汽车涂装二次流痕问题浅析
2020-07-07覃彩媚东风柳州汽车有限公司广西柳州545005
覃彩媚 (东风柳州汽车有限公司,广西柳州 545005)
0 引言
在汽车生产过程中,白车身在经过电泳工艺时,电泳涂料等液体成分会残留在车身结构的空腔、开闭件的折边缝隙等处,由于电泳液表面张力产生的毛细作用,致使部分电泳涂料能够克服重力留存于钣金搭接的缝隙中。进入烤房温度升高后,电泳涂料的表面张力随之降低,当其表面张力不能克服重力时,残存的电泳涂料就会流出(当急剧升温时致使缝隙中的电泳涂料沸腾而挤出),流或滴于车身外表面,同电泳涂膜一起交联固化最终形成二次流痕(图1)。电泳流痕是长期以来业界难于攻克的生产实际中的普遍问题,本研究通过我公司现场典型的车身流痕案例,对电泳流痕缺陷问题进行分析解决。
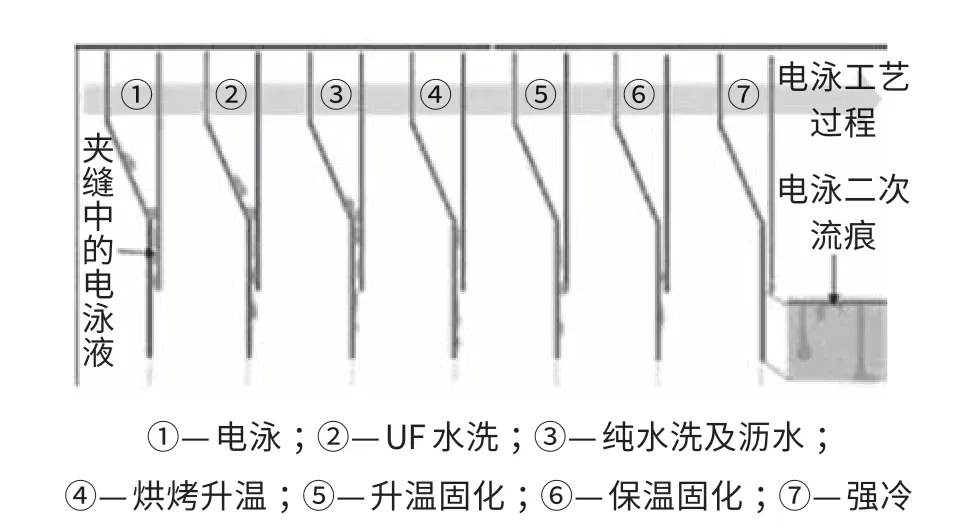
图1 二次流痕的产生过程Figure 1 The formation process of secondary flow marks
1 问题表现
车身电泳烘干后,车身积液滴于车身表面,形成二次流痕,颜色为棕黄色,触摸时有较强的凸起感,在面漆喷涂后仍清晰可见,影响车身外观。轻微的流痕问题通过砂纸手动打磨即可解决,但凸出明显、长度较长的流痕问题则必须使用打磨机进行打磨处理,这种处理方式严重破坏了电泳漆漆面,导致打磨区域漏钣金。电泳漆被破坏后,车身的防腐性能大大降低,导致售后索赔的锈蚀问题增加,影响产品的品牌口碑。此外,由于电泳流痕硬度较高,呈下垂线条状,打磨处理需要花费较长时间以及较多人力,导致打磨工作量增加,大大降低了生产效率。
2 二次流痕原因分析
2.1 车身结构设计的影响
新车型开发过程中的工程化设计阶段是决定该新车型量产后制造过程是否顺利的关键。在新车型设计阶段的前期,通过涂装SE 仿真分析,预防结构问题导致的涂装缺陷,以此预防与解决电泳流痕问题,是效率最高、成本最低的途径。
