“双碳”目标下金属切削液低碳化途径的探讨
2022-01-25刘腾飞戴媛静
刘腾飞,戴媛静
1.季华实验室 广东佛山 528200
2.清华大学天津高端装备研究院 天津 300308
3.清华大学 北京 100084
4.天津清润博润滑科技有限公司 天津 300132
1 序言
自2020年9月中国于第七十五届联合国大会一般性辩论上宣布,二氧化碳排放力争于2030年前达到峰值,努力争取在2060年前实现碳中和后,国家相关部门围绕“双碳”目标出台了一系列节能减排的指导意见。据统计,我国制造业产生的碳排放量约占总量的30%~50%,所以,加快推进制造业的绿色低碳化转型迫在眉睫[1]。绿色制造的核心是节约资源、降低排放、保护环境,需要对产品的整个制造过程进行综合考量,以做到高资源利用率、低环境影响。
2 开发高性能、易降解的环保型金属切削液
金属切削液作为制造业的“血液”,是影响其绿色低碳转型的关键因素之一。金属切削液是指金属切削加工过程中所使用的助剂,主要起润滑、冷却、清洗及防锈的作用。目前,市场上的金属切削液大多由基础油、防锈剂、乳化剂、分散剂、防霉剂及其他助剂等化学成分构成。主要存在以下问题:基础油及添加剂主要来自于石油产品,耗费大量的石油资源;添加剂存在一定的化学危害,某些添加剂存在一定的生物毒性;使用或管理不当易导致切削液腐败变质,影响加工效果,恶化工作环境;切削液废液稳定性高、不易降解,环保处理负担沉重。
基于此,金属切削液的开发者及使用者应努力协同解决以上问题,以促进“双碳”目标的实现及制造业的平稳发展。
目前,切削液开发者大多选用矿物油作为基础油,在耗费大量石油资源的同时,其生物降解性差,废液难于处理,造成沉重的环境负担。此外,切削液添加剂种类繁多,其中不乏一些对人体及环境有害的品类,如常用的极压添加剂短链氯化石蜡,不易降解,易在生物体内富集,可致癌、致畸、致死。常用的无机盐防锈剂亚硝酸钠与切削液中的有机碱结合可生成具有致癌性的亚硝胺。常用的甲醛释放型杀菌剂在环境中释放出的甲醛具有致癌、致畸性等。因此,用可生物降解的植物油或植物油基合成酯替代矿物油作为基础油,并使用新型无毒无害的添加剂替代传统有毒有害的添加剂,开发出高性能、易降解的环保型切削液已成为行业的发展趋势。
现以笔者团队所开发的植物油基钛合金切削液为例,说明以植物油替代矿物油后,为切削液在润滑性能及生物降解率方面所带来的改善。配方组成见表1。

