以玉米为主要原料半固态法酿造浓香型白酒工艺优化研究
2020-06-02刘广瑞胡锦荣张京声
刘 晓,刘广瑞,隋 璐,胡锦荣,张京声,刘 萍
(1.中国农业大学食品科学与营养工程学院,北京 100083;2.吉林省酒精研究院有限公司,吉林长春 130022)
白酒作为我国传统的蒸馏酒,是世界六大蒸馏酒之一,无论是生产技术还是产品风格,都具有独特的地位[1-2]。浓香型白酒是中国四大主要香型白酒之一,以泸州老窖为代表,酒体醇厚绵甜,香味协调,尾净余长,其主体香味是以己酸乙酯与适量的乳酸乙酯、乙酸乙酯和丁酸乙酯等构成的复合香气[3-4]。大曲是传统发酵食品(如白酒、醋、酱油等)必不可少的糖化发酵剂。“曲乃酒之骨,好曲出好酒”“曲定酒型”,大曲在白酒酿造过程中起着非常关键的作用[5-8]。大曲不仅仅是重要的粗酶制剂和主要微生物来源,也是与产品风味特征密切相关的酿造原料的一部分[9-10]。
目前,我国酿造白酒的原料主要有高粱、玉米、小麦等,以高粱为主,是由于高粱原料含有大量淀粉、适宜的蛋白质、少量脂肪和单宁,以及本身含有的皮壳,有利于曲霉菌的糖化。但高粱产量较低,且单宁含量过高时,影响酒体品质,而玉米单产较高,也是酿酒的优良原料之一[11]。陈彬等[12]研究发现,发酵方式对白酒风味的影响远大于原料差异。而马茹菲等[11]创新性的以玉米为主要原料,并按比例添加高粱,优化酿造清香型白酒工艺。
由于传统纯粮固态酿造法,香气成分丰富,但发酵周期较长,原料成本较高;而液态酿造法,前期糖化充分,可缩短发酵周期,且酒体纯净,但香气成分不足[13]。本研究旨在结合传统固态发酵和液态发酵两种酿造方式的优点,以玉米为主要原料(玉米∶高粱=7∶3),加入液态发酵增香菌和大曲,探索半固态法酿造白酒的最佳发酵条件,为进一步探究半固态法酿造浓香型白酒的发酵机理以及实际生产提供理论基础。
1 材料与方法
1.1 材料、试剂及仪器
材料:脱胚玉米面(天津市宝坻区百立旭粮食加工厂);高粱为北京市售;增香菌为安琪生香活性干酵母(安琪酵母股份有限公司);浓香大曲粉(姜氏养生保健产品公司)。
标准物:白酒色谱成分分析标准物质(内标/混标),贵州计量研究院。
仪器设备:LRH-150 生化培养箱(上海一恒科学仪器有限公司);GC2000 气相色谱仪(日本岛津公司);TGC-16C 台式离心机(上海精密科学仪器有限公司)。
