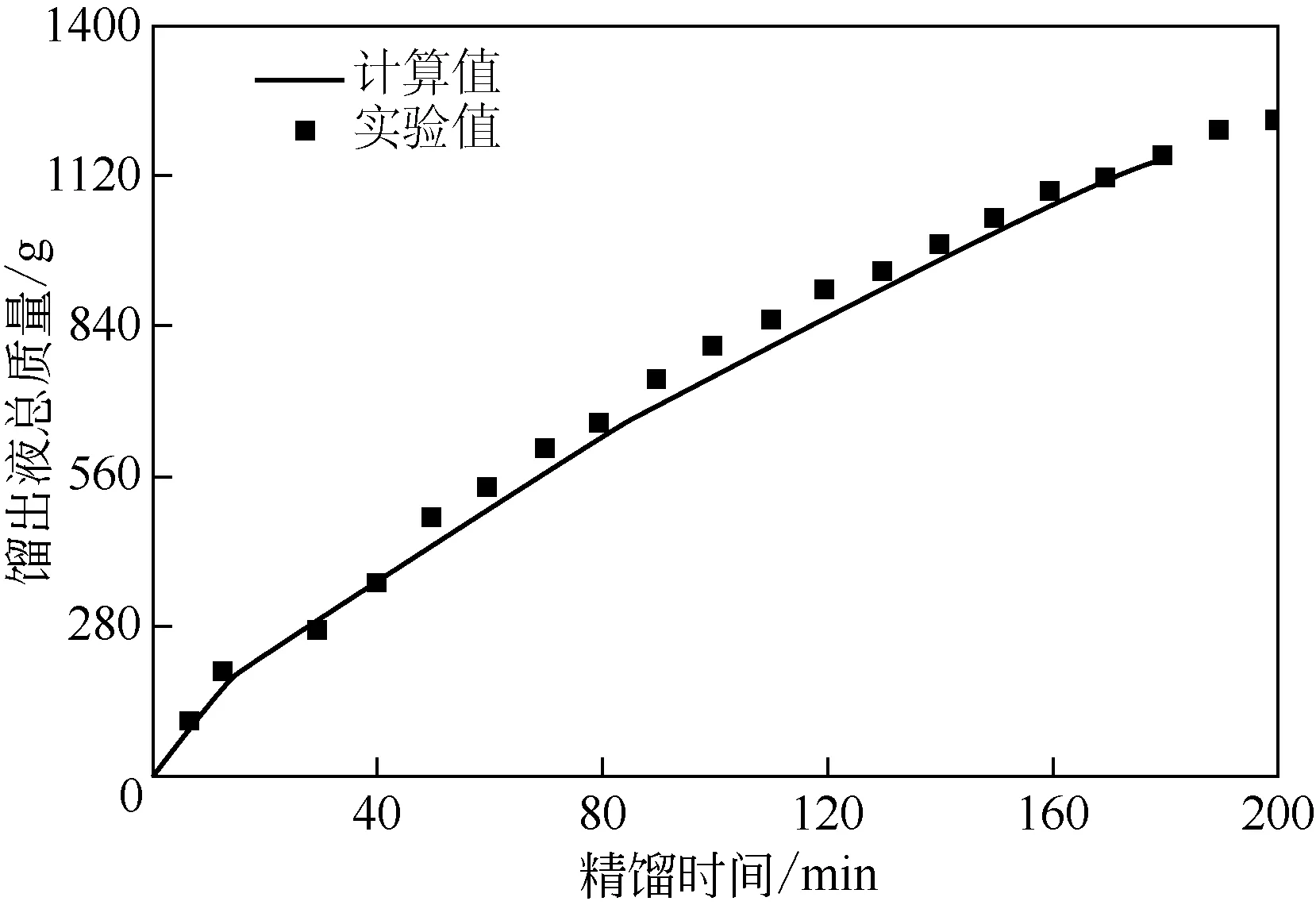
图4 不同精馏时间下塔顶采出总质量对比
图4为塔顶馏分总质量随精馏时间的变化图。在轻组分分离阶段,塔顶馏分总质量增加较快,在中间组分分离阶段,增大回流比之后,其增加趋势下降。可以看出,实验中塔顶温度及馏分的瞬时质量分数变化趋势和计算结果一致(表4),实验所得3-丁烯-1-醇纯度为93.2%,单程收率为61.9%,精馏时间为3.0h,Aspen模拟值与间歇精馏实验值最大相对误差为3.3%,说明对1,4-丁二醇粗品中物性估算和模型中热力学方法UNIFAC的选择比较合理。同时也可以得到间歇精馏模型中的模型参数,其中理论板数为50块,塔顶压力为101.325kPa,全塔压差为1.52kPa,塔顶冷凝器持液量为0.0055kg,每块理论板持液量为0.0009kg,塔釜传热系数为250W/m2·℃。

表4 Aspen Batch Distillation模型验证结果
2.3 均匀实验设计及Aspen模拟结果
由上文可得,间歇精馏模型基本参数及间歇精馏初始操作参数,模拟与实验数据之间的相对误差较小,采用Aspen Batch Distillation模型对本流程工艺进行模拟是可行的,可以在此基础上进行1,4-丁二醇粗产品多元体系分离过程的优化。本实验采用均匀试验设计法对1,4-丁二醇脱水产物间歇精馏分离过程中的操作参数进行优化。待优化参数见表5,各待优化参数的取值范围为上文所得初始参数的±20%。
在试验方案安排过程中,选用U8*(85)的均匀设计表进行间歇精馏模拟的均匀试验设计,设计方案及模拟结果列于表6。
表5 待优化参数取值范围
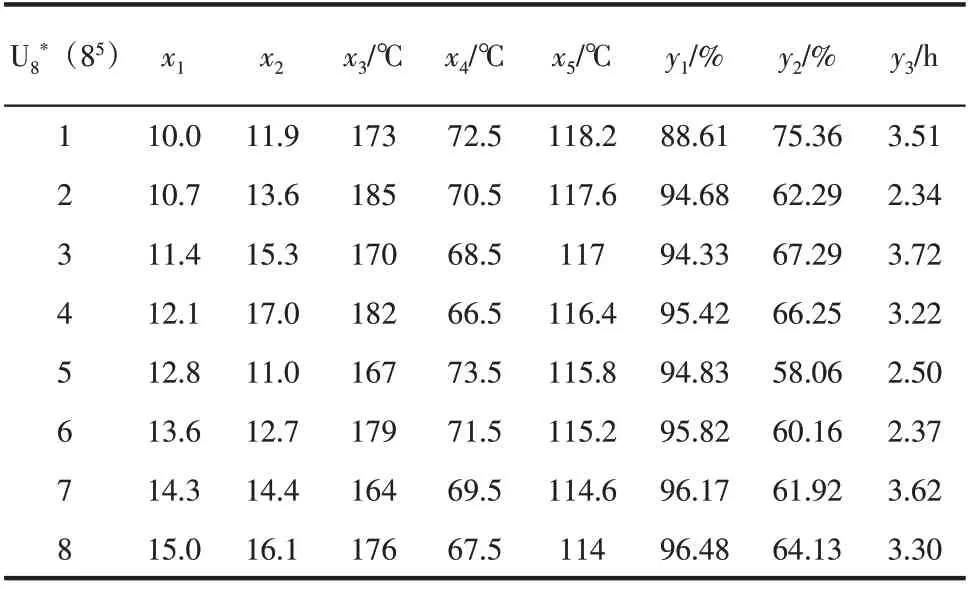
表6 实验方案安排表及模拟结果
