铝蒙皮半自动涂胶工艺研究
2021-06-10郭晨皓刘民东王景高晶晶王晨张双飞
郭晨皓 刘民东 王景 高晶晶 王晨 张双飞
摘要:为提高产品表面防水胶涂胶效率及涂胶质量,文章经过调研,对比现有涂3种胶方法的优缺点,结合单位生产实际,最终确定对传统手工涂胶方式进行改进,采用半自动涂胶方式。通过参数对比试验,并对试件进行淋雨试验,验证了该产品半自动涂胶工艺方案的可行性,确定了合理的工艺参数。最终证明了半自动涂胶可提升胶层表面质量,提升涂胶效率、节约胶料,可以替代现有涂胶方式。
关键词:半自动涂胶;防水胶
中图分类号:TQ330.4+5 文献标识码:A 文章编号:1001-5922(2021)01-0009-03
0前言
目前众多产品最外侧采用铝蒙皮的形式进行包裹,铝蒙皮间采用抽芯铆钉进行固定,为避免渗水,蒙皮对接位置需要涂防水胶进行防水处理。公司现有涂胶方式为人工手工蘸胶、刷胶,以某产品为例,该产品结构尺寸大,需涂胶长度约300m,要求涂胶3次,单台产品3名工人单次涂胶时长约3h,工作量大、工作效率低、人工成本高。本文针对一种半自动涂胶装置开展工艺研究,确定半自动涂胶工艺方案可行性,确定最优的工艺参数,从胶层外观、质量、效率、成本等方面对比确定自动涂胶方案的优势。
1现状调研
目前,按各行业涂胶设备及方式划分可分为3类:手工涂胶、半自动涂胶、自动涂胶。3种涂胶方式各具优缺点。手工涂胶对设备及场地的要求较低,灵活度高,同时具有设备投资小、维護费用低的特点,但是人工成本高。半自动涂胶目前多采用电动胶枪喷胶的方式进行,效率较手工涂胶高,同样具备设备简单、成本低、灵活度高的特点,但对操作工要求较高。自动涂胶采用机器人喷涂的方式进行,自动化程度高,设备投资大,人工成本低,但要求产品相对固定。
