浅析汽车车身的涂装防腐性
2020-07-07李梁,王磊
李 梁,王 磊
(上汽通用五菱汽车股份有限公司青岛分公司,山东青岛 266555)
0 引言
汽车车身腐蚀是我国除去交通事故、零件磨损外致使汽车损坏报废的重要原因之一。另外,全世界每年每辆汽车因金属腐蚀而导致的平均损失在150~250 美元。造成腐蚀的主要原因是酸性雨淋、工业性大气、沿海含氯化钠等环境引起的车身钣金的电化学腐蚀。针对车身防腐性能的提升,多数汽车企业有专门的防腐方法和评价标准,并将涂装同步工程应用到新车型的开发中。在汽车设计同步工程中,从车身结构设计、材料、工艺等多方面进行分析,改善车身结构设计,提升内腔电泳漆膜的防腐性。
1 车身材料防腐性分析
目前汽车制造所使用的材料主要以金属为主,通用的金属材料主要包括黑色金属和有色金属。黑色金属也就是通常所说的钢铁材料,在汽车总质量中占比约为72%~88%,主要用于汽车的车身、底盘、动力和传动系统等。在车身用材中,钢铁材料占比90%以上,由轻质合金材料构成的有色金属占比不足10%。车身常用的钢铁材料按表面结构特征可以分为普冷碳钢(冷轧钢板)和涂镀层材料(一般为镀锌钢板)。
金属材料本身对于环境的抗腐蚀能力不同也会影响车身的抗腐蚀性能。不同金属材料在琼海热带季风及海洋湿润气候条件下的腐蚀速率见图1。图2 为车身冷轧板和各类镀锌板的板材穿孔腐蚀数据对比。
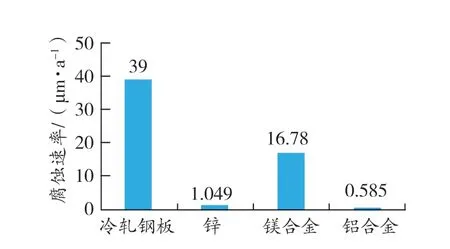
图1 不同金属材料在琼海热带季风及海洋湿润气候条件下的腐蚀速率Figure 1 Corrosion rate of different metal materials under the conditions of the Qionghai tropical monsoon and humid climate
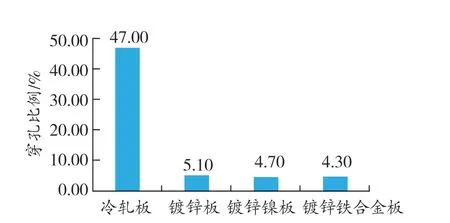
图2 车身冷轧板和各类镀锌板的板材穿孔腐蚀数据Figure 2 Corrosion data of sheet perforation of cold-rolled sheet and various types of galvanized sheet
由图1、2 可以看出,镀锌钢板在减缓腐蚀速度以及抗腐蚀穿孔的能力等方面要明显优于冷轧钢板。因此,选择适合的金属板材可以提升整车的抗腐蚀能力。据不完全统计,欧美汽车白车身中镀锌板的应用比例达到90%以上,国内自主品牌汽车白车身中,镀锌板的应用尚不足20%。随着市场对汽车腐蚀性能的关注,国内某些自主品牌白车身加大了镀锌板的使用比例。
2 车身腔体结构设计的防腐性分析