1.2 试验方法
1.2.1 原料预处理
将高粱粉碎至6~8 瓣,粉碎粒度为20 目筛上部分约占70%;脱胚玉米面要求粒径过20~40 目筛的比例约为30%;过40~60 目筛的比例约20%;60 目筛下部分约占50%。按玉米面∶高粱碎=7∶3 比例称取,分别加入60%的冷却水(以总干物料计)搅拌均匀,进行润料。高粱碎于室温条件下润料12 h,大汽蒸料4 h,而玉米面于室温条件下润料0.5~3 h,大汽蒸料1 h,熟料扬凉至室温,备用。该处理将高粱和玉米分开进行润料、蒸料、扬凉。
1.2.2 半固态法酿造条件优化
采用边糖化边发酵的方式,半固态法酿造浓香型白酒。称取扬凉后的熟料,加入发酵剂和纯净水进行半固态发酵。主要工艺流程如图1 所示。根据文献[14]选择发酵温度、浓香型大曲添加量、增香菌添加量、料水比和发酵时间为影响蒸馏基酒品质的主要单因素,以蒸馏基酒中己酸乙酯的含量为主要检测指标[15],进行单因素试验。以单因素分析结果为依据,确定正交试验的主要因素和水平,优化酿造工艺。

图1 半固态法酿造浓香型白酒工艺流程
1.2.3 色谱条件
将发酵后的酒醅进行蒸馏,并对蒸馏白酒进行分段留样。用酒精计对蒸馏酒基酒进行测量,使其在20 ℃下为53%vol,用于下一步分析。
色谱柱:DB-WAX 毛细管柱(30 m×0.32 mm×0.25 μm);升温程序:初始温度36 ℃,保持5 min后,以2 ℃/min 升温至100 ℃,保持5 min,再以25 ℃/min 升温至230 ℃,保持1 min;分流比30∶1;载气(高纯度N2):1.2 mL/min;进样量:1 μL。
1.2.4 统计分析
每个单因素试验均设3 个重复实验,利用单因素试验和正交试验获得的最优工艺条件进行发酵试验,使用SPSS对试验结果进行分析。
2 结果与分析
2.1 发酵温度程序对己酸乙酯含量的影响
准确称取扬凉后熟料200 g(玉米∶高粱=7∶3)于无菌容器中混合均匀,加入25%浓香型大曲,3%增香菌(以干物料计,下同),总料水比为1∶3,混匀后放入恒温培养箱中进行培养发酵,其中温度设定如表1 所示。将发酵17 d 的酒醅蒸馏,并收集蒸馏液测定己酸乙酯的含量,结果见图2。

表1 酒醅发酵过程的温度设定
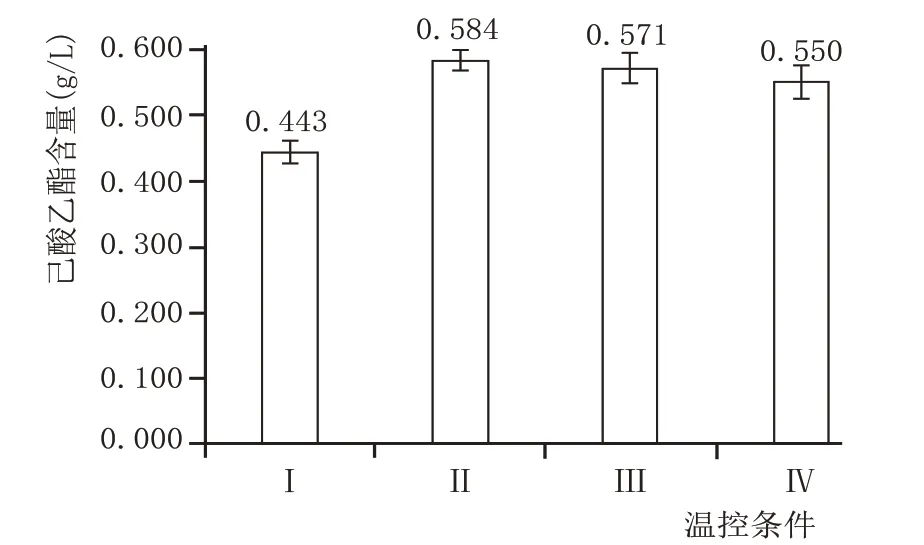