表1 植物油基铁合金切削液化学成分(质量分数)(%)
对其进行机床切削测试,分析其对刀具磨损的影响(以后刀面磨损量>0.2mm为试验停止节点),并与某商用矿物油基钛合金切削液进行对比。测试条件见表2。
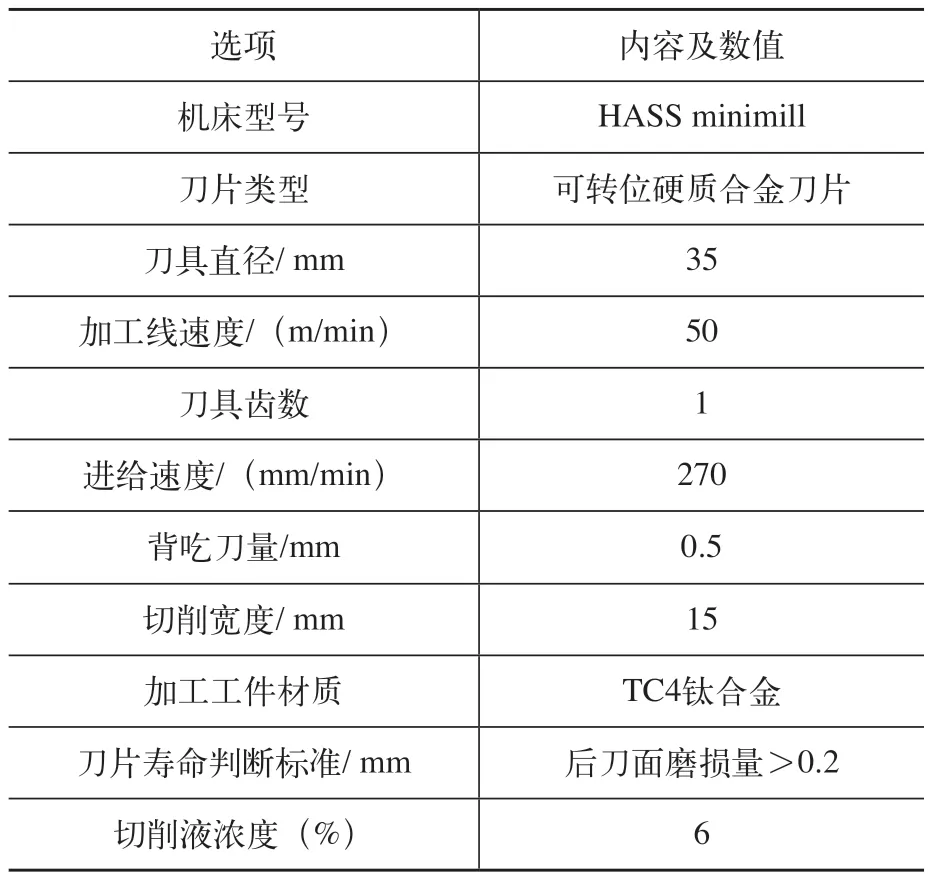
表2 机床切削测试条件
切削液对刀片磨损影响的测试结果如图1所示,切削液对刀片寿命的影响见表3。

图1 切削液对刀片磨损的测试结果影响

表3 切削液对刀片寿命的影响
由图1、表3可知,相比于矿物油基商用液,在钛合金切削加工中使用植物油基切削液润滑性能更好,可显著降低刀片磨损,刀片寿命可延长1.68倍。
测试植物油基钛合金切削液的生物降解率,测试条件见表4。

