浅谈汽车覆盖件包边型式
2016-02-23梁福金
梁福金
(柳州柳新汽车冲压件有限公司,广西柳州545100)
浅谈汽车覆盖件包边型式
梁福金
(柳州柳新汽车冲压件有限公司,广西柳州545100)
在汽车制造过程中,汽车覆盖件主要采用包边工艺来合成,包边工艺是利用模具、滚轮等手段翻边折压从而结合内外板的工序。本文基于包边工艺原理,分析了各主流包边结构形式、各包边工艺运动,重点分析各包边工艺工作部件中的结构特征,并融合企业的经验知识,对汽车覆盖件包边工艺前期选择开发与生产过程中的质量控制特点进行了分析。
包边技术;汽车覆盖件;特征
汽车行业的快速发展,不仅对汽车的安全性和节能性提出了严格要求,也对汽车的质量和外观要求越来越苛刻。包边是汽车覆盖件生产的最后一道工序,其包边质量的好坏对汽车车身的装配精度和美观性有着直接影响。本文在简述汽车车身覆盖件包边原理的基础上,重点描述了现主流汽车厂用包边工艺方式及各工艺特征
1包边技术概述
包边是将板件折弯的工艺过程,作为车身覆盖件(车门内外板、发动机罩内外板、行李箱内外板、后背门内外板关)的一种常见装配形式被广泛地使用于白车身焊装线上,如图1所示。它是通过塑性变形的方法将外层板件沿着内层板件的边缘折弯,从而将两层板件固定在一起[1]。通过包边能有效地把汽车覆盖件的锐边隐藏起来,大幅提高汽车覆盖件的安全性和外观质量,而合理的包边参数能有效保证汽车车身的装配精度。
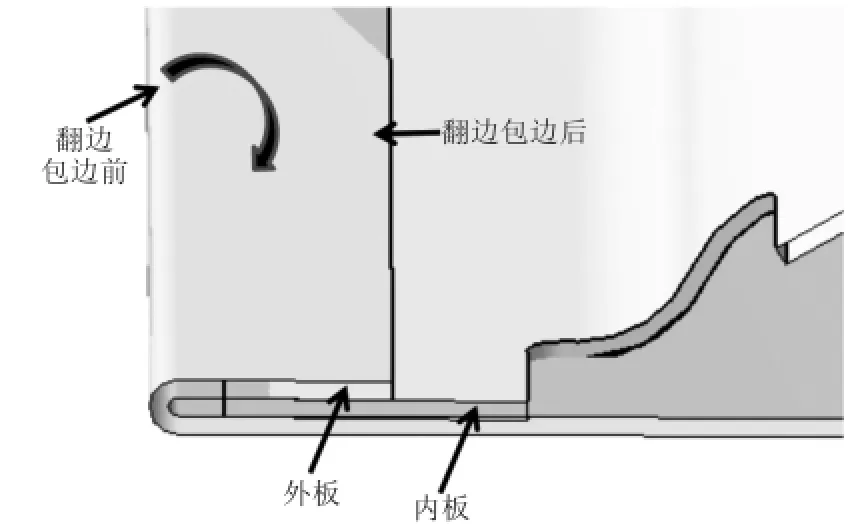
图1 包边示意图
2常用包边工艺
目前主流的汽车覆盖件包边工艺一般有模具包边、专机包边和机器人滚边包边这三种类型构成,这三种包边类型有各自的特征[2]。
2.1 汽车模具包边工艺
汽车模具包边工艺,如图2所示,是将压合模(分上模、下模)安装在油压力机上面,采用油压力机机械运动产生的压力,利用上模对车门外板进行预弯和压合,实现汽车内外板的压合效果[3]。下模有外板定位块,上模上有内板定位销,机床下行先是下模定位销接触覆盖件内板定位孔,下模继续下行将外板折弯,从而实现包边。

图2 模具包边
汽车覆盖件的模具包边的工艺有以下特点:
优点:(1)包边的尺寸可有效地控制,压力输出均匀,包边尺寸的精度比较高,且质量比较好,稳定性好,包边的工艺相对成熟;(2)包边的压合效率比较高,压合的速度快,包边过程整体控制在20 s以内,包边保持时间为6 s;(3)包边的柔韧性比较好,在通用的情况下,不同品种和规模的包边模具都可以使用压力。
缺点:(1)包边模具投入成本高,后期维护维护费用高[3];(2)模具包边开发周期长,从模具设计到后期调试耗费时间长;(3)包边噪音大。
2.2 汽车覆盖件的专机包边工艺
汽车覆盖件的专机包边工艺,如图3所示,其工艺与模具包边的工艺相似,包边专机不分上模下模,其主要分为预压刀块、包边刀块及下模座。包边专机是运用气缸的作用力实现包边,当操作人员将覆盖件内板放置在外板后,包边专机自动输送覆盖件至工作区域,先上顶杆下行,顶杆上面的定位销定住内板后,再用气缸压力实现预弯刀块下行实现覆盖件预包,最后气缸运动使压合刀块实现压合。与模具包边最大不同处在于,模具包边一次下行可完成定位,预包及包边最终工序,包边专机需分步进行,故生产效率较低。
汽车覆盖件的专机包边有以下特点:
优点:(1)包边尺寸的精确度比较高,质量好,稳定性好;(2)包边专机投入成本低,包边专机无需采用像模具包边需配合油压机使用,可节约大量成本。
缺点:(1)包边的柔韧性差,一台包边专机只能完成相应的一种覆盖件的边包;(2)包边的效率不高,包边过程整体控制在35 s以内,且占用的场地比较多,产生大量的资源浪费;(3)包边压力为气缸作用力通过机械连杆后施加在刀块上输入,容易造成压力不均,容易造成包边后覆盖件外观缺陷。
2.3 汽车覆盖件的机器人滚边包边工艺
汽车覆盖件的机器人滚边包边工艺就是通过机器人带动驱动滚边头,施加压力使外板发生塑性变形,从而将内板包裹的过程。在滚边过程中,覆盖件先进入下模座,覆盖件的定位及夹紧机构跟下模座连接在一起,当内外板定好位后,滚边头与零件外板接触使其变形,一般分为预压、终压。如图4所示。