图2 发酵温度程序对蒸馏基酒中己酸乙酯含量的影响
浓香型白酒的酒醅糖化发酵过程,主要可分为3 个阶段。醇类、酸类和酯类物质等是在多种微生物的共同作用下,经过复杂的糖化、发酵过程产生的。第一阶段是主发酵期,在少量氧气的条件下,好氧细菌进行有氧呼吸消耗氧气,淀粉在淀粉酶的作用下糖化为葡萄糖,而酵母菌进行大量繁殖;氧气消耗完以后,酵母菌进行无氧发酵产生大量乙醇。该阶段由于酒精发酵而产生大量能量,温度先逐渐升高,随后缓慢下降。产酸期是第二阶段,无氧发酵除了酒精发酵,还能产生己酸、乙酸、乳酸等大量有机酸。酸类物质的产生主要是细菌代谢活动的结果,此外酸类物质既是白酒中呈香呈味物质,也是酯类化合物的前体物质,在酒醅中有着举足轻重的作用。产香期是在酒精发酵结束时,前期积累的乙醇和大量有机酸在酯酶的作用下,酯化形成以己酸乙酯、乙酸乙酯、乳酸乙酯为主的酯类物质和其他香味物质[16]。
温度是糖化发酵的主要影响因素之一,固态发酵升温规律为“前缓升、中挺、后缓落”。本实验发现该规律同样适合于半固态发酵酿造浓香型白酒。这是由于糖化发酵过程中有多种微生物共同参与,主发酵期产生酒精的酵母菌最适温度为28 ℃左右。而在产酸期时,己酸菌等细菌的最适温度为32~35 ℃,部分产酒精的细菌最适温度为36 ℃左右,生香期时产酯酵母在25~28 ℃时产酯能力最强[3]。但发酵过程中微生物代谢也会产生热量,发酵温度会在小范围内波动,这属于正常现象。由此,试验设计了4 组温控方案,根据不同的温控方案分别进行发酵试验,结果如图2 所示。感官评价结合己酸乙酯含量检测结果表明,温控Ⅱ试验组,蒸馏基酒无色清亮,香气纯正,醇甜协调,且己酸乙酯的含量最高,为0.584 g/L±0.013 g/L。温控条件Ⅱ相比温控Ⅰ恒温发酵,己酸乙酯的含量增加了31.7%。该试验结果与马茹菲等[11]对清香型白酒温控试验结果趋势相一致,温控设置都遵循“前缓升、中挺、后缓落”的规律。在发酵过程中,温度过高或者过低均会影响微生物的生长和代谢。因此,根据温度对蒸馏基酒中己酸乙酯含量的影响试验结果,选择温控条件Ⅱ、Ⅲ和Ⅳ进行正交试验,优化试验条件。
2.2 浓香型大曲添加量对己酸乙酯含量的影响
准确称取扬凉后熟料200 g(玉米∶高粱=7∶3)于无菌容器中,分别加入20%、25%、30%、35%、40%的浓香型大曲,3%的增香菌,按总料水比=1∶3 加入冷却蒸馏水,混合均匀后放入恒温培养箱中进行培养发酵,其中温度按表1 中温控条件Ⅱ设定。将发酵17 d 的酒醅蒸馏,并收集蒸馏液测定己酸乙酯的含量,结果见图3。