对产生流痕问题的车身结构(见图2)进行分析,发现在车身前门后视镜安装位置存在空隙结构,电泳漆或其他沾污槽液进入该空隙后因表面张力大于重力而积存在该位置。由于缝隙较小,且内部结构弯曲复杂,后续即便通过压缩空气吹扫也很难将其内部的电泳漆完全去除。
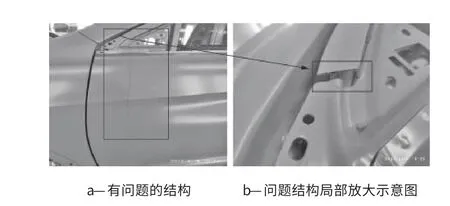
图2 结构问题导致的流痕Figure 2 Structure-induced flow marks
2.2 焊装制造过程的影响
2.2.1 折边转角空腔的影响
折边工艺过程示意图见图3。
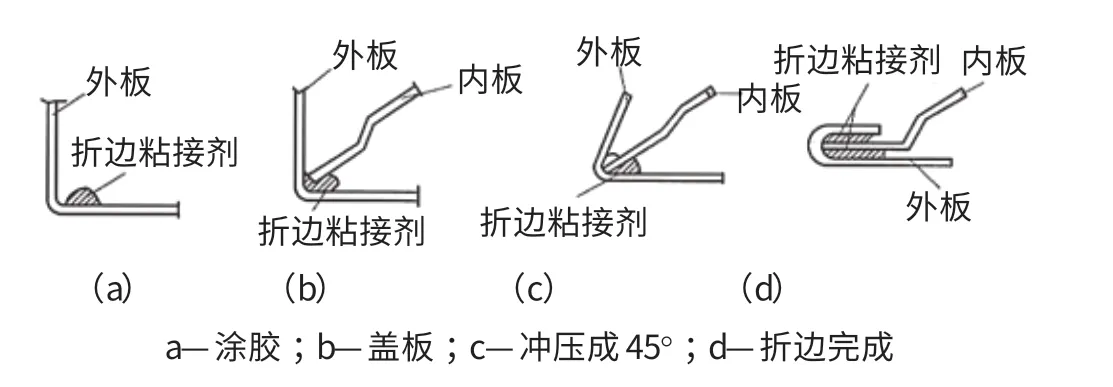
图3 折边工艺过程示意图Figure 3 Process scheme of edge fold
焊装白车身转入下一工序涂装时,对其包边厚度及间隙、包边内部情况均有控制要求,通过拆解流痕故障件可以看出,发生流痕的故障车门的折边转角部位有明显的空腔,导致该车门在过前处理电泳段的时候各槽体漆液会进入空腔,且由于毛细作用漆液无法排出而存留在空腔内,在经过烘房时空隙内的液体热膨胀流出,形成车门上部流痕。流痕问题验证过程示意图见图4。
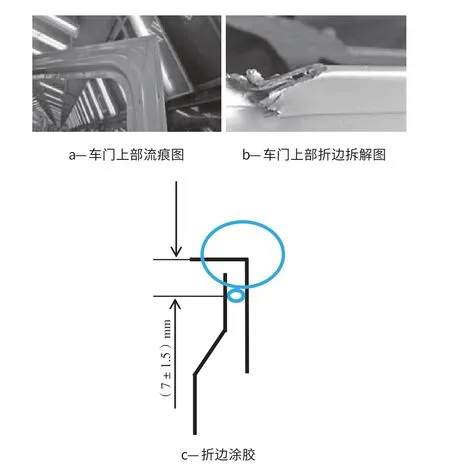
图4 流痕问题验证过程示意图Figure 4 The verification process scheme of flow marks
2.2.2 折边胶涂布不当
折边涂胶的各种状态见图5。
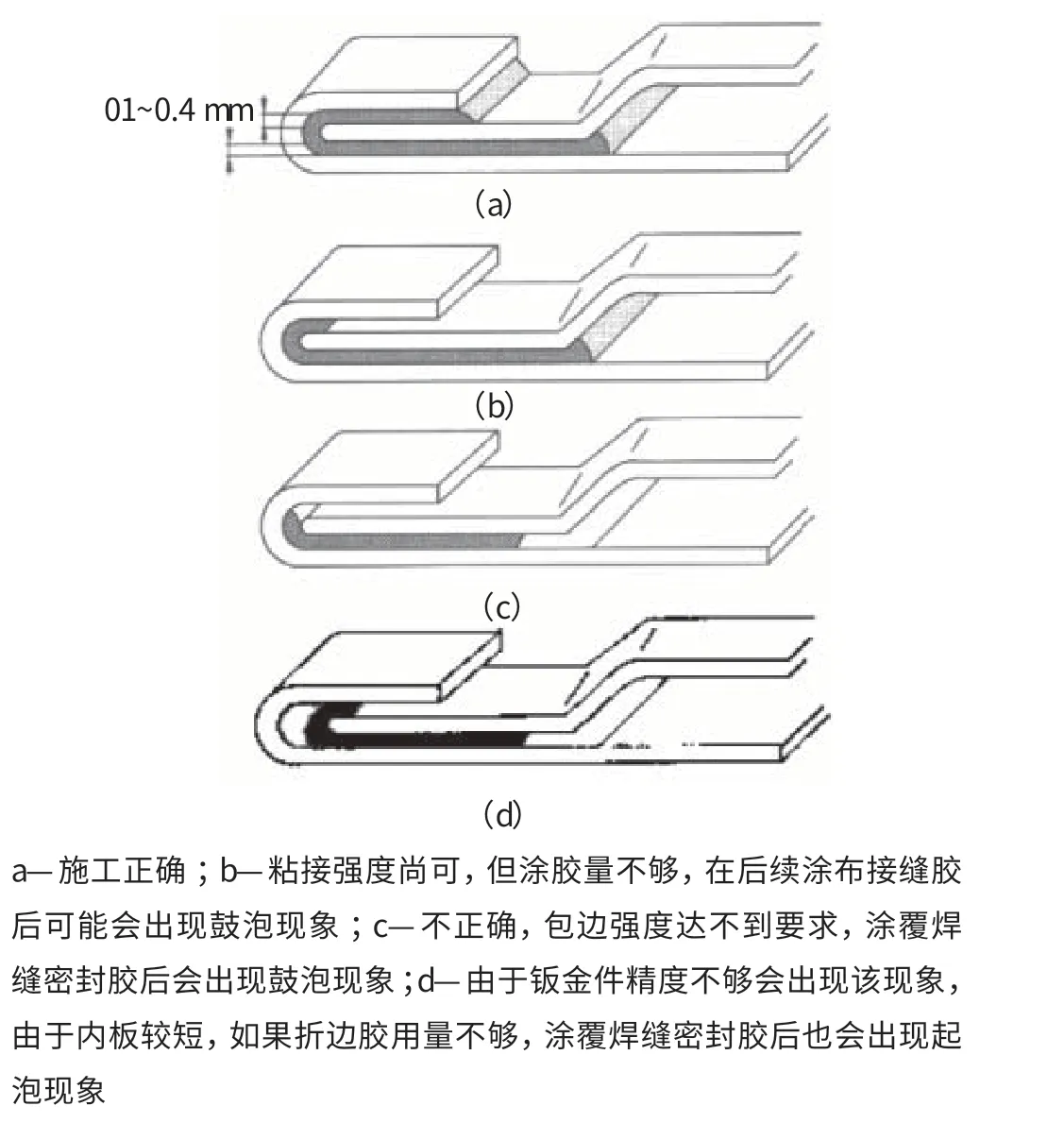
图5 折边胶的各种状态Figure 5 Various states of folding glue
将发生流痕的故障件进行拆解,拆解情况如图6所示。由图6 可见,涂胶量少且有很长一段折边未涂布折边胶,且内板外侧几乎无折边胶覆盖,导致折边积液后从两端流出,形成单台2 处、概率100%的流痕。

