82B盘条常见质量缺陷分析及改进
2019-11-09谷召坤路晨龙
路 珊,谷召坤,路晨龙
(天津荣程联合钢铁集团有限公司,天津300352)
0 引言
82B盘条是生产预应力钢绞线的主要材料,广泛应用于高层建筑,桥梁搭建、石油化工、铁路、机场等重大工程项目[1],因而要求82B盘条具有良好的力学性能。但由于盘条本身问题而导致的拉拔脆断现象时有发生。本文对典型的由于原材料缺陷导致盘条拉拔断裂的实例进行分析汇总,追溯其缺陷来源,通过改进生产工艺,提高产品质量。
某钢厂82B盘条生产工艺概况为:120t转炉→LF炉精炼→连铸Φ250 mm圆坯→高线轧制→检验→标识,成品入库。Φ12.5 mm SWRH82B盘条化学成分见表1。
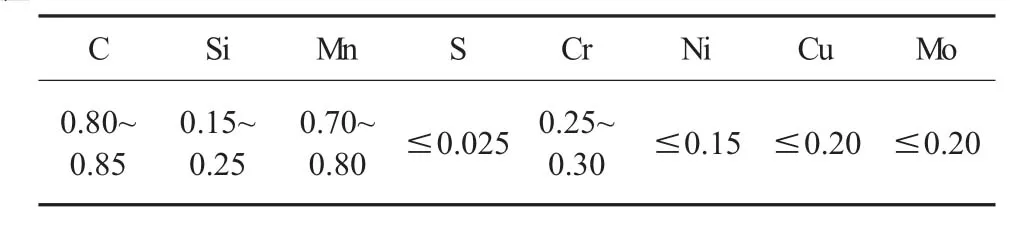
表1 Φ12.5 mm SWRH82B盘条化学成分 /wt%
1 表面缺陷分析
盘条表面缺陷的危害很大。用户在开卷及后续拉拔、刻痕、捻制加工过程中易在缺陷处发生脆性断裂。盘条常见的表面缺陷有结疤、折叠、擦伤等(见图1)。
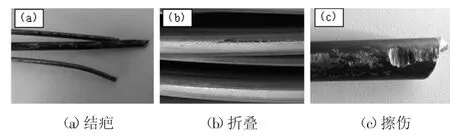
图1 盘条表面缺陷
结疤是线材表面与线材基体部分或完全分离的金属翘皮[2]。图2为盘条结疤处横向金相组织。可见,分离的金属翘皮严重脱碳,测得结疤深度为0.08 mm,微观特征近似折叠。可推测该结疤缺陷是在轧制过程中产生的。
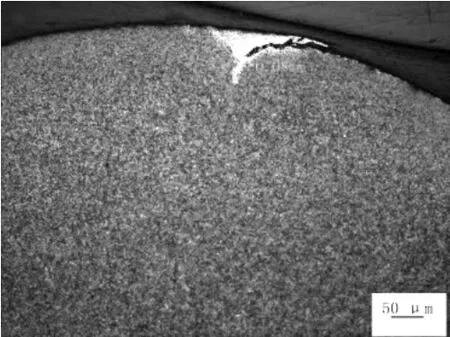
图2 结疤处金相组织
折叠是盘条表面沿轧制方向出现的明显的金属重叠现象[3]。多为铸坯表面存在缺陷、轧制过程中孔型设计不合理及导卫板磨损过度所致。图3为盘条折叠处横向金相显微组织,可见折叠处存在严重的氧化脱碳现象,且抛光态下观察裂纹附近有较多雾状高温氧化圆点。故推断产生该折叠缺陷的原因为铸坯表面存在裂纹。