表4 植物油基钛合金切削液生物降解率测试条件
以COD(化学需氧量)去除率表征切削液的生物降解率,测试结果见表5。

表5 切削液生物降解率
与矿物油基商用液进行对比,可以看到,植物油基钛合金切削液的生物降解率明显优于矿物油基商用液,可有效降低后续废液处理的压力,减轻对环境的影响。
通过以上测试结果可知,相比于传统的矿物油基切削液,植物油基切削液润滑性能更强、生物降解率更高。通过以植物油替换切削液中的矿物油,不仅减少了对石油产品的依赖,而且使切削液获得了延长刀具寿命、降低刀具损耗、低污染的效果。
此外,天津科技大学的李想等以废旧机油为基础油制备了满足使用要求的乳化切削液,在降低切削液对石油资源消耗的同时还使废旧机油得到了资源化利用,为切削液的低碳化发展提供了一种选择[2]。
3 建立金属切削液管理、维护体系
即便是性能良好的切削液,若使用不当、维护不佳也会出现诸多问题,如锈蚀、润滑能力下降、泡沫增多及寿命缩短等。因此,在机械加工中,使用者不仅要选择高性能的环保型切削液,还要结合现场工艺,掌握切削液正确的使用、管理、维护方法,这样才能充分发挥切削液的作用,以减少加工过程中刀具的磨损,提升加工质量,并降低切削液的消耗与排放。但对于大多数企业而言,由于金属切削液技术涉及多门学科,管理难度大,存在问题多,缺乏熟悉切削液相关知识的专职人员,对切削液的选择、使用及维护不够重视或力不从心。所以,结合使用者实际情况,建立一套系统而完整的切削液管理、维护体系对于提升制造业的加工水平及降耗减排尤为重要。
金属切削液的管理、维护体系应包括:切削液的选择、切削液的更换及切削液的维护三个方面。其中,切削液的选择应对使用工厂的类型、机床类型、加工工艺、工件材质、刀具材质、稀释水水质、机床供液系统、油品仓库存储条件、废液处理难易程度、切削液的安全环保性能及产品性价比等充分考虑,综合评估,选择最适宜的产品。下面对各种类型的切削液性能进行比较归纳,用于指导实际加工时切削液的选择,见表6[3]。
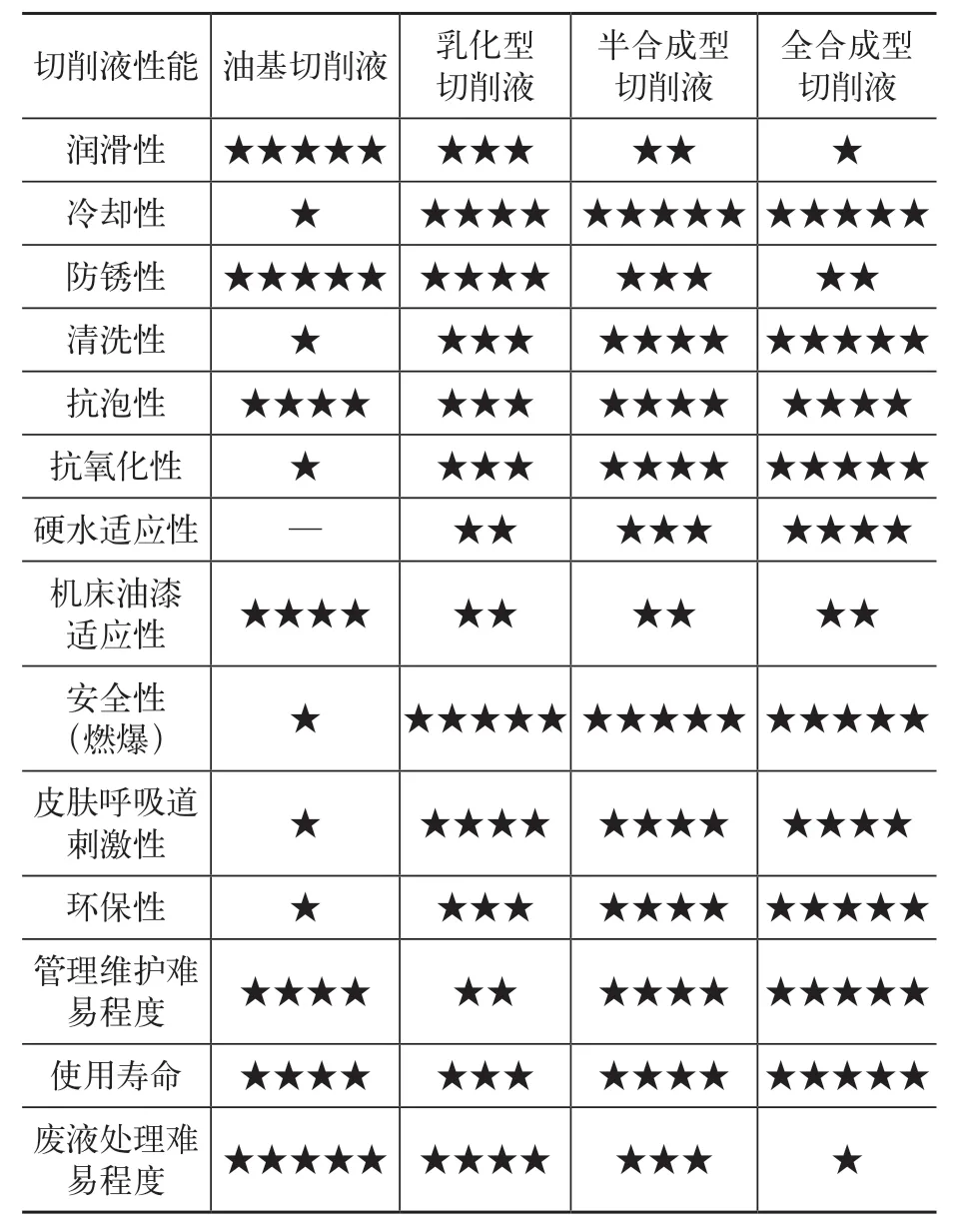
表6 切削液性能比较
选择适宜的切削液后,在开始使用之前应对机床内原有的切削液进行更换,切削液的更换包括:清理液槽及循环系统、对液槽及循环系统进行消毒、配制合适浓度的新液等步骤。更换完毕后,若要使切削液发挥好的使用效果,仍需对其进行维护。在日常维护中,一般应对切削液的外观、浓度、pH值、电导率、水质硬度、泡沫、防锈性能及微生物菌落数等指标进行监测,若指标发生异常时,应及时对切削液进行相应调整;同时,还需保证循环管路的畅通,保持切削液的日常循环,并及时去除切削液中的杂油及其他杂质[4]。
笔者团队曾结合现场实际情况为深圳市某企业制定了一套金属切削液管理、维护体系,企业使用者实施该体系前后切削液的使用情况见表7。