图6 故障件拆解示意图Figure 6 Disassembly scheme of the faulty part
2.3 涂装工艺条件的影响
2.3.1 电泳后清洗的影响
该车间的电泳工艺流程如下:电泳—UF0(新鲜超滤液零次喷淋)—UF1(超滤)喷淋—UF2 浸洗—UF3 喷淋—新鲜超滤液喷淋—纯水浸洗—纯水喷淋—新鲜纯水喷淋—车身沥水—压缩空气吹水—电泳漆烘烤。在生产过程中可能导致电泳流痕的因素主要是电泳后的清洗效果以及烘烤时的升温速率,而电泳后的清洗,该车间泳后纯水洗采用了先浸洗后喷淋的设计,这在一定程度上导致了流痕问题的发生几率增大。对于像汽车车身等结构复杂的被涂物,浸洗工序才可将车身空腔内表面的浮漆及夹缝内的积液清洗干净,而将浸洗槽设置在喷淋槽之前作为第1 道纯水洗,会导致浸洗槽比喷淋槽更容易沾污,且槽液固体分含量更高,不利于夹缝内积液的清洗,从而导致二次流痕的产生。
2.3.2 烘房升温速率的影响
根据流痕产生的原理可知,若在烘烤升温过程中,降低升温速率,使缝隙内的水分缓慢蒸发,可减少因快速升温时缝隙内液体爆沸而产生的流痕。通过对比我司同一车型在不同线体生产时的流痕情况(表1)可以发现,在涂装生产工艺一致的情况下,烘烤时的升温速率对流痕问题有较大影响,升温速率较低的线体,各车型的单台流痕处数均小于升温速率高的线体。

表1 不同升温速率下各车型的单台流痕处数Table 1 Number of single flow marks on each model at different heating rates
2.3.3 工装使用不当的影响
工装使用不当问题主要分为3 个方面:
(1) 工装长度等问题导致开闭件开启角度不合理。这类问题主要集中在五门一盖的包边部位。以我司某车型左右后门锁体部位流痕为例,在车门开度不合适时,车门锁体位置缝隙产生的积液会直接掉落在门框上,形成需要打磨处理的二次流痕。通过更改车门的工装来增加车门的开启角度使流痕问题得到有效解决。