国外工业机器人起步较早,自动涂胶技术较为先进,美国的Adept Technologe公司、瑞典的ABB公司、德国的Kuka Roboter Gmbh公司等均已达到行业领先。国内机器人工业起步迟,涂胶机器人领域与国外存在一定差距-引。国内按行业划分,汽车、高铁行业发展迅速,产品结构相对固定、产量高,自动涂胶机器人应用越来越广泛,采用自动涂胶设备后使涂胶工作效率大幅提高,降低人工成本。航空工业由于其产品自身的批量小、品种多、尺寸大、精度高的特点,也针对自动涂胶的难点进行研究,正朝着智能化方向发展。航天领域各单位也结合产品结构、批量特点,部分产品正逐步由半自动、自动涂胶方式替代传统手工涂胶方式。
结合调研结果,综合考虑我公司产品特点及生产需求,针对半自动涂胶方式进行研究,开展工艺试验。
2试验方案
2.1方案制定
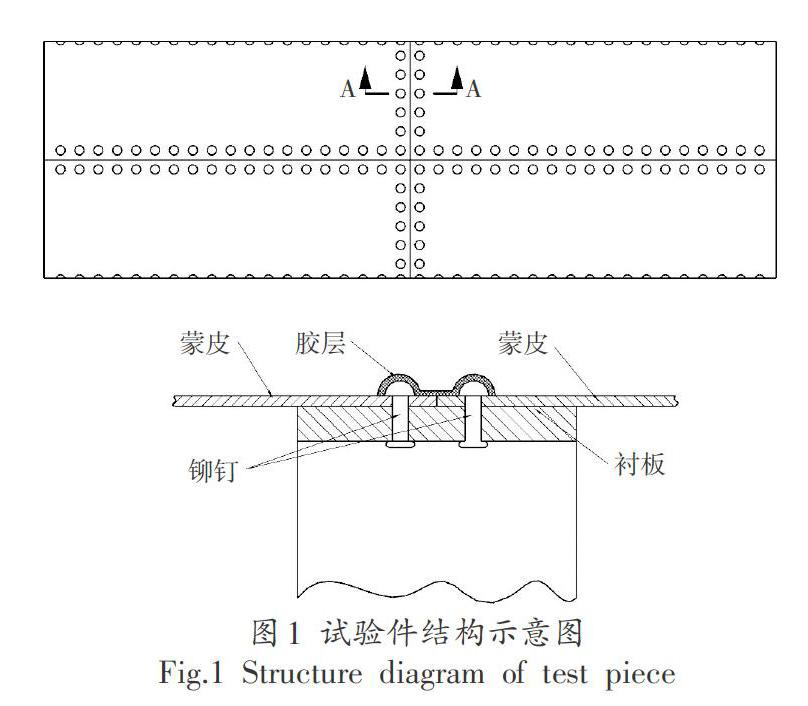
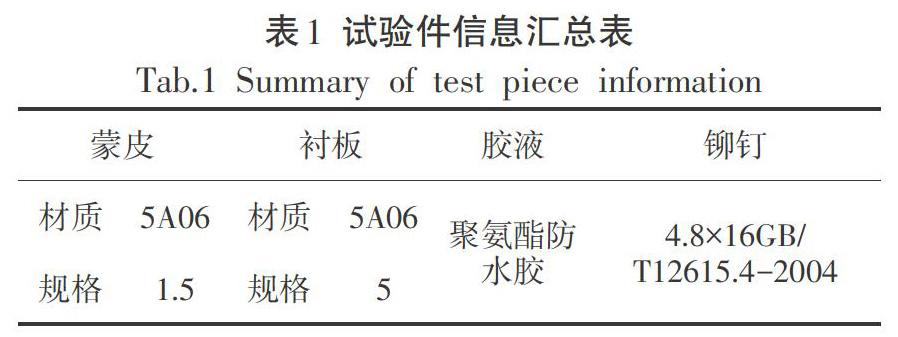
本次试验采用设计要求的防水胶,试件为与产品同材质的缩小样件,如图1所示,8张铝蒙皮进行卷制,卷制后形成筒形,使用条形衬板衬垫后进行铆接,圆柱两端用铝板进行焊接封堵,在蒙皮对接位置及焊缝位置涂设计要求的防水胶进行密封,密封完成后进行淋雨试验,试验后切开样件判定防雨性能,试验件信息如表1所示。
采用流出法对胶的粘度进行测定,经测定该防水胶的较低,该胶固化时间8~10h,完全固化时间约14~16h,固采用电动式手持喷枪,胶料放置于储液筒中,通过旋钮调节流量,工作压力0.1-0.2bar,手动控制开关及前进速度。
2.2试验项目及试验要求
依据试验目的及方案,制定试验项目及试验要求如下:
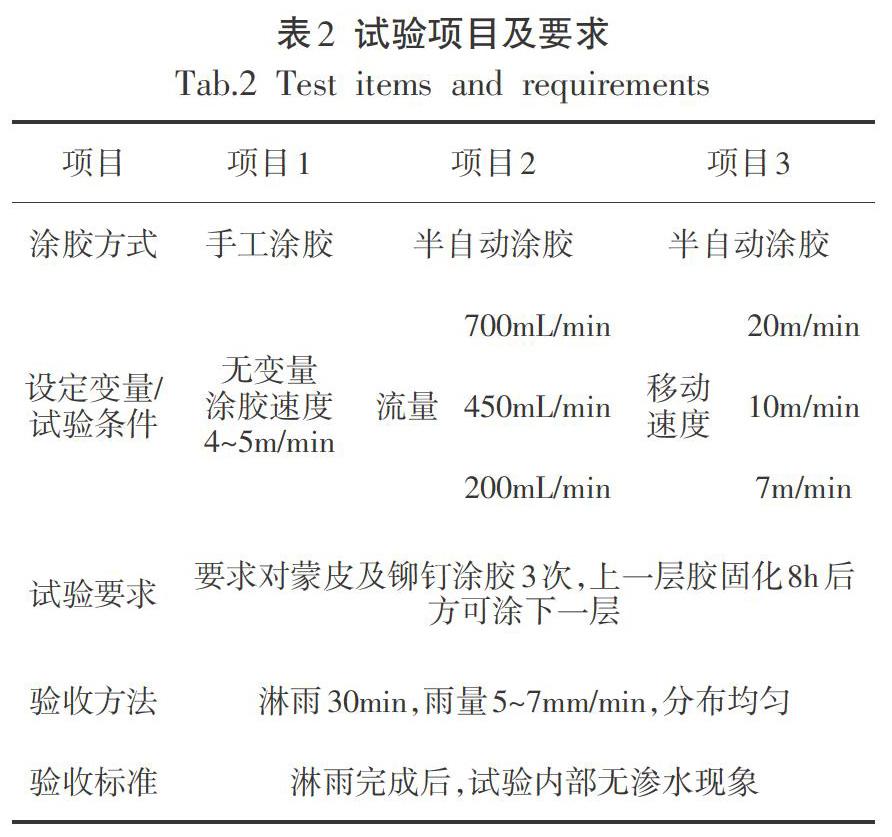
