新型红曲黄酒酿造工艺的研究
2019-07-03黄媛媛
黄媛媛,胡 健,倪 斌
(上海金枫酒业股份有限公司,上海201501)
近几年,随着人们生活水平和健康意识的提高,对于酒类产品消费的多元化趋势越来越明显,更加关注酒的营养与健康等因素[1-2]。福建红曲黄酒是采用糯米、大米为主要原料,与红曲、药白曲混合酿造而成,酒体呈红褐色,具有酯香,酒味醇厚、回味久长[3-5]。在红曲黄酒酿制过程中,红曲菌除了提供丰富的酶系之外,菌体合成的洛伐他汀、γ-氨基丁酸等活性成分可以有效地溶解在酒中,具有良好的保健功能[6-8]。
本试验旨在研究出一种新型红曲黄酒发酵工艺和开发出口味清爽、营养丰富的新型红曲黄酒产品。
1 材料与方法
1.1 材料、仪器
原料:红曲米、大米,市售。
培养基:酵母、麦曲、麦芽汁培养基,公司自制。
酶制剂:诺维信酶制剂。
仪器设备:电位滴定仪785,Metrohm瑞士万通;酒精计,上海华辰医用仪表有限公司;UV-2102 PC型紫外可见分光光度计:美国UNICO;1 mL比色皿;高压灭菌锅;恒温培养箱;超净台等。
1.2 优良菌种选育
1.2.1 优良抗逆性酵母的筛选[9-11]
以黄酒发酵醪作为菌源,吸取1 mL到50 mL麦芽汁液体培养基于28℃条件下培养24 h,然后稀释分离涂布于TTC平板显色,在28℃条件下培养48 h,挑取呈红色的单菌落于固体斜面。然后对筛选出的酵母菌株进行CO2失重法试验和耐酒精能力测试。
1.2.2 优良曲霉的筛选[12-14]
以纯种生麦曲、自然块曲等作为菌源,取5 g加入50 mL无菌水制成均匀分散的菌液,稀释分离涂布于平板培养基,在30℃条件下培养48 h,挑取单菌落于固体斜面。对初筛得到的霉菌进行制曲实验复筛,然后再进行混合菌种制曲试验以及发酵试验。测定混合菌种的糖化酶、液化酶酶活,确定最佳混合菌种的组合。
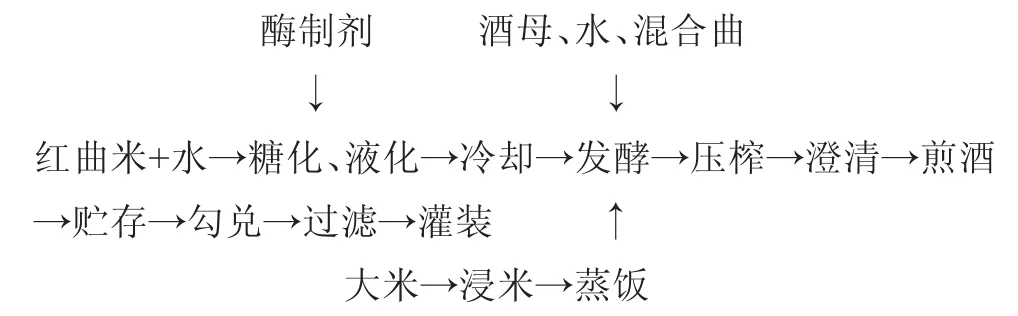
1.3 工艺流程
试验采用工艺流程如下:
1.4 发酵试验配方(表1)

表1 发酵试验配方
1.5 操作要点
1.5.1 红曲米糖化、液化
为保证发酵安全性,需要将红曲米进行糖化、液化后再进行投料。首先,红曲米洗净除杂后,按照红曲米∶水为1∶3,添加1‰的糖化酶、液化酶,55~65℃条件下糖化、液化4 h,然后冷却至30℃以下备用。
