12000kg/h混丝加香机PLC控制系统设计
2020-02-04刘义龙熊富海童建星崔文波索文博
刘义龙,熊富海,童建星,崔文波,索文博
(红塔烟草(集团)有限责任公司 昭通卷烟厂,云南 昭通 657000)
2013年,昭通卷烟厂进行了制丝生产线技改,新安装了昆明船舶设备集团有限公司生产的12 000kg/h 加香机,用来对混合烟丝进行加香处理。在制丝加工工艺中,加香机主要用于将烟用香精均匀地添加到烟丝中,达到提调香味、充实香气和改善卷烟的吸味,并使之保持卷烟风格稳定持久的目的。
1 加香机的工艺任务
加香机的工艺任务主要是按照产品设计要求,对混合后的烟丝按照一定加香比例进行加香,确保香精准确、均匀地施加到烟丝上。加香后的成品烟丝供卷包车间进行卷接和包装,其工艺流程图如下图1,控制的设备平面图如图2。
加香过程中须确保烟丝流量均匀稳定,电子皮带秤和加香计量泵、流量计计量准确,计量精度0.5%,加香精度1.0%。管路清洁干净,无堵塞,喷射角度准确。采用压缩空气喷射香精,工作压力符合工艺设计要求,喷嘴畅通,香精雾化适度。

图1 加香工艺流程图
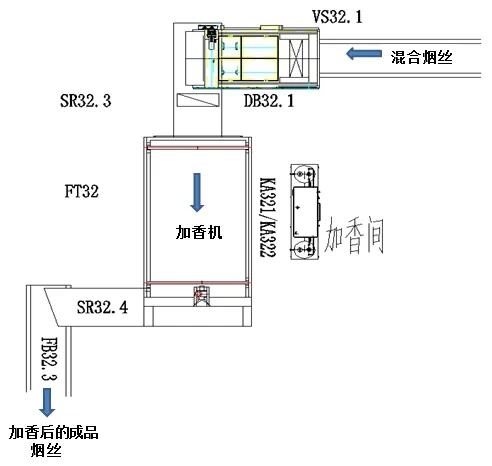
图2 加香机控制设备平面图
2 加香机的构成
加香机主要由加香机主机和加香装置两部分构成,加香机主机由滚筒、传动系统、手动顶起装置、管路系统、排潮系统等构成,如图3所示。滚筒是烟丝的承载体,滚筒内壁装有导料板和抄板,滚筒轴心线与水平面成3°的下倾角,使滚筒内的烟丝能够不断地翻动、掺合、均匀、松散地向出料口方向流动,同时进行加香处理。
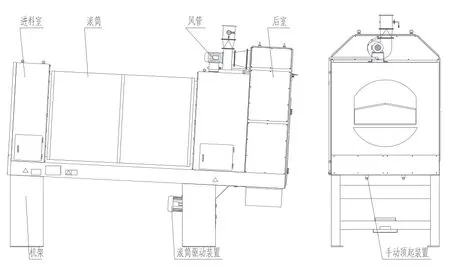
图3 加香机结构简图
加香装置由管路系统、喷嘴、加香泵、气动阀、香料罐、质量流量计及电控系统组成(如图4)。管路系统包括料液管路、压缩空气管路、清洗水管路。双介质喷嘴以压缩空气为动力,将料液雾化后喷射在烟丝上。配置2 个100 升/罐的平顶贮料罐。加香流量精度要求较高,因此一般选用三联柱塞泵,确保料液喷射压力符合工艺要求。气动阀通过阀岛控制,实现管路在预填、生产、回收、清洗清吹四个状态切换。质量流量计用来检测料液瞬时流量及累积量,并将检测信号反馈实现PID控制。
3 加香机控制要求
香精经预填管道预填到喷嘴处后,由中控组合启动,线控开始按逆物料方向顺序启动设备,加香机滚筒由变频器和传动装置带动旋转,当经过电子皮带秤的烟丝进入滚筒时,由压缩空气将香精雾化后均匀喷射在烟丝上,加香装置通过加香系统对配置好的香精溶液按产品配方规定准确、均匀地施加到烟丝上。滚筒内的烟丝由于滚筒的轴向倾斜及滚筒内抄板的疏导作用,使得混合烟丝能够松散、均匀地自动向出料口方向流动。