图3 折叠处金相组织
擦伤为盘条受外力剧烈冲击、摩擦,在盘条表面产生的具有金属光泽、凹凸不平的机械伤口。观察擦伤处金相显微组织,可见盘条表层出现了亮白色的硬化层,且硬化层已出现裂纹(见图4)。测量硬化层及基体珠光体维氏硬度,得出硬化层硬度为812HV,基体珠光体为337HV。由于两组织硬度、塑性相差较大,在外力作用时,易在此处发生应力集中,最终断裂。
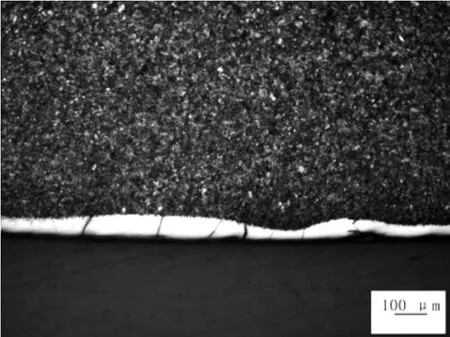
图4 擦伤处金相组织
2 内部缺陷分析
2.1 非金属夹杂物
图5为非金属夹杂物导致的盘条拉拔断裂断口形貌,断裂起源于断面深灰色区域中心的“白点”处。

图5 断口宏观形貌
用扫描电镜对“白点”处进行放大观察,发现此处存在直径约为24μm的大型夹杂物(见图6)。利用能谱对该夹杂物进行成分分析(见图7),测得O原子数百分比含量约为55.99%,Mg原子含量约为13.4%,Al原子含量约为28.85%。夹杂物成分与大包耐材镁铝尖晶石成分相符,故可推断该夹杂物为精炼过程中大包耐材脱落卷入钢液所致。

图6 夹杂物形貌

图7 夹杂物能谱
2.2 中心网状渗碳体
图8为由心部网状渗碳体导致的82B拉拔脆断断口形貌,断口呈笔尖状。观察断口处纵向金相试样,渗碳体呈网状或半网状于原奥氏体晶界处析出(见图9)。该组织硬度高,塑形差,在冷拉拔过程中,易在此处产生应力集中,形成裂纹或空隙,最终导致笔尖状断裂。
随机选取90支不同批次冶炼成分合格的82B连铸坯,检测其中心区域碳元素含量,测得90支连铸坯心部碳的质量分数平均值为0.89%,最高值为1.10%。部分铸坯心部碳偏析严重。某高线厂现有斯太尔摩风机14台,吐丝后对盘条进行强风冷却,相变前盘条冷却速度约为10℃/s。相变首先在盘条表面发生,逐渐向心部扩展,相变过程中释放相变潜热,盘条温度升高,使心部冷却速度下降。两因素综合作用,致使盘条心部析出网状渗碳体。
2.3 心部马氏体
盘条心部马氏体较基体珠光体硬度高、塑形差,心部超标的马氏体也易使盘条在拉拔加工过程中发生笔尖状断裂。观察断口处纵向金相试样,盘条心部存在大量超标马氏体组织(见图10)。对马氏体及正常基体区域进行能谱分析,发现马氏体区C、Mn、Cr元素质量分数较正常基体高。C、Mn、Cr元素含量的增加,C曲线右移,孕育期增长。在相对同等的冷却速度下,正常基体区域孕育期短,奥氏体转变发生在较高温度区间内,转变产物为珠光体;心部偏析区孕育期长,奥氏体转变进入到较低温度区间的马氏体转变区内,转变产物为马氏体。可见,82B盘条心部产生马氏体的原因为C、Mn、Cr元素的正偏析。

图8 笔尖状断口

图9 心部网状渗碳体

图10 心部马氏体
3 工艺改进
3.1 炼钢方面
炼钢过程中对废钢及合金辅料等进行充分烘烤,以避免因钢液中气体含量超标而产生皮下气泡。严格控制浇注温度。选取与铸坯规格匹配的拉坯速度和结晶器锥度。出钢温度应≥1 595℃,出钢期间底吹氩气100~150 L/min,软吹时间必须保证在10 min以上,LF精炼时,精炼时间为(45±5)min。出钢期间严禁下渣。炼钢冶炼时,C、Mn、Cr应中下限控制,增加结晶器及末端电磁搅拌工艺,改善铸坯心部偏析。二冷采用弱冷控制,二冷水比水量为0.6 L/kg。
3.2 轧钢方面
轧制时对铸坯进行均匀加热,采用合理的孔型设计,及时清扫辊面,定时检查、更换导板、卫板。盘条集卷、打包、转运时精心操作,对整卷盘条进行胶皮包装,有效避免运输过程中盘条表面的擦伤。根据天气温度,制定不同的风机冷却制度。
