自动化摘酒设备的研究与设计
2019-07-03蔡海燕刘义会常少健
余 航,郭 杰,蔡海燕,刘义会,常少健,李 觅,张 颖,张 磊
(1.四川省食品发酵工业研究设计院,四川成都611130;2.酿酒生物技术及应用四川省重点实验室,四川成都611130;3.国家固态酿造工程技术研究中心,四川泸州646000)
白酒是四川食品饮料万亿工程的重要支柱和特色产业,随着我省白酒产业的持续发展,传统的生产管理方式已经无法满足当今白酒企业的发展需要,特别是对食品安全和生产安全要求越来越高的今天,采用高新技术改造传统白酒产业,提升白酒酿造过程的自动化、信息化水平,实现白酒产业的新型工业化,已成为白酒产业求生存、促发展的当务之急[1-3]。
量质摘酒是白酒酿造过程中一项非常重要的工艺程序,与白酒企业产品的质量和产量息息相关。固态蒸馏时,不同时间段流出的酒液质量不同,为了摘取各段次不同质量的酒液,一般通过经验丰富的工人观察酒花的大小并与尝评相结合,摘取不同质量的各段次酒。人工量质摘酒,因摘酒工人经验丰富程度不同,摘酒质量稳定性无法得到保证,同时整个摘酒过程不封闭,存在食品安全和生产安全隐患。落后的摘酒工艺,已经严重制约了白酒行业的进一步发展[4-5]。因此,研究出一种自动化摘酒关键技术,改进传统量质摘酒工艺,提升白酒酿造过程的自动化、信息化水平是十分必要的。
1 自动化摘酒设备的构成[6-9]
设计的自动化摘酒设备如图1所示,设备包括:1—蒸汽发生装置、2—不锈钢甑桶、3—冷却器、4—电子流量计、5—在线酒度检测仪、6—多通电磁阀门、7—贮酒罐、8-中央控制系统、其他附属设备(包括输酒管道、线缆、电源等)。蒸汽发生装置、电子流量计、多通电磁阀门、在线酒精度检测仪均由中央控制系统控制。
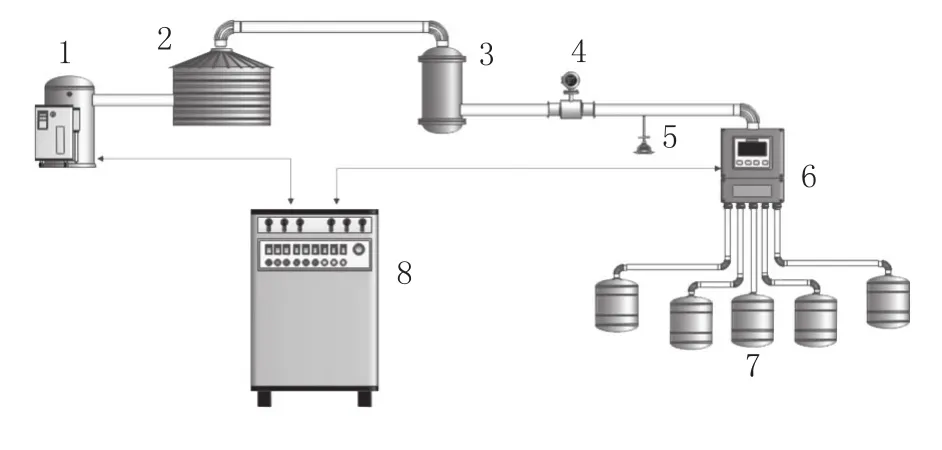
图1 自动化摘酒设备构成图
2 各主要部件功能
2.1 在线酒度检测仪
用于在线连续检测酒精浓度。由于水分和酒精等介质的介电常数的区别从而反映出酒精和水的比例关系,再通过单片机的计算得出酒精的浓度值。测量范围大(0.1%到100%),信号反应时间<0.5 s。
2.2 电子流量计
在线实时获取蒸馏过程中的馏酒速度。实际生产中,根据馏酒速度控制蒸汽压力,即“缓汽蒸馏,大汽追尾”。一般情况下,前段和中段的馏酒速度为2~3 kg/min,后段馏酒速度为4~5 kg/min。
2.3 多通电磁阀门
通过控制多通电磁阀门的开闭,获取不同酒度的原酒。
2.4 中央控制系统
中央控制系统由工业控制计算机、可编程逻辑控制器(PLC)、模拟量输入输出模块、数字量输入输出模块、通讯模块、电源模块、报警模块、继电器构成。用户只需在工业控制计算机上输入相应的任务指令(搜集的酒度、流量大小等),中央控制系统即可自动控制整个任务的执行与终止。
3 系统运行过程
通过中央控制系统输入搜集原酒酒度,以及馏酒速度。在线酒度检测仪实时监测馏酒酒度,电子流量计实时监测馏酒速度。中央控制系统将酒度反馈数据与指令进行对比,控制多通电磁阀门的开闭,达到搜集不同酒度原酒的目的。中央控制系统将流速反馈数据与指令进行对比,调节蒸汽发生器压力,达到“缓汽蒸馏,大汽追尾”的目的。
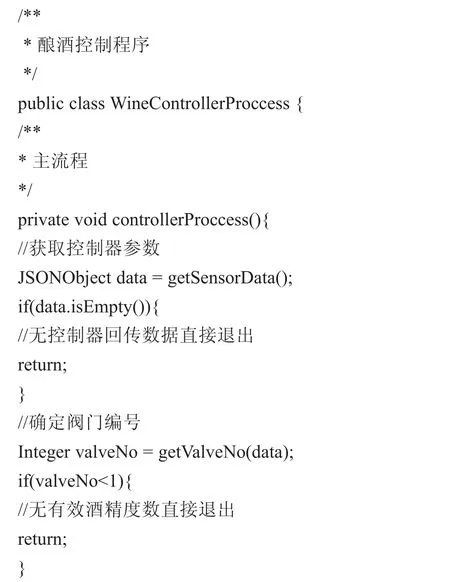
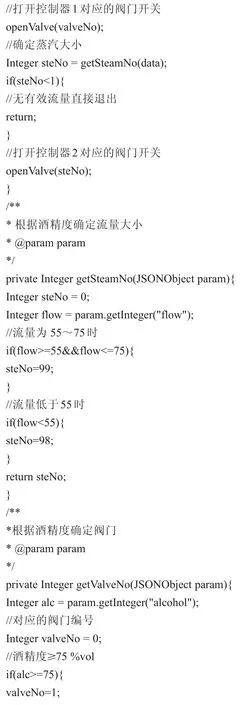
4 系统控制程序代码
分别搜集 75%vol以上、70%vol~75%vol、65%vol~70%vol、60%vol~65%vol、55%vol~60%vol、55%vol以下的原酒,55%vol~75%vol原酒的馏酒速度控制在2~3 kg/min,55%vol以下原酒的馏酒速度控制在4~5 kg/min。系统控制程序代码如下:
5 结论及展望
将在线快速检测技术与酿酒生产相结合,研究设计出一种自动化摘酒关键技术,使摘酒工艺精细化、数字化,提高了生产效率和产品质量,减少了对人员的依赖性和主观性,提升白酒酿造过程的自动化、信息化水平,实现白酒产业的新型工业化。