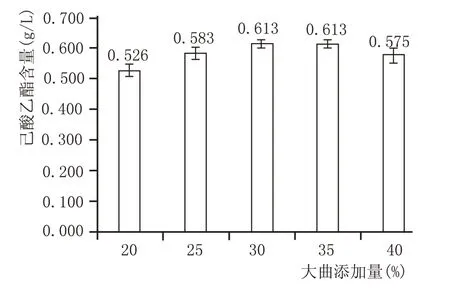
图3 大曲添加量对蒸馏基酒中己酸乙酯含量的影响
从图3 可以看出,随着大曲添加量的增加,蒸馏基酒中己酸乙酯的含量呈现先升高后缓慢下降的趋势。当大曲添加量为20%时,己酸乙酯的含量仅为0.526 g/L±0.021 g/L。当大曲添加量为30%、35%时,蒸馏基酒中己酸乙酯的含量最高,最高含量为0.613 g/L±0.014 g/L。继续增加大曲添加量为40%时,己酸乙酯的含量下降至0.575 g/L±0.025 g/L,相比最高含量下降了6.2%。由于酒醅的微环境对微生物的生长代谢有着重要的影响,而随着大曲含量不断增加,风味前体物质增加,同时酒醅中的微生物数量随之增加,导致主发酵期和产酸期的微生物代谢产生大量酒精和有机酸等,从而对其他微生物活性产生影响,影响了己酸乙酯的生成。
2.3 增香菌添加量对己酸乙酯含量的影响
准确称取扬凉后熟料200 g(玉米∶高粱=7∶3)于无菌容器中,加入25%的浓香型大曲,分别加入2.5%、3%、3.5%、4%的增香菌,按总料水比=1∶3加入冷却蒸馏水,混合均匀后放入恒温培养箱中进行培养发酵,其中温度按表1 中温控条件Ⅱ设定。将发酵17 d 的酒醅蒸馏,并收集蒸馏液测定己酸乙酯的含量,以不添加增香菌为对照实验,结果见图4。

图4 增香菌添加量对蒸馏基酒中己酸乙酯含量的影响
从图4 可以看出,进行发酵试验时添加增香菌有助于提高己酸乙酯的含量。随着增香菌添加量的增加,蒸馏基酒中己酸乙酯的含量呈现先升高再降低的趋势,但降低趋势较平缓。当增香菌的添加量为2.5%时,己酸乙酯的含量仅有0.501 g/L±0.018 g/L。而增加增香菌的添加量为3.5%时,己酸乙酯的含量最高为0.616 g/L±0.018 g/L,比添加2.5%增香菌时含量增加了22.9%。当增香菌的添加量为4%时,己酸乙酯的含量为0.611 g/L±0.012 g/L,相比添加3.5%增香菌时的己酸乙酯含量下降了0.8%。该结果表明,酒醅中添加增香菌,可以提高己酸乙酯含量,从而可以增强白酒的醇甜口感和复合香气。
2.4 料水比对己酸乙酯含量的影响