汽车涂装是汽车制造过程中最重要的工艺过程之一,主要提供防腐与装饰功能。电泳漆膜是车身板材防腐性能的主要保护漆膜,其状态直接影响车身的防腐能力。电泳漆膜的防腐质量主要受材料、工艺、生产管理等因素的影响,车身结构的设计也会影响电泳漆膜的质量。受电泳过程的限制,无法实现白车身表面100%的漆膜覆盖或者各处漆膜厚度不均一。在腔体结构处电泳漆成膜性较差,主要原因是电泳液不易进入腔体结构中,还会形成电场屏蔽,难以电泳。这种结构在车身上多分布在A 柱、B 柱、C 柱、D 柱以及加强梁、纵梁、横梁等部位。受整车性能的影响,此类结构不可避免,可以通过开孔、增大间隙等方法减少腔体面积,增加电泳液流通性,消除电场屏蔽。
2.1 开孔
开孔可以消除腔体电场屏蔽、增加电泳液在腔体内的流动性,但是开孔同样会影响此处的结构强度,增加模具成本。所以,一般开孔会与定位孔、装配孔等共用。开孔设计一般遵循优先原则,在不影响性能的条件下,多层板之间开孔,优先开对穿孔。对于车身内带“U 型”结构的加强板区域,推荐三面增加电泳孔,如图3 所示,为某车型A 柱加强板的开孔设计。若只能开一个孔,优先考虑在整车坐标Z 向最低的面上开孔。另外,孔的形状不限,面积相同形状不同的孔可以等效应用,如果受钣金宽度限制,则以小孔径,多开孔的形式布置。
开孔直径与开孔间距随结构不同,要求不同,表1 为开孔的推荐设计规范。
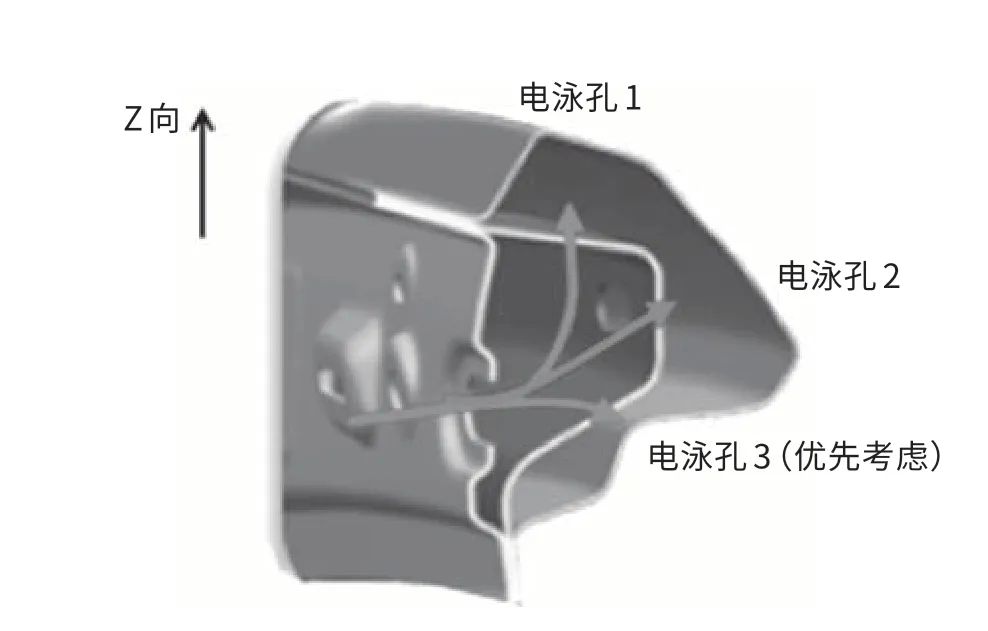
图3 U 型结构的开孔原则Figure 3 Opening principle of U-shaped structure
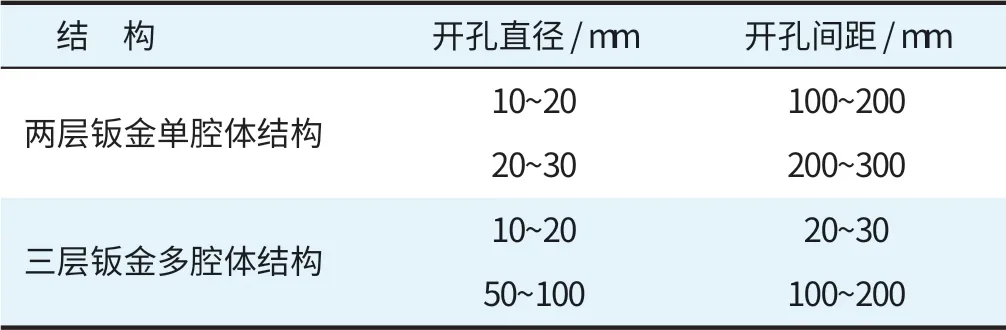
表1 开孔的设计规范Table 1 Design specifications for openings
2.2 钣金间隙
一般多层板材的间隙>5 mm,不同部位的设计要求也不同。上车体区域钣金间隙设计,除贴合面外,外板内表面与加强板外表面之间的距离,要求≥7 mm。车架区域钣金间隙设计,除贴合面外,车架内部加强板与车架底板的间隙要求≥3 mm。前后侧门、发动机罩及尾门的钣金间隙设计应满足如下要求:侧门窗框非贴合区域钣金间隙≥3 mm,尾门及发动机罩非贴合区域的钣金间隙≥7 mm。其他非贴合区域钣金间隙≥5 mm。
3 排液、排气结构设计的防腐性分析
汽车前处理电泳涂装通常设计为大型槽体,根据输送链的不同,基本上分为C 形钩、摆杆链等连续式,rodip 翻转式等形式。除去rodip 翻转式的沥水、排气效果较好外,其余形式均需要车体有良好的沥水、排气设计,否则会导致前处理电泳各槽体串槽,内腔气包影响磷化膜、电泳漆膜的质量。
3.1 排液结构的设计