表7 切削液管理、维护体系实施前后切削液使用情况
通过表7可以计算出,管理、维护体系建立实施之后,该企业切削液用量降低了37.5%,且使用周期大幅延长。此外,通过选择适宜的切削液,加强切削加工时的润滑,降低了刀具磨损,刀具节约率达到15%。
由此可见,建立并实施金属切削液管理、维护体系可在很大程度上促进机械加工过程中的降耗、减排。
4 对金属切削液废液进行资源化处理
建立并实施金属切削液管理、维护体系可有效提升其使用寿命,但随着切削液使用时间的延长,有效成分不断损耗,微生物不断增殖,最终仍会导致腐败、变质,丧失使用性能,形成切削液废液。切削液废液具有成分复杂、性质差别巨大、稳定性高、不易降解的特点,其COD可达105~106mg/L,如何对废旧切削液进行有效处理已经成为环保领域的一大难题[5]。目前,国内企业的切削液废液主要由具有处理资质的专业公司处理,处理成本高,处理困难,环境压力大。切削液废液中主要含有基础油、各种添加剂、金属离子、微生物及其代谢产物、无机盐及水等。其中,水作为切削液工作液的稀释介质,在废液中的含量最大,按照质量分数计划一般大于80%。使用者通过较为简单的工艺,将废液中的水经过分离、净化达标后,继续作为切削液稀释水使用,实现废液中含量最大组分的资源化利用,是切削液废液减排的一种行之有效的方法。
为探究该方法的可行性,笔者团队采用絮凝沉降-膜处理工艺,对切削液废液中的水进行回收处理,检测其相关指标,并分析以其作为稀释水配制的切削液工作液是否满足使用性能。切削液废液资源化处理流程如图2所示。
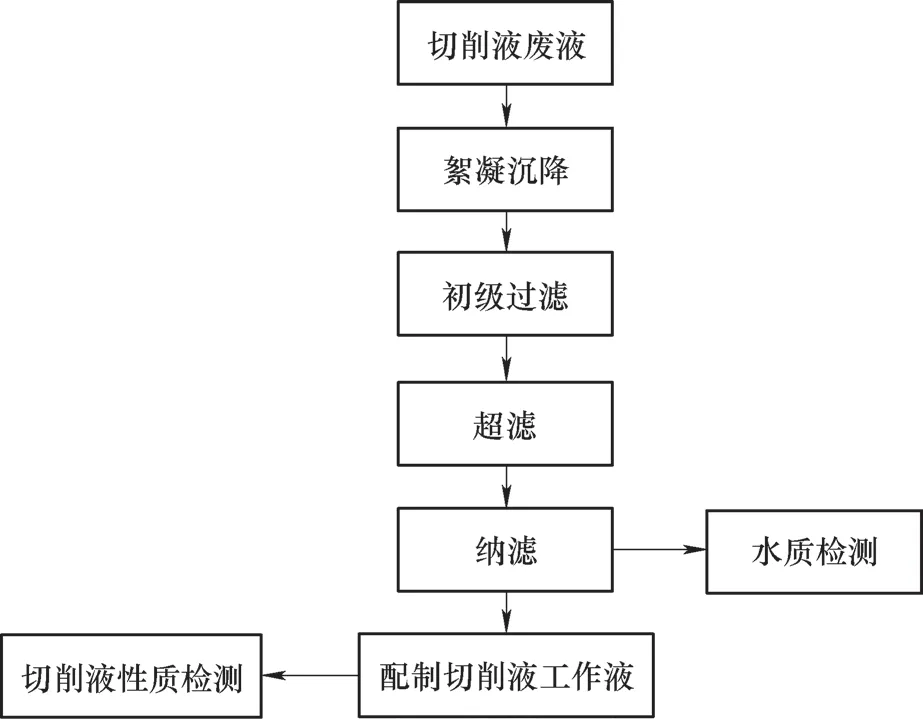
图2 切削液废液资源化处理流程
所选用切削液废液来自东莞市某铝合金加工企业,为半合成型切削液。废液及资源化处理后纳滤出水的性状及相关理化指标见表8。