1)半自动涂胶工艺试验:设定单因素试验,确定半自动涂胶流量、喷涂速度对胶层影响(共9组试验),确定最优工艺参数。试验项目表如表2所示。
2)手工涂胶与半自动涂胶对比试验:对比手工涂胶与半自动涂胶胶层表面质量、防雨性能、涂胶效率、涂胶量。
3试验结果
3.1半自动涂胶工艺试验
根据试验方案及要求,分别对表2中项目2、项目3两变量进行了工艺试验,每组采用2件试料,分别从胶层表面质量、淋雨试验结果等几方面进行评判,试验结果如表3所示。
上述9组试验结果表明,当流量与移动速度不匹配时,表面质量差、胶层会出现过薄的现象如图2(a),也会存在过厚的现象如图2(c),当胶层过薄时,甚至会出现漏雨现象。通过上述9组试验对比,发现序号5、序号9试验结果较为理想,其中序号5的胶层厚度更为合理,如图2(b),序号9的在试验过程中,移动速度过快,出现了胶枪不易控制的情况。综合考虑,工艺参数设定为流量为450mL/min,移动速度为10m/min时,试验效果最优。
3.2手工涂胶与半自动涂胶对比试验
3.2.1外观质量、淋雨检测
选取序号5的半自动涂胶试验件与手工涂胶的试验件进行对比,可以发现当手工涂胶时,沿涂胶方向,铆钉下方存在未挂胶区域,如图3(a)所示。对比表面质量可以看出,半自动涂胶表面胶层更细致、均匀。淋雨试验结果表明,无论手工涂胶还是半自动涂胶,两者均满足要求。
3.2.2涂胶量及涂胶效率
对比手工涂胶及序号5对应参数条件下的半自动涂胶的损耗及效率,结果如表4所示,可以发现半自动涂胶效率约是手工涂胶的2倍,涂胶用量是手工涂胶的85%。
5结语
1)通过工艺试验,确定半自动涂胶的最优工艺参数。
2)对比手工涂胶与半自动涂胶,半自动涂胶胶层表面更细致、均匀,且可以满足淋雨试验的要求。
3)试验参数条件下,半自动涂胶约是手工涂胶效率的2倍,涂胶量是手工涂胶的85%。
4)针对该产品半自动涂胶方式可以替代现有手工涂胶方式。