(2) 工装本身的设计问题。这类问题主要为工装自身存在积水结构,在工装随车身通过前处理电泳线时,由于工装结构内藏有沾污槽液,积累的槽液未能在沥干区沥出,导致过烘房时,温度上升后,积液滴落至车身外观部位,形成需打磨的二次流痕。
(3) 工装安装不当。这类问题主要集中在车身小零部件的装载工装上(比如油箱盖安装工装),由于车身零部件本身结构复杂,且零部件多由供应商进行焊接制造,包边及涂胶未能进行有效监控,导致车身零部件极易发生流痕问题。当工装安装不当时,零部件流痕滴落至车身外观位置,导致二次流痕的产生。
3 二次流痕问题的解决方案
3.1 车身结构导致的流痕解决方案
该制件为外协辊压制件,经与产品设计人员及焊装车间沟通,各部门人员认为更改结构涉及模具更改,成本较高,且更改后会影响后视镜的装配,不建议对结构进行更改。因此主要通过封堵进行改善解决,在电泳后用拇指胶封堵该位置缝隙孔处,可将该位置流痕率由100%降至0。
3.2 焊装制造导致的流痕解决方案
3.2.1 折边转角空腔流痕的解决方案
焊装工序通过修模,将整条包边结构更改为水滴状包边,加长了后部的料边,并且改善了原有中门上部包边的紧密程度,包边的最大间隙在0.1 mm 左右,通过检查,使用A4 纸无法塞入包边。更改之后,中门上部的流痕数量大幅减少,由原来的70%降低至20%左右。
3.2.2 折边胶涂布不当流痕的解决方案
通过涂胶调整,多种涂胶方案试制,最终确定了2种有效方案(图7)。
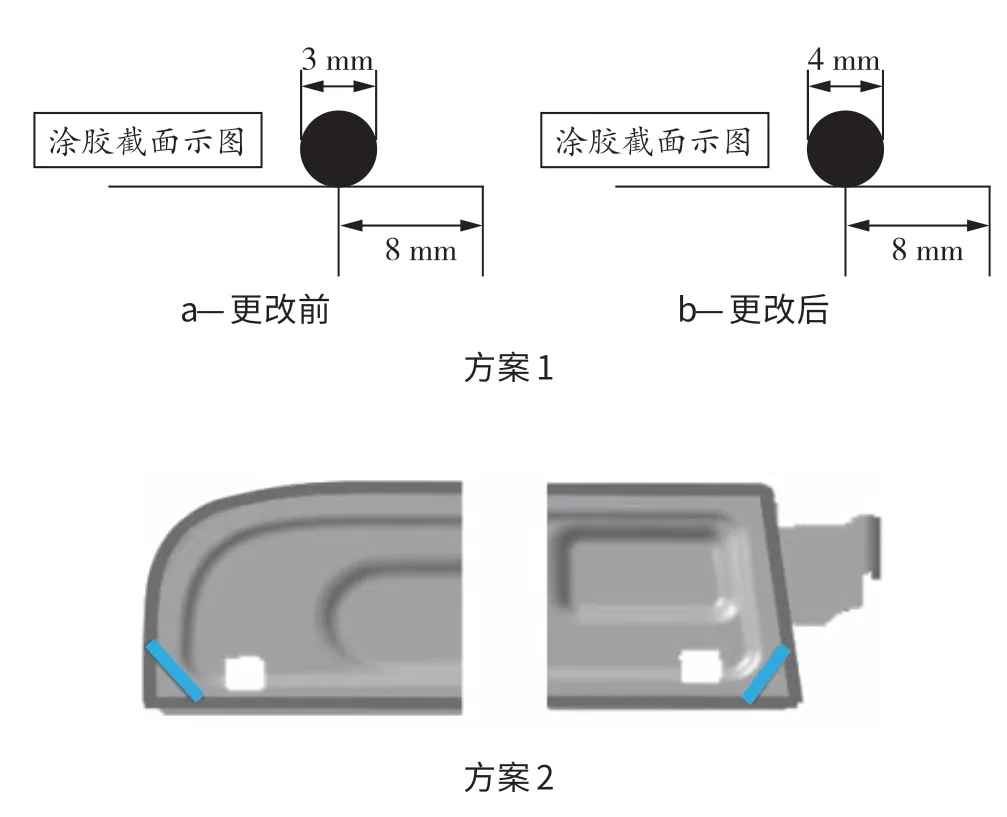
图7 更改涂胶方式Figure 7 Modified folding edge coating method
方案1:增加涂胶量,将胶体直径由3 mm 改为4 mm(图7,原公差范围保持不变)。
方案2:在两处拐角区域增加一段胶,如图7 中蓝色线位置所示,对该位置涂胶起到引流的作用。
2种涂胶方案均可使该位置流痕数减少90%左右,但方案1 实施过程中导致焊装工序溢胶严重,增加了溢胶后擦拭的工作量,不选择使用,实施方案2,无工作量增加,且可有效减少流痕的发生。