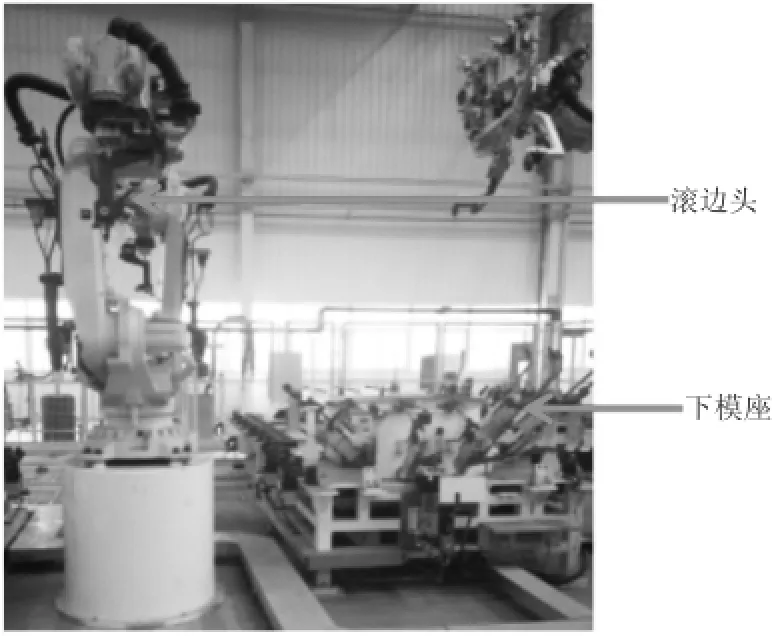
图4 机器人滚压包边
汽车覆盖件的机器人滚边包边工艺有以下特点:
优点:(1)机器人滚边工艺的成本适中,柔韧化效果较好,胎膜更换后,滚边机器人可重新编程满足其他总成包边使用[4];(2)机器人系统简单,维护成本低;(3)包边噪音小。
缺点:(1)包边的尺寸精度不高,调试的时间过长,国内相关技术目前比较欠缺;(2)包边的节奏较慢,效率不高一般一个机器人滚边的纯滚边时间大约在40~50 s左右;(3)占用的场地比较多,资源浪费现象严重。
3结束语
当前我国汽车工业正在蓬勃发展,面对市场对汽车质量和外观的严苛要求,更需要汽车企业加大对质量和外观的先进工艺的研究力度,而汽车覆盖件作为影响汽车车身装配精度的重要组成部分,要求汽车制造企业在选择覆盖件的包边工艺时,要根据车型、车的质量和车间的布局并结合各包边方式的特点来合理选择包边方式。
[1]Livatyali,H.,et a1.,Improvement of hem quality by optim iz ing flanging and pre-hemming operations using computer aided die design[J].Journal ofmaterials processing technology,2000,98(1):41-52.
[2]王磊,张春晖,郭贵阳.汽车车身包边工艺及表面质量分析[J].硅谷,2014,7(13):111-112.
[3]冯玉玲,徐巧.汽车覆盖件包边机构的设计与改进[J].机械工艺师,2001(7):28-28.
[4]张曦.机器人滚压包边技术应用及设备维修[C].武汉:2009年促进中部崛起专家论坛暨第五届湖北科技论坛——装备制造产业发展论坛论文集(上),2009.
Atype of Automobile CoverW rapping
LIANG Fu-jin
(Liuzhou New Auto Stamping Parts Co.,Ltd.,Liuzhou Guangxi 545100,China)
In the process of automobile manufacturing,the automobile panel ismainly composed of the hemming process,which is the process of combining the inner and outer sheets with the use ofmolds,rollers and so on.In this paper,based on the principle of hemming process,the structure of each major edge of the hemming process,the hemming process of the motion analysis,focusing on analysis of the working parts of the hemming process of the structural features,and integration of business experience,the quality control of the automobile panel during the pre-development and production processwas analyzed.
hemming process;automobile panels;feature
U463.82
A
1672-545X(2016)12-0135-02
2016-09-13
梁福金(1990-),男,广西钦州人,本科,助理工程师,研究方向:现场工艺布置分析。