排液结构可以用排液孔或排液筋设计,排液孔位置一般在车身最低点,在一定高度范围内可近似地认为排液体积与所需排液孔的面积成正比,因此车型越小,所需的排液孔的数量及面积越小。常规排液孔要求设计为沉台孔,白车身地板排液孔数量一般为10~18 个,直径为20~40 mm。四门两盖的排液孔设计在最低点及靠近左右边缘的位置,数量一般为2~4 个。图4 所示为某车型裙板排液结构的设计。
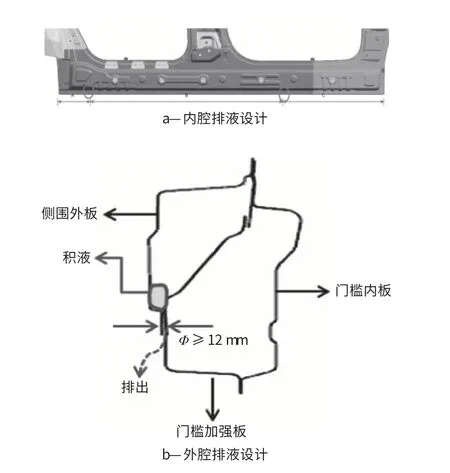
图4 门槛排液结构的设计Figure 4 Design of drain structure at the threshold
门槛内腔排液孔,要求孔径Φ≥ 6 mm,数量2~3 个,优先布置在前端和后端,其次布置在中部,根据具体结构布置,如图4a。门槛外腔排液孔孔径Φ≥12 mm,孔间距为100~150 mm,如图4b。
3.2 排气结构的设计
排气结构主要考虑区域为顶盖、B 柱上部、前后门锁勾、前后轮罩、发动机罩,尾门等位置。对于排气孔兼做电泳功能使用孔的,按电泳孔设计要求执行,排气孔半径R一般在3 mm 以上;排气孔或筋位置选取在电泳入槽最高点。对不适合开设排气孔的位置,可以起筋条,或者用其他结构代替。筋条须贯通,且筋条截面面积等效于对应的有效开孔面积,筋条半径R≥3 mm。
4 涂胶密封设计的防腐性分析
钣金的切边由于锐边效应与毛刺的存在,导致电泳漆膜较薄,防护效果差,需要在门盖切边、底盘、裙边涂覆密封胶、PVC 胶等,起到密封等作用。涂胶设计既要考虑防腐性能,又要考虑操作的便利性。
4.1 焊缝密封胶的设计
焊缝密封胶的涂胶结构设计要求白车身涂胶位置的钣金搭接间隙尺寸≤3 mm。涂胶位置多层钣金叠加的结构要求按次序搭接,且钢板边缘逐层外露。涂胶位置钣金接缝方向要求朝向操作者。涂胶路径上要求避免设计遮挡密封接缝的支架、支柱、加强板等。涂胶位置不应设计有开放的连接或无结构支撑的拐角。涂胶部位钣金接缝朝向车底的点焊法兰部位要求设计为“J”型或者“L”型法兰,避免开放的连接形式,法兰要求无冲压缺口;涂胶位置外角重叠搭接部位要求提供平面结构,外角重叠搭接缝隙部位的平面错边宽度L≥3 mm。
4.2 点焊密封胶的设计
点焊密封胶的具体设计要求:侧围外板与D 柱上外板及顶盖接缝、裙边较低区域的搭接缝隙,要求点焊密封胶与焊缝密封胶联合应用。对进入涂装车间时已被加强板或支柱遮盖或在涂装车间无法涂覆的连接,要求在焊装车间涂覆点焊密封胶。钣金接缝朝向车底外部的区域,建议在全部匹配面上涂覆点焊密封胶,焊装车身的装配方向应使点焊密封胶垂直于表面接触,避免滑动接触面。焊接的两个表面上要求提供足够的焊接空间。
5 结语
汽车车身防腐能力的提升既要在设计阶段综合考虑汽车白车身材料、结构设计对电泳漆上膜的影响,又需要在后续对冲压工艺、焊装工艺、涂装工艺等过程的稳定控制。结合使用适宜有效的试验评价系统,提升车身整体的防腐性能。