图4 加香装置工艺管路图
加香料液量多少由加香机PLC 控制,电子秤把来料瞬时流量和累计重量信号送到加香系统进行处理,将所得设定加香量与质量流量计检测到的加香量进行比较、处理后,控制变频器输出频率以改变电机转速,使泵输出香料的流量随电子秤测得烟丝流量的多少而改变,从而达到按比例定量加香料的自动控制。
3.1 加香装置设备配置
1)在加香泵的出口设置了压力检测传感器,用于加香管路堵塞的故障报警;
2)所有气动阀门都加装阀门反馈装置;
3)混丝加香系统设备清洗用自来水(冷水)清洗;
4)现场贮存罐的配置及功能;
5)罐底部设置称重传感器,用于罐内料液重量检测,具备最小储量和超量程报警功能;
6)罐顶部设置搅拌器,减速机定速搅拌。
3.2 控制模式要求
3.2.1 自动控制模式
控制系统在自动方式下,实现对各设备的自动控制,包括电机启/停、故障处理(声光报警等)、执行机构的动作以及必要的自动状态下的手动操作功能;同时,根据与线控PLC 通讯采集物料和相关设备的压力、流量等过程工艺参数,按一定算法调节回路的控制变量,最终满足各工艺参数的要求。各设备在启动时,应按照烟丝流动的反方向顺序启动,每相邻设备之间的起动间隔一定时间,减少设备起动对电网的冲击,带有测控元件的设备,其动作次序按照生产工艺确定,以防堵料。
3.2.2 单机控制模式
控制系统提供单机操作功能,实现人工对加香机每台电机进行启动/停止操作以及对单机阀门测试功能等操作,方便设备的维修。
3.2.3 闭锁控制模式
在闭锁控制模式下,系统进入禁止控制模式,所有电机、电磁阀和其它控制器件无论通过现场或操作屏上的“启动”都不能启动。
4 加香机系统控制设计
4.1 控制系统的主要结构及功能
线控提供加香机前电子秤的全部数据及信息交互后,加香机控制系统采用西门子PLC 完成加香精度控制、主机驱动控制以及工艺报警等功能。并提供与加香机有关的工艺配方参数、料桶调度、设备状态信息、过程数据及设备控制参数等数据信息接口。
电柜内的子站采用ET200S 系列模块和器件对设备上的控制元器件进行信号采集和控制。对普通电机的驱动控制采用ET200S 系列的普通电机起动器,与主控器之间通过Profinet 网络进行通讯;对有调速要求的采用变频器控制,变频器采用丹佛斯公司的FC302 系列产品,安装于主机设备上,与主控器之间通过Profinet 网络进行通讯。
4.2 控制系统的网络拓扑结构设计
加香机PLC 主控制器采用西门子公司S7 315-2 PN/DP,设置一个控制柜,控制柜内安装PLC主控器、I/O 子站、电源等,系统配置以太网、Profibus_DP接口,往上可以同车间集中监控层进行通讯与数据交换,向下可以同设备仪表联网,采集加香所需的信号并实现相关控制。控制系统预留以太网RJ45接口,硬件组态如图5,网络结构如下图6。