1.5.2 浸米、蒸煮
大米筛选除杂,放入清水中,15~30℃浸泡24~48 h。米粒沥干后蒸煮25 min左右,冷却至35~55℃后投料。
1.5.3 发酵
按照发酵试验配方将大米、水、酒母、混合曲添加到红曲米糖化液中,充分搅拌均匀后进行发酵。发酵温度控制在25℃左右,发酵时间2周左右。
1.5.4 压榨、澄清、煎酒
发酵结束后进行压榨,酒液冷冻澄清24 h,然后以85~90℃煎酒20 min左右,灌坛贮存。
1.6 分析方法
1.6.1 理化指标检测
检测方法参见国标GB/T 13662—2008。
1.6.2 色调检测
吸取10 mL红曲黄酒样品于100 mL具塞刻度试管中,用15%的乙醇溶液定容至100 mL。以15%的乙醇溶液作为空白对照,于505 nm(红色)及410 nm(黄色)处测吸光度值A。将测得样品的平均吸光度值乘以10(稀释倍数),即为样品的色价。
色调=红色价/黄色价,数值越大越偏红色,大于0.5显示为偏红,小于0.4显示为偏黄。
2 结果与讨论
2.1 优良菌种选育
2.1.1 优良抗逆性酵母的筛选
通过TTC平板显色实验,初步挑选得到10株具有高产酒精能力的黄酒酵母Y1—Y10,然后利用CO2失重法进一步筛选得到4株具有较优发酵速率及产酒精能力的酵母。4株酵母的耐酒精能力测试结果如表2,最终筛选出可耐受18%vol酒精浓度的Y2菌株。
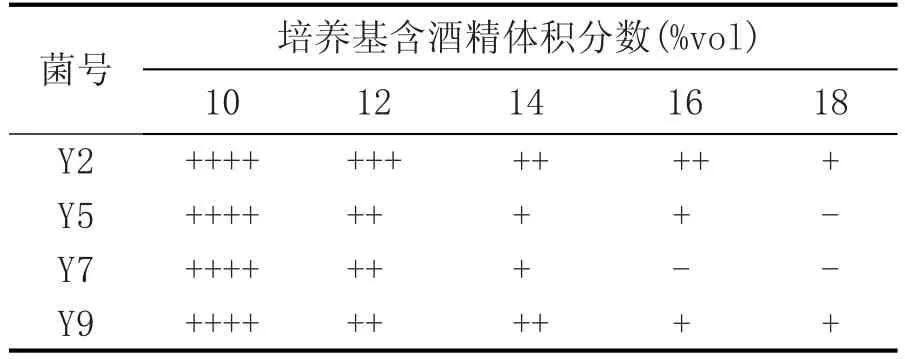
表2 4株酵母的耐酒精能力
2.1.2 优良曲霉的筛选
通过稀释分离初筛出20株霉菌M1—M20,进行制曲试验后筛选出3株酶活较高的M8、M10、M20。然后,对霉菌M8+M10、M8+M20、M10+M20进行混合菌培养,糖化酶和液化酶活如图1。结果表明,M8和M10菌株混合制曲有最高的酶活力,糖化酶、液化酶活分别为1066.8 U/g、70.7 U/g。混合菌种制曲既能提高原料利用率、增加营养,而且保留了传统的工艺特色。
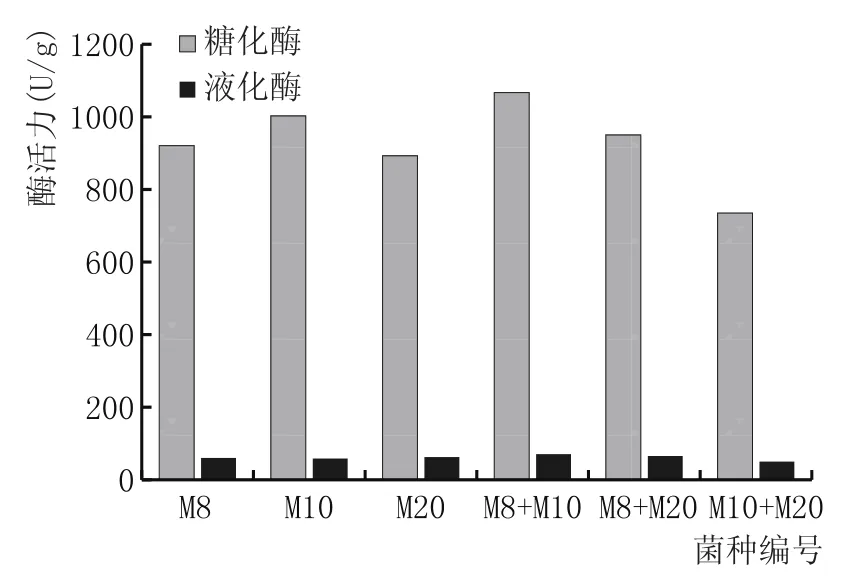
图1 混合菌株制曲的酶活力
2.2 发酵过程理化指标变化