表8 切削液废液及资源化处理后纳滤出水的性状及相关理化指标
废液资源化处理后的纳滤出水,仍含有少量的切削液,按照质量分数计算浓度为0.5%,电导率为2200μS/cm,COD为6800mg/L,远不满足GB18918—2016中规定的工业废水三级标准,不可直接排放。
以纳滤出水为稀释水配制切削液工作液,按照质量分数计算浓度为5%,测试其基本理化指标,并与以去离子水为稀释水配制的工作液进行对比,结果见表9。

表9 切削液工作液基本理化指标
以MicrotapTTT攻螺纹扭矩仪分别测试两组切削液工作液对GCr15轴承钢和6061铝合金的润滑性,测试条件见表10。

表10 攻螺纹扭矩测试条件
测试结果如图3、图4所示。

图3 切削液GCr15轴承钢攻螺纹扭矩
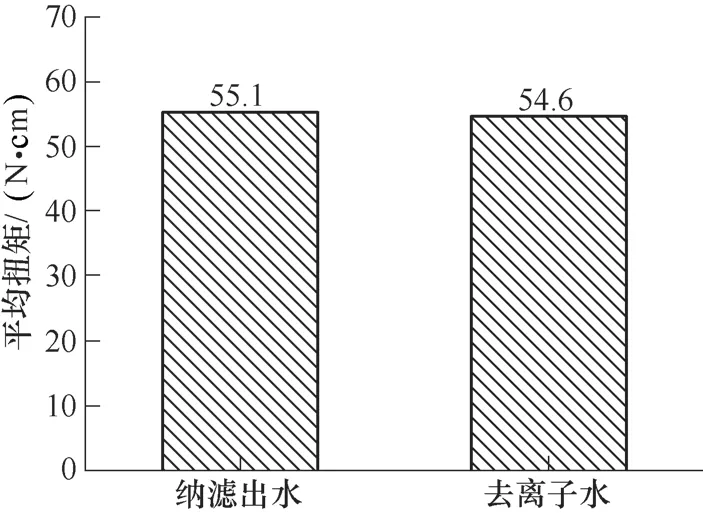
图4 切削液6061铝合金攻螺纹扭矩
以攻螺纹过程中的平均扭矩值表征切削液工作液的润滑性,平均扭矩值越小,润滑性越好。由测试结果可知,对于GCr15轴承钢和6061铝合金,两组工作液所取得的平均扭矩值相近,润滑性能相当。结合表9,说明以废液资源化处理后的纳滤出水为稀释水配制的切削液工作液,其相关性能与以去离子水配制的工作液相近,可满足使用需求。
可见,通过较为简单的絮凝沉降-膜处理工艺对切削液废液中的水进行资源化处理,虽不能达到排放标准,但可作为稀释水回用于切削液工作液的配制。既降低了废液的处理难度、处理成本,又使其中的水得以循环利用,减少了水资源的消耗和废液的排放量,进一步助力制造业的低碳、减排。目前,该工艺已在提供切削液废液的东莞市某铝合金加工企业应用,并取得了废液排放率降低80%的良好效果。
此外,李雪伟以铜包铁粉作为类Fenton反应催化剂,采用破乳—类Fenton氧化—pH回调—混凝处理工艺,处理废旧切削液,取得了较为理想的结果[6]。陈益成利用机械格栅—pH调节—隔油池—气浮—生物池工艺处理切削液废水,出水可回用于生产和生活[7]。
5 结束语
金属切削液的整个生命周期应包括开发、使用及后处理。开发高性能、易降解的环保型切削液,可降低切削加工中的刀具磨损,并使切削液易于生物降解;建立实施完善的切削液管理、维护体系,可帮助使用者选择适宜的切削液,同时提升其使用效果、延长其使用寿命;对切削液废液进行资源化处理,可减少排放,缓解环境压力。这些都是从金属切削液角度助力制造业低碳化转型的有效途径,在该过程中切削液开发者及使用者应相互协作,共同推进“双碳”目标的实现。
