金属加工切削液废水处理工艺探讨
2019-07-31卢军
卢 军
(广州市中扬环保工程有限公司,广州 511493)
近年来,随着我国机械工业的不断发展,机械装置的配件使用量不断增大。然而,机件加工过程中产生了大量的切削废液,给环境带来了严重的污染,迫使人们对其进行治理。
切削液主要分为两种,一种是油基切削液,另一种是水基切削液。随着我国科学技术不断发展,切削液的成分也发生了较大的变化,切削后产生的废水含有大量CODCr和石油类物质,其处理难度较大,如果它混入其他污水处理系统中,将会导致其他污水处理系统出现故障,影响企业的正常生产经营[1]。因此,人们需要对金属加工切削液废水单独进行处理。本文结合工作实践,以广西玉林市嘉德机械有限公司为例,就其金属加工切削液废水处理工艺进行探讨。
1 概况
笔者以广西玉林市嘉德机械有限公司为研究对象,就其废水处理设施改造的实际案例进行了探讨。为了处理切削废液和厂区生活污水,该公司此前建设了一套废水预处理系统。该处理系统采用了“气浮+铁碳微电解+芬顿化学氧化+混凝沉淀”作为预处理工艺,先去除废水中的大部分石油类污染物,再通过强氧化还原反应将废水中难降解物质进行断链分解,最终转化成小分子,再交给后续生化处理系统进行处理。因现有预处理系统加药量过大,运行成本过高,特委托广州市中扬环保工程有限公司对废水预处理装置进行改造。根据其提出的工艺试验和工艺改造方案,该装置进行了相关改造,运转结果表明,出水检测均能达到污水综合排放标准。此切削液废水采用了PLC自动控制的批处理方式。
2 水质状况
广西玉林市嘉德机械有限公司的废水主要来源于加工车间废弃的切削液、生活污水和杂用水。其中,生活污水和杂用水的排放量约30 m3/d,每天排放时间为16 h;切削液废水排放量约8 m3/d。本系统设计总进水量是两种废水的总排放量,加工车间产生的切削液废水主要通过专用管道收集进入调节槽。对切削液废水成分进行检测分析,结果发现,废水中含有大量的有机物,其进水水质如表1所示。
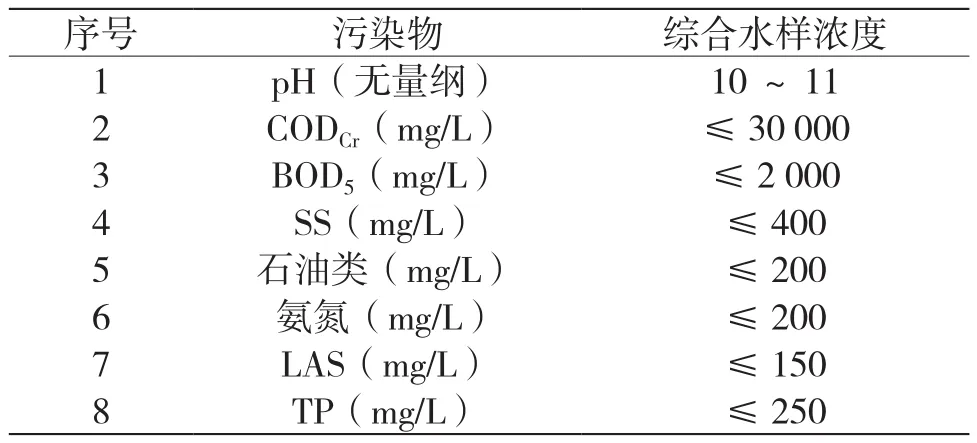
表1 切削液废水进出水水质
3 处理工艺流程
金属制品切削液处理工艺如图1所示。

图1 金属制品切削液处理工艺
切削废液采用间歇排放方式,平均流量仅有8 m3/d,但CODCr值很高,保持在17 000~36 000 mg/L,如果直接与生活污水混合,将会直接冲击生化处理系统,故需要对切削废液废水单独进行预处理。结合切削废液分排放规律,该项目在设计时采用批处理,处理时间为每天1次。
处理流程如下:首先将废水从泵中提升至气浮机去除大部分石油类物质和悬浮物,然后加入适量的硫酸溶液调整pH值,之后进入铁碳微电解装置,再与RO浓水混合进入化学氧化反应器进行高级化学氧化(芬顿)反应,之后加入PAC并加碱调整pH为碱性,最后再加入PAM经过混凝沉淀,尾水再输送至生化处理系统中与生活污水混合同步处理[2]。
4 主要构筑物和工艺参数
当废水预处理完成后,PLC自动控制就会发出确认提醒,然后进入下一步工序,切削液废水的处理构筑物和工艺参数如表2所示。
5 处理效果分析
当切削液废水处理改造完成后,该项目及时进行调试运行。调试运行发现,该工艺对切削液废水的预处理效果非常稳定。加工车间的切削液废水经过批处理以后,废水中的有机污染物得到有效去除,确保后续废水处理系统的稳定运行。处理后的切削液废水,其COD平均值由26 225 mg/L降至3 788 mg/L,去除率高达84.8%。
加工车间的切削液废水经批处理以后,再进入生化处理系统中与生活污水混合同步处理,处理后的系统出水可达到排放标准。经废水取样检测,系统的进出水水质如表3所示。

表2 处理工艺参数

表3 系统的监测结果
由表3可以看出,金属加工切削液废水经批处理后,再与生活污水混合进行处理,处理后的系统出水可满足《污水综合排放标准》(GB 8978-1996)规定中一级排放标准的要求,达到废水改造处理的目标。
6 结论
在金属加工切削液废水处理过程中,采用批处理的方式进行处理,具有一定的可行性,经处理后,废水中的CODCr可由26 225 mg/L降至3 788 mg/L。在切削液废水处理过程中,先经批处理以后再进入生化处理系统中与生活污水混合同步处理,这样可以避免对生活污水系统的冲击影响,其系统出水满足了《污水综合排放标准》(GB 8978-1996)规定中一级排放标准的要求。
在金属加工切削液废水处理过程中,采用批处理的方式,其处理工艺流程较为简单且运转灵活,处理池还具有调节、絮凝、破乳等作用,这样可以大大降低吨水运行费用,故非常适合于处理高有机物的水基切削液。在污泥处理过程中,经高分子絮凝剂进行调理凝集后的混合污泥,可以采用厢式压滤机进行压榨,达到脱水的目的,系统运行较为稳定。脱水后,其污泥含水率为75%左右。