对红曲黄酒发酵过程中的理化指标进行了跟踪检测,测定其酒精度、总糖、总酸以及氨态氮等指标,试验结果如表3所示。红曲米直接用于投料发酵时,不容易被酒母利用,发酵速率较慢,总糖和总酸均较高,原料利用率和出酒率均较低,而且在大生产过程中染菌的概率比较高,存在安全风险[14]。所以,本试验中红曲米经过糖化、液化后,与米饭一起作为发酵原料可以很好的被酒母利用,发酵速率较快,表现为发酵第2天酒精度已经达到9.8%vol,总糖迅速降至8.9 g/L。发酵结束澄清后(14 d)酒精度达到12.9%vol,此时总糖含量仅为1.8 g/L。整个发酵过程安全可控,没有出现染杂菌酸败现象,总酸在4.23~5.10 g/L之间。
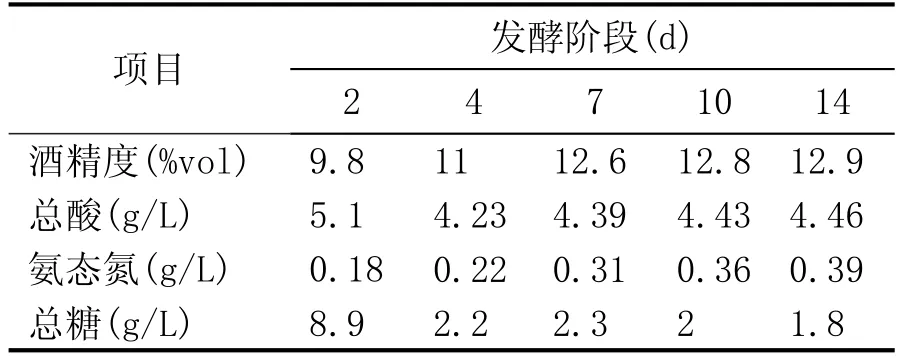
表3 红曲黄酒发酵过程中理化指标变化
2.3 成品质量评价
2.3.1 感官指标
酒体橙红色,清亮透明,有光泽,无沉淀无悬浮物;具有红曲酒特有的清雅醇香,无异香。口味柔和,新鲜清爽,无异味;酒体协调,风格独特。
2.3.2 理化指标
测定红曲黄酒的酒精度、总酸、氨基酸态氮、总糖、β-苯乙醇[15]、色调等指标,结果见表4。由表4可知,红曲黄酒的各项理化指标均在合格范围内,色调为0.560偏红色。
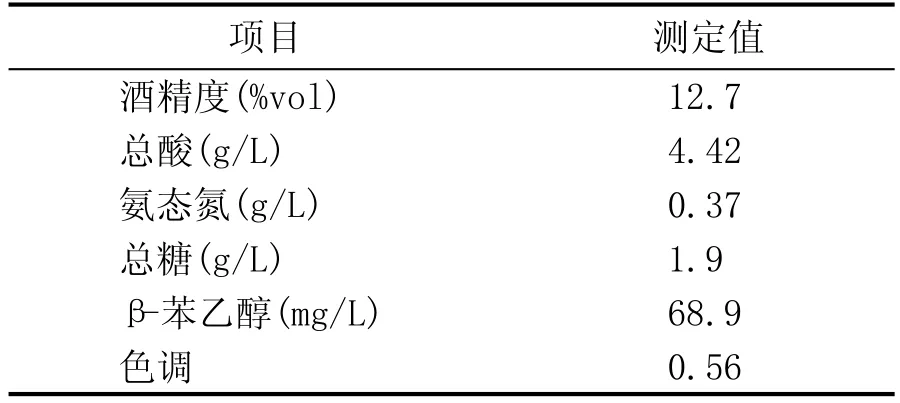
表4 成品理化指标
2.3.3 微生物指标
测定红曲黄酒的菌落总数、大肠杆菌、致病菌等微生物指标,结果见表5。由表5可知,红曲黄酒的各项微生物指标均在合格范围内。
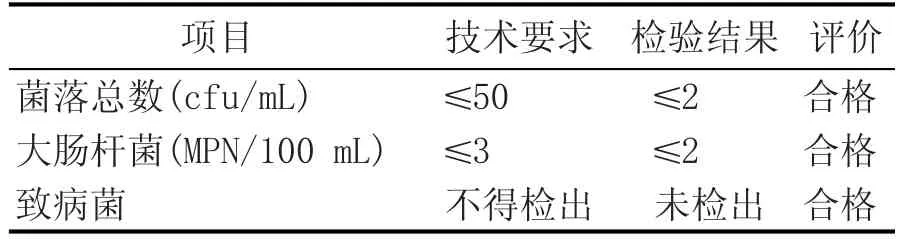
表5 成品微生物指标
3 结论
筛选得到1株具有较优发酵速率及产酒精能力的酵母菌株Y2,以及混合制曲有最高酶活力的霉菌M8和M10,作为此次试验的糖化发酵剂,保证发酵过程的安全性,提供丰富的酶系以及风味前体物质,改善红曲黄酒的风味。
本试验所研究的新型红曲黄酒的酿造工艺为:以红曲米、大米为主要原料,先将红曲米在55~65℃条件下糖化、液化4 h,冷却至30℃以下,按照配方中的比例添加蒸熟的大米、酒母、混合曲、酶制剂,投料发酵。结果表明,该工艺操作简单、发酵过程安全可控,酿造得到的红曲黄酒酒精度能达到12.9%vol,β-苯乙醇含量能达到68.9 mg/L。成品酒体为橙红色,口味柔和清爽,具有红曲黄酒特有的清雅醇香,酒度适宜,风味独特。