在对间歇精馏过程进行多目标优化时,各个参数的变化趋势和变化范围往往差异较大。因此,为了求取最佳操作条件,就需要将各个参数统一量纲,并对多目标函数的优化趋势进行一致性处理。本文采用隶属度[yn=(y-ymin)/(ymax-ymin)]的概念对各参数量纲进行统一,并通过求倒数的方法将目标函数的优化问题转换为求取最大值的问题,以此对多个目标函数的优化趋势进行一致性处理[19,24]。此外,因每个目标函数对于间歇精馏过程的贡献程度不同,需要根据其重要性赋予不同的权重,从而将多个目标函数转化为单目标函数。就本分离体系而言,3-丁烯-1-醇单程收率及3-丁烯-1-醇纯度最为重要,因此给予3个目标函数的权重依次是3-丁烯-1-醇纯度0.3,3-丁烯-1-醇单程收率0.6,操作时间0.1[19]。经过变换后的目标函数脱水产物间歇精馏实验方案及相应的Aspen模拟结果如表7所示。
利用Matlab 对表7 数据进行二次多项式拟合,要求总目标值最大,拟合结果见式(13)。

所得到的y0最大值为0.6901,最佳操作参数组合是x1=14.91,x2=17.00,x3=180,x4=73.81,x5=117.69。拟合所得相关系数R2=1,离均差平方和SS=0.0558,均方差MS=0.00372,说明模型稳定。通过数学模型可以看出,x25的系数较大,x1x3系数次之,说明不同操作参数对目标函数的影响不同,轻组分回流比、塔釜温度和中间组分接收器结束温度对整个过程的收率和操作时间影响更大。Aspen模型优化得到的最佳操作条件还需进一步通过间歇精馏实验进行验证。图5为最优操作参数下模拟与实验所得塔顶温度随操作时间的变化图,图6为精馏塔塔顶馏分组成随操作时间的变化图,可见二图中实验值与计算值随操作时间的变化趋势十分吻合,实验结果与模拟结果基本一致。实验所得3-丁烯-1-醇单程收率为73.5%,纯度为95.1%,分别比优化前提高了11.3%和1.9%。3-丁烯-1-醇纯度、单程收率和精馏过程操作时间实验值与模拟值间的相对误差见表8,最大相对误差为4.2%。

图5 不同精馏时间下塔顶温度对比
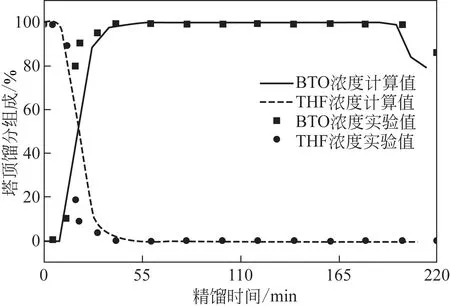
图6 不同精馏时间下塔顶馏分组成对比