3.3 涂装工艺导致的流痕解决方案
3.3.1 泳后清洗及烘房升温速率导致的流痕解决方案
由于生产线布置、车身烘烤线体长度及整体烘烤条件的限制,通过更改线体或者延长升温时间来解决流痕问题并不现实。因而只能通过在电泳烘干室前的吹水工位增加吹水作业,在湿膜状态车身进烘房之前,通过压缩空气枪对车身易发生流痕的位置进行吹水作业,可有效改善流痕问题。
3.3.2 工装问题导致的流痕解决方案
工装问题导致的流痕,主要解决方法如下:
(1) 工装长度问题导致车门开启角度不当。此问题导致的流痕,需更改工装的长度或者结构才可解决,这就导致了需重新设计和生产满足要求的新工装,需花费较多的人力、物力及财力资源,导致成本增加。我司结合车身结构、工装结构,通过增加铁线卡位的方式,在增加车门开度的同时,又不会大幅增加成本(铁线价格低,安装简便且可重复利用)。
(2) 工装安装不当问题。这类问题主要发生在单个工装装载2 个及以上零件的情况中,由于安装过程中未将零件按压错位开来,导致上下零件重叠,上方零件积液滴落至下方零件外表面,产生流痕。我司通过锯短上方零件卡位(图8 中蓝框位置),使得上方零件自动与下方零件产生错位,无需人工按压错位,该位置流痕问题得到100%的解决。

图8 工装安装不当导致的流痕解决方案Figure 8 Solutions for flow marks caused by improper tooling installation
4 结语
电泳二次流痕不仅带来车身外观质量问题,还因打磨造成车身防腐性能下降及人工成本增加等问题。而二次流痕大多源于产品设计初期结构缺陷所致,因此产品开发前期应从生产线工艺、冲焊工艺、车身结构设计等多方面、多角度进行分析,从源头避免电泳流痕的产生,避免后期产品定义和设备更改以及工艺调整带来的巨大成本投入和浪费。通过分析几类典型的二次流痕案例,为生产过程中的流痕问题解决提供理论依据和实际借鉴,同时为产品设计提供相应的参考作用。