图5 加香机PLC 硬件组态图
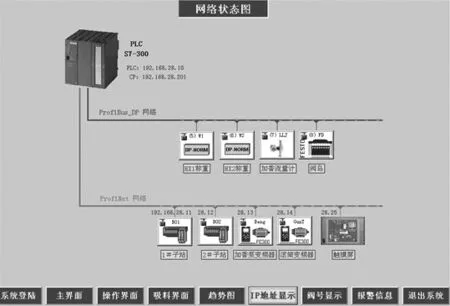
图6 网络状态图
4.3 加香机主机设备的状态设计
根据加香机主机所处工作阶段不同,设计分别进入和退出以下4 种状态:“基本、准备、生产、尾料”。
4.3.1 基本状态
当加香机不处于其它3 种状态中的任何一种时,它就处在“基本”状态。
4.3.2 准备状态
加香机预填管道完成并组合启动后,且入口电子秤无流量,即进入“准备”状态,等待物料到来,进行生产。
4.3.3 生产状态
每批烟丝生产开始时,当“电子皮带秤有料”且“电子皮带秤→加香机入口延时时间”到,加香机即进入“生产”状态;如果是故障停机后带料起动,加香机直接从“基本状态”,立即进入生产状态,在生产状态下,系统程序自动启动加香控制回路。
4.3.4 尾料状态
在生产过程中,当电子皮带秤无料时,且延时一定时间,加香机即进入“尾料”状态。在尾料过程中,若电子皮带秤又来料了,加香机又自动转入“生产”状态。进入尾料状态后,控制系统自动进入尾料处理程序,结合系统参数内设定的各种尾料处理参数对烟丝进行加香。
4.4 加香装置料桶的状态设计
料桶指的是单个独立料桶,各个料桶都根据其所处工作阶段不同,可依次进入和退出以下5状态:“空闲、清洗、备料、待用、占用”。
4.4.1 空闲状态
当某个料桶不处于“清洗、备料、待用、占用”任何一种状态时,该料桶即处于“空闲”状态。只要某料桶处于“空闲”状态,即可对该料桶的阀和电机进行单机操作,“空闲”状态相当于该料桶的单机状态。
4.4.2 清洗状态
当某个料桶处于“空闲”状态,且该料桶没有被选中时,按下加香机该料桶“清洗”按钮,该料桶即进入“清洗”状态。系统自动控制打开料桶顶部的清洗水阀,当料桶内的水加到一定重量时,系统自动启动搅拌电机进行搅拌。当料桶内水的重量达到一定重量时,系统自动关闭清洗进水阀,同时打开该料桶底部的排污阀,当料桶内的水重量低于一定重量时,自动关闭搅拌电机。当料桶内的水排空时,系统自动结束“清洗”状态,并转入“空闲”状态。
此外,当加香机进入管路“清洗状态”时,所选中的目标桶也同时进入料桶“清洗状态”,执行以上料桶清洗功能。
4.4.3 备料状态
当料桶清洗干净后,根据生产需要与否,即可进行备料,当某一料桶备料确认数据后备料操作完毕。
当组合停止且加香机无烟草信号出现时,若确有必要,可按下“释放”键,料桶就又回到“备料”状态。可再按下“释放”,料桶就又回到“空闲”状态。设置此操作功能的目的是方便现场的返料和清洗操作,但操作应小心谨慎,必须是生产完毕时,确有必要才能操作。
4.4.4 待用状态
当某一料桶在备料状态时,按下“备料完毕”,该料桶即进入“待用状态”,当料桶处于“待用状态”时,若确有必要,可按“备料”,使该料桶返回“备料状态”。“待用状态” 不能直接释放到“空闲状态”。因为在“空闲”状态下,料桶的“单机”操作有效,若有不慎可能会把不该打开的阀门打开,造成生产事故。
4.4.5 占用状态
当某一料桶处于“待用状态”被系统选中时,系统组合起动后,该料桶即进入“占用状态”,一旦某一料桶进入“占用状态”,该料桶的现场操作功能即被系统自动封锁,不能进行操作。
4.5 操作界面控制设计
根据系统控制要求,采用西门子WINCC Flexible 设计控制画面如下图7、图8、图9。