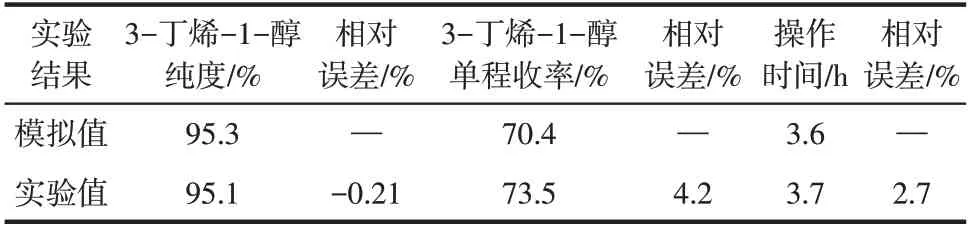
表8 优化操作参数的间歇精馏模拟和实验结果
3 结论
本文提出了1,4-丁二醇脱水产物的间歇精馏分离工艺,使用Aspen Batch Distillation模块对该工艺进行模拟,并通过均匀设计的思想对过程的操作参数进行了优化。实验结果表明,Aspen Batch Distillation 模块可以较好地模拟1,4-丁二醇脱水产物的间歇精馏过程,通过实验和模拟得到的3-丁烯-1-醇纯度、单程收率和精馏过程操作时间的相对误差均小于5%。操作参数优化后又经过实验验证,发现所得3-丁烯-1-醇的纯度可达95.1%,收率可达73.2%,比优化之前分别提高了1.9%和11.3%。上述结果可对多组分间歇精馏的设计和优化提供一定思路,同时也为1,4-丁二醇脱水生成3-丁烯-1-醇的工业化提供了一定的理论基础和数据支撑。
符号说明
m1,m2—— 中间组分及1,4-丁二醇脱水产物的质量,g
nDe—— 塔顶馏出液总量,mol
nF—— 间歇精馏原料量,mol
nWe—— 精馏终了的釜液量,mol
R,Rm—— 回流比和最小回流比
w1,w2—— 中间组分及1,4-丁二醇脱水产物中3-丁烯-1-醇的质量分数,%
x—— 液相中轻组分的摩尔分数,%
xD,xDm—— 馏出液中轻组分的瞬时摩尔分数和平均摩尔分数,%
xF,xW,xWe——原料中、釜液中及塔底产品中轻组分的瞬时摩尔分数,%
xWc—— 瞬时恒浓区中塔釜轻组分的浓度,%
x1,x2—— 轻组分阶段回流比和中间组分分阶段回流比
x3—— 塔釜温度,℃
x4,x5—— 轻组分接收器结束条件和中间组分接收器结束条件,℃
y—— 气相中轻组分的摩尔分数,%
y0—— 经过一致性处理、隶属度变换及赋予权重转化后的目标函数
y1—— 中间组分接收器中3-丁烯-1-醇纯度,%
y2—— 3-丁烯-1-醇单程收率,%
y3—— 间歇精馏操作时间,h
α—— 相对挥发度
η—— 塔顶产品中轻组分的收率,%