准确称取扬凉后熟料200 g(玉米∶高粱=7∶3)于无菌容器中,加入25%的浓香型大曲和3%的增香菌,分别按总料水比为1∶2.6、1∶2.8、1∶3.0、1∶3.2、1∶3.4 加入冷却蒸馏水,混合均匀后放入恒温培养箱中进行培养发酵,其中温度按表1 中温控条件Ⅱ设定。将发酵17 d 的酒醅蒸馏,并收集蒸馏液测定己酸乙酯的含量,结果如图5所示。
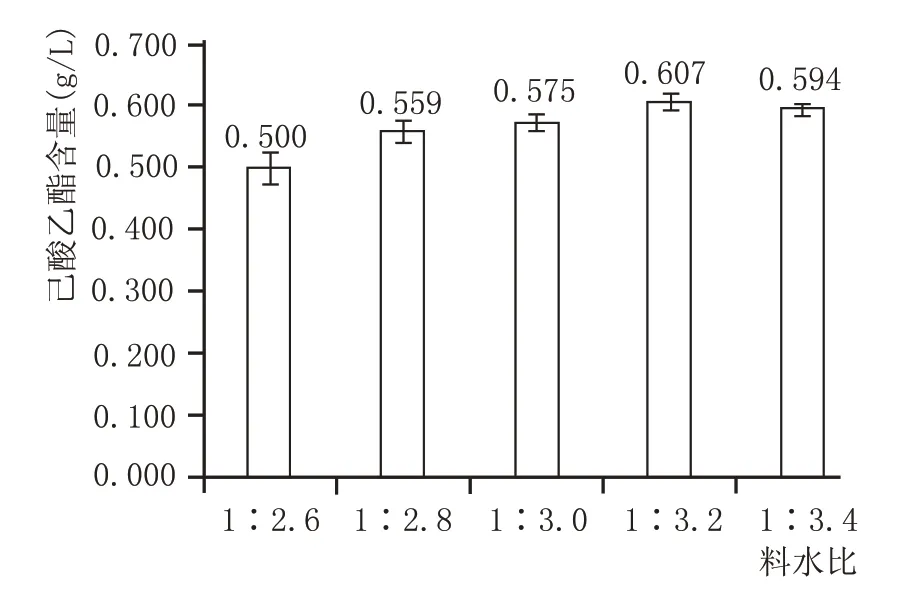
图5 料水比对蒸馏基酒中己酸乙酯含量的影响
从图5 可以看出,随着加水量的增加,蒸馏基酒中己酸乙酯的含量呈现先增加后减少的趋势。其中,料水比为1:3.2 时,己酸乙酯的含量最高,为0.607 g/L±0.011 g/L,相比料水比为1∶2.6 时,己酸乙酯含量增加了21.6%。当总料水比为1∶3.4 时,己酸乙酯含量为0.594 g/L±0.009 g/L,比该实验组中己酸乙酯最高含量降低了2.2%。由此可知,发酵酒醅中含水量过低过高都会影响微生物代谢活动。
2.5 发酵时间对己酸乙酯含量的影响
准确称取扬晾后熟料200 g(玉米∶高粱=7∶3)于无菌容器中,加入25%的浓香型大曲,3%的增香菌,按总料水比为1∶3加入冷却蒸馏水,混合均匀后放入恒温培养箱培养发酵,其中温度按表1 中温控条件Ⅱ设定。分别将发酵15 d、16 d、17 d、18 d、19 d、20 d 的酒醅蒸馏,收集蒸馏液测定己酸乙酯的含量,结果如图6所示。

图6 发酵时间对蒸馏基酒中己酸乙酯含量的影响
从图6 可看出,随着发酵时间的延长,蒸馏基酒中己酸乙酯的含量不断增加,当发酵时间为18 d时,己酸乙酯含量最高达到0.589 g/L±0.021 g/L,随后己酸乙酯含量又逐渐下降。当发酵时间为17 d和18 d 时,己酸乙酯含量均较高,17 d 己酸乙酯含量比18 d 低0.6%。但当发酵20 d 时,己酸乙酯含量下降至0.552 g/L±0.025 g/L,比18 d 时的己酸乙酯含量低6.3%。这可能是因为发酵后期,酒醅中的营养物质逐渐减少,酒醅微环境也不断发生变化,使己酸乙酯等香味物质被消耗。此外,由于醇甜物质如三羟基丁酮,2,3-丁二醇生成缓慢,可适当延长发酵期,增加酒中的醇甜物质,提升品质。但发酵期过长,则会产生杂味及异香,会影响酒的品质。综合考虑,选择18 d作为发酵终点。