图7 加香机控制操作界面

图8 吸料区操作界面

图9 加香操作主界面
4.6 加香装置的动作矩阵设计
4.6.1 备料操作

表1 备料过程阀门动作
4.6.2 加香装置阀门及泵动作矩阵

表2 加香机阀门及泵动作矩阵图
预填过程阀门动作见表2的阀门动作矩阵图,完成后显示“预填充已完成”,线控即可组合启动加香线设备。
4.7、料桶及管路的具体控制
4.7.1 “清洗”状态
当HX1 料桶处于“无料”状态,且该料桶没有被选中时,按下该料桶的“清洗”按钮,该料桶即进入“清洗”状态,系统自动控制打开该料桶顶部的清洗水阀Y03-HX1,当料桶内的水加到8kg 重量时,系统自动起动该料桶的搅拌电机进行搅拌,当料桶内水的重量达到26Kg 时,系统自动关闭清洗进水阀Y03-HX1,同时打开该料桶底部的排污阀Y06-HX1,当料桶内的水重量低于8Kg时,系统自动关闭搅拌电机,当料桶内的水排空时,系统自动结束“清洗”状态。
4.7.2 “清洗”状态“备料”状态
当料桶清洗干净并排放完清洗水后,根据生产需要与否,即可进行备料。对某个料桶进行备料之前,现场操作工必须对该料桶的秤重量进行“清零操作”。现场操作人员将香料推到现场并作好准备后,在现场操作屏的主画面上按下“吸料界面”键,进入“吸料区”操作界面(如图8吸料区操作界面)。首先进行吸料罐选择,按下HX1 或HX2 即可选择HX1 罐或HX2 罐,如选择HX1 后按下“启动”按钮即开始备料,Y01-HX、Y01-HX1、气泵工作,备料完毕后确认料液重量是否满足符合工艺标准,重量确认后点击“停止”按钮停止备料。然后系统首先进行备料管路清吹,Y82-HX、Y01-HX、Y01-HX1、气泵、Y01-QB 工作,将管路里面的余料吹入料桶。接着对管路进行清洗水清洗,Y92-HX、Y01-HX、气泵、Y01-QB 工作,清洗时程序控制自动关闭Y01-HX1,防止清洗水进入料桶。清洗水清洗完毕后再进行管路清吹,Y82-HX、Y01-HX、气泵、Y01-QB 工作,将管路里面的清洗水吹入地沟,还可以单独进行清吹启动和停止。在换牌时需要对泵进行清洗,此时点击“洗泵 启/停”即可进行清洗。
备料过程结束后需要检查牌号和重量是否正确。
4.7.3 “清洗”状态管路预填
当某一料桶被系统选中并备料完毕后,搅拌电机即开始搅拌,首先检查配方参数是否正确,检查无误后即可开始预填。点机“加料启动”即进行管路预填,其阀门、加香泵等动作如表2。
4.7.4 “清洗”状态加香过程
“预填充已完成”,线控启动加香线设备后,首先启动出料振槽,再启动加香滚筒、排潮风机和启动进料振槽,待入口电子秤烟丝经延时到达加香滚筒内后即打开加香喷嘴和引射空压。加香开始后,Y19-HX 阀打开,将回料管内的香料吹回该加香桶。加香泵运行频率按照电子秤瞬时流量延时信号和加香比例通过PID 进行自动调节。这里需要做两个延时堆栈,电子皮带秤瞬时流量和电子皮带秤累计量,堆栈的过程为每秒钟接收一个电子皮带秤流量,压入堆栈中,并按照先入先出的原则进行,堆栈时间的长短需要通过实际测试,即整线设备起动后电子秤上有烟丝到烟丝进入滚筒内口的时间。出栈时进行平滑处理,平滑值等于依次采集的5 个瞬时流量的平均值,出栈的平滑值×加香比例为当前应该加香的流量,加香累计量用来修正加香精度,当加香精度达不到要求时,根据实际情况进行偏差的修正。堆栈处理可以通过以下方式进行处理,首先定义一个块DB1,根据压栈时间长短定义块的结构,并留有一定余量。如压栈时间为30 秒:
DB1:LL:ARRAY[0..200]OF REAL
//瞬时流量入栈处理
L DB1.DBD112
T DB1.DBD116
L DB1.DBD108
T DB1.DBD112
L DB1.DBD104
T DB1.DBD108
……
L DB1.DBD0
T DB1.DBD4
L MD100 //电子皮带秤当前瞬时流量入栈数据
T DB1.DBD0
// 瞬时流量出栈平滑处理
L DB1.DBD116
L DB1.DBD112
+R
L DB1.DBD108
+R
L DB1.DBD104
+R
L DB1.DBD100
+R
L 5.0
/R
T MD104 //经过30 秒延时并经过平滑处理后出栈用于加香计算的瞬时流量
这个方法简单易懂,但程序量大,调整不方便,还可以使用间接寻址方式进行编程,这种方式更灵活,压栈时间长短可随意调整,通常使用这种方式。
加香的控制器是一个比例控制器:
应加香料瞬时流量=电子皮带秤烟丝瞬时流量出栈值×设定加香比例
实际加香料瞬时流量=应加香香料瞬时流量+累计加香精度偏差量
实际加香料瞬时流量再经过PID 控制进行调节,如图10所示:

图10 PID 控制图
PID 采用西门子PLC 提供的FB41 连续控制功能块,设置一定的调节死区,避免调节过程中产生震荡,P、I、D 调节参数按照先比例后积分最后再把微分加的过程进行调试,最后确定P、I、D参数值。
需要注意的是加香过程中,加香泵频率不能太低,太低了就容易导致不能正常加香的生产事故。
生产结束时,生产线电子秤流量堆栈延时均无流量后,加香结束,线控组合停止,停止进出料振槽、加香滚筒以及排潮风机,同时,可进入管路清洗。
4.7.5 “清洗”状态管路清洗
点击“加香停止”后,如在自动条件下,可自动进入管路清洗,先将管路的余料吹回料桶,然后再用水清洗管路,清洗水排入地沟,清洗一定时间后,再用压空进行管路清吹,清吹一定时间后即完成管路清洗。如需要多次清洗,还可以点击“清吹启动”再次进行管路清洗。
4.8 与上位机及线控网络通讯处理
上位机通过光纤环网与线控PLC 连接,线控PLC 与加香机通过以太网连接。根据预先定义好的通讯协议,加香机定义两个数据块,一个用来保存接收的数据,一个用来保存需要发送的数据。要发送的数据由加香机PLC 写入相应发送的数据块,再由线控PLC 单边编程通过SFB14(GET)读取该数据块(如图11),包括加香流量、加香累计量、滚筒转速、故障信号、运行连锁信号等。加香机运行状态显示如电机运行状态、阀门动作状态等通过上位机直接连接相应的点位实现。要接收的配方数据等为上位机将配方参数发送给线控PLC,由线控PLC 单边编程通过SFB15(PUT)发送给加香机PLC 相应的接收数据块(如图12),实现配方参数和控制参数的传递。包括生产牌号、设定滚筒转速、加香比例、电子皮带秤瞬时流量、电子皮带秤累计重量等以及组合启动、组合停止、运行连锁信号、数据总清零信号、单机/自动、故障复位等。
以下程序为线控PLC 中通过S7 连接、单边编程方式实现数据交互。

图11 线控PLC 读取加香机PLC 数据
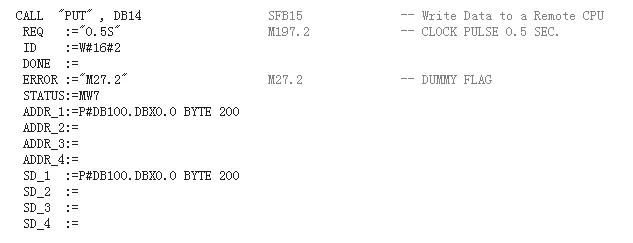
图12 线控PLC 发送给加香机PLC 数据
4.9 手动操作
加香机控制系统在手动条件下,可对各阀门、电机等进行单机操作,在操作屏上即可进行操作。还可通过测试按钮对质量流量计进行测试,验证流量计的准确性。
4.10 报警处理
如在自动或手动条件下,阀门动作后,相应的阀门没有反馈信号,则会提示阀门动作不到位的报警,管路压力太大、隔离开关关闭、网络连接不上等也会提示报警,此时,可在报警界面查看报警的详细信息,故障恢复后报警自动消除,报警过程中会有声、光报警提示。
5 结束语
12 000 kg/h 加香机的控制系统设计,包括主机设备电机的运行控制和加香装置的加香过程控制,在设计过程中,还需要考虑到滚筒电机变频器参数设置需要有一个上升时间和一个下降时间,防止滚筒因停止时间短而造成的机械损坏。加香泵因采用变频器控制,变频器频率可能很低,不利于电机散热,需要通过外接风扇对电机散热。程序控制的难点在于加香精度控制,需要经过多次参数调试以及时间测试,才能得到一个较好的控制参数。