2.6 正交试验
以单因素试验结果为基础,选取影响己酸乙酯含量的4 个主要因素,每个因素选择3个水平(如表2),进行4 因素3 水平正交试验。采用L9(34)进行正交设计,大曲添加量分别为25%、30%、35%;增香菌的添加量分别为3%、3.5%、4%;料水比分别为1∶3.0、1∶3.2、1∶3.4;发酵温度分别为温控Ⅱ、温控Ⅲ、温控Ⅳ,得到半固态法酿造浓香型白酒的最佳工艺条件(如表3)。

表2 正交试验因素水平
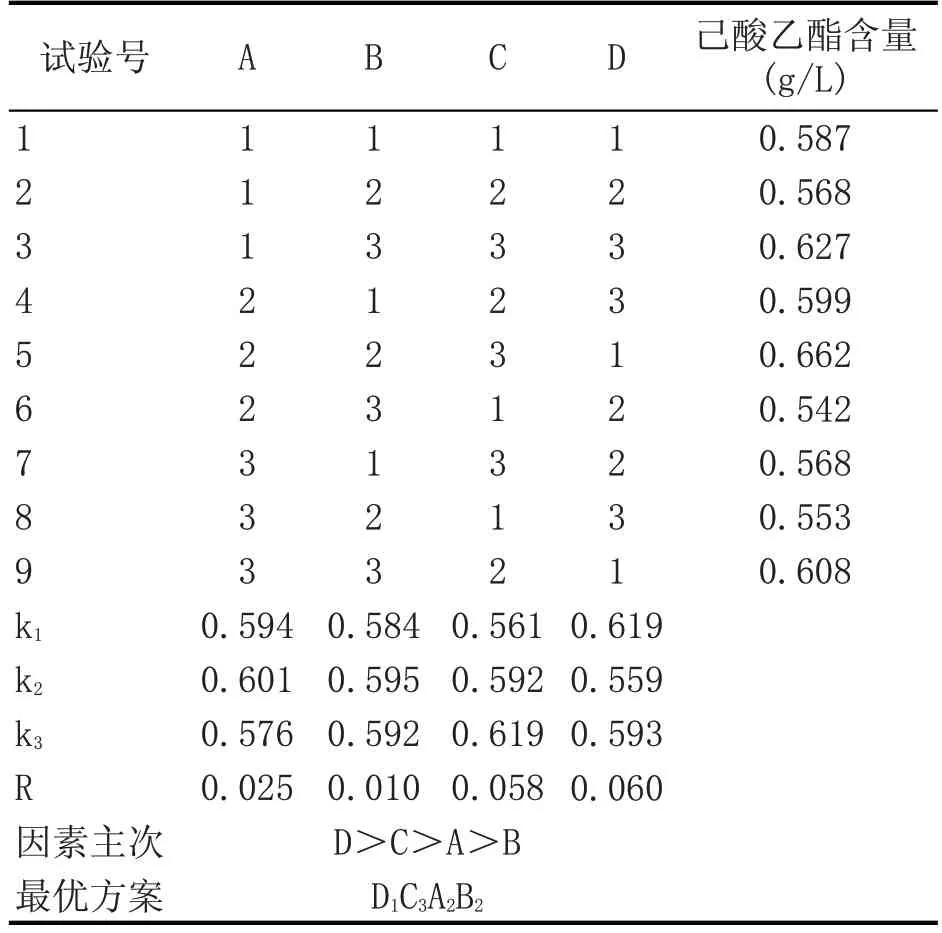
表3 正交试验设计及结果
正交试验结果表明,以白酒中己酸乙酯含量为评价指标,各因素对结果影响的主次顺序为D>C>A>B,即发酵温控条件>料水比>大曲添加量>增香菌添加量,最佳发酵工艺条件为D1C3A2B2。综合分析,确定最优的半固态法酿造条件为大曲添加量30%、增香菌添加量3.5%、料水比为1∶3.2、发酵温度为表1 中温控条件Ⅱ。为检验结果的准确性,在最佳工艺条件下进行验证试验,结果表明,己酸乙酯的含量为0.660 g/L±0.015 g/L,该结果和试验组5号结果相差0.3%,可认为结果一致。
2.7 感官评价(表4)
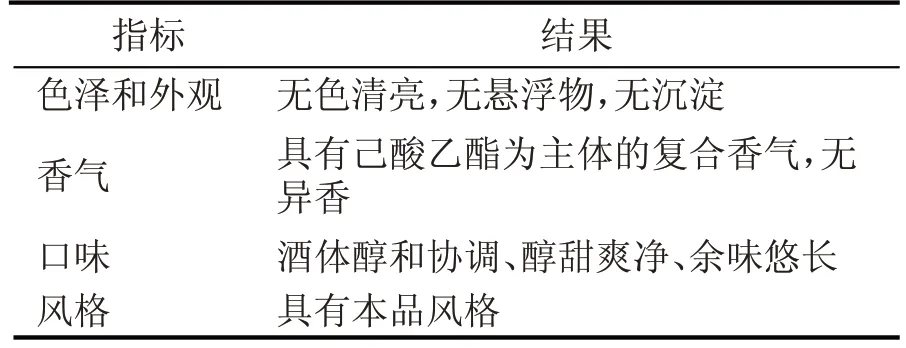
表4 感官评价
以正交试验确定的最优工艺参数即大曲添加量30%、增香菌添加量3.5%、料水比为1∶3.2、发酵条件为温控条件Ⅱ进行发酵试验,采用0.1%活性炭吸附蒸馏基酒30 min,进行感官评价,结果见表4。结果表明,蒸馏基酒色泽清亮透明,香气相对纯正,口味绵甜爽净,并且具有明显的本品风格。
3 结论
本研究以玉米和高粱为酿酒原料,大曲和增香菌为糖化发酵剂,采用边糖化边发酵的方式优化半固态法酿造浓香型白酒工艺条件。通过单因素试验和正交试验得出最佳工艺条件为大曲添加量30%、增香菌添加量3.5%、料水比为1∶3.2、温控条件为第1 天为28 ℃,第2 天为33 ℃,第3 天30 ℃,4~18 d 时为25 ℃,发酵时间为18 d。在此工艺条件下蒸馏酒基酒中己酸乙酯含量为0.660 g/L±0.015 g/L,且蒸馏基酒颜色清亮,香气较为纯正,绵软回甜,具有本品突出的风格。本研究对于半固态酿造浓香型白酒的实际生产以及探索发酵周期短、酒体醇和、白酒品质优良的新型工艺具有一定的理论指导意义。
