iBox酸洗技术在攀钢2030 mm冷轧酸洗机组中的应用
2019-06-13徐海斌攀钢集团西昌钢钒公司装备部四川西昌615032
文/徐海斌 攀钢集团西昌钢钒公司装备部 四川西昌 615032
随着冷轧生产工艺技术的发展、创新以及用户对冷轧产品质量要求的提高,从 20世纪70年代后期开始,世界各国新建的冷轧板生产线普遍采用了盐酸酸洗技术。盐酸酸洗技术主要分为深槽酸洗技术、浅槽酸洗技术和紊流酸洗技术等,目前世界流行的是紊流酸洗技术。近年来,日本三菱日立公司又推出了自主研发的iBox酸洗技术,与紊流酸洗技术相比各有千秋,处于同一技术层面,在应用效果上具有可比性。
攀钢2030 mm冷轧项目是攀钢集团在西昌地区建设钒钛资源综合利用项目配套建设的产品深加工项目,主要生产高档汽车用板、高级家电用板和汽车用高强钢,设计年产能为210 万t。为满足生产需要,在酸洗段采用了iBox酸洗技术。本文以攀钢2030 mm冷轧项目PL-TCM机组为例,介绍了iBox酸洗技术在冷轧酸洗段的应用情况,并对iBox酸洗技术与紊流酸洗技术进行了对比。
1、酸洗工艺段简介
1.1 工艺描述
酸洗入口带钢通过1#张力辊、纠偏辊、入口活套、拉矫机、2#张力辊进入酸洗工艺段。为了防止带钢在活套内跑偏,活套入口、中心、出口区域都配有纠偏辊,拉矫机主要是为了破除来料带钢表面的氧化铁皮,有效增加酸洗效果,拉矫机和入口活套内张力通过控制1#、2#张力辊速度差建立。
酸洗工艺段包括3级酸洗槽、4级漂洗槽、烘干槽,酸洗技术采用三菱日立公司最先进的iBox技术,酸槽内的带钢张力通过酸槽内的张力计检测,有效保证了酸槽内的带钢张力稳定,防止过酸洗。漂洗槽分为四段,采用蒸汽冷凝水的设计以减少表面残氯及节省能源。用抑制剂来防止带钢表面的过酸洗。当机组长期停机或者检修停机,酸液将打回酸循环罐,机组恢复运行后酸液重新打回酸槽。酸洗后的带钢经过4#张力辊进入酸洗出口活套、圆盘剪到达酸洗出口区域。
1.2 酸槽(iBox)介绍
⑴ 攀钢2030 mm冷轧厂酸洗工艺段有3个酸槽,每个酸槽长30 m,被中间的小坝分为5个小的隔间,三个酸槽采用同样的设计,酸槽布置于拉伸矫直机出口侧,酸洗系统采用非连续循环模式供酸,相比连续酸循环系统,能够有效降低操作和维护成本。从酸再生来的酸液从出口侧向入口侧溢流。酸槽布置简图见图1。
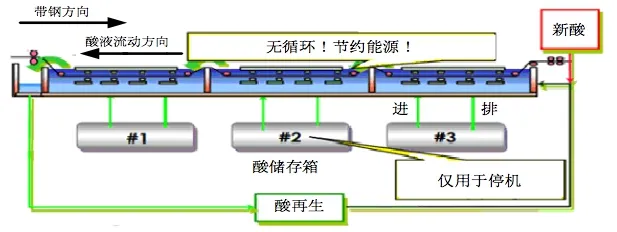
图1 酸槽布置简图
⑵ 为了降低操作和维护成本,获得最好的酸洗效果和最低的成本,工艺段采用了浸没式酸槽技术(iBox)。通过先进的iBox技术,带钢不再通过酸泵的喷射形成紊流,而是通过带钢的运动产生,从而用较短的酸槽达到最佳的酸洗效果。酸槽通过带鞍座的低坝分成三段,低坝形成单独的空间和带钢需要的悬垂度。悬垂度通过控制张力进行调节。
⑶ 每段酸槽的出口侧通过挤干辊减小带钢表面残余的酸液,有效的保证了每段酸槽酸液浓度的稳定性。当需要带钢倒带或防止酸液溢流,在1#酸槽前设置有一段预清洗槽。
2、iBox酸洗技术工作原理及设备
iBox酸洗技术与其它的酸洗方式不同, 它没有了酸槽和酸罐之间的酸循环,酸液由通入酸槽内的蒸汽管道直接加热,蒸汽管道为涂有特氟龙涂层的钢管。在保证酸洗质量的同时能够减少酸槽的长度,同时降低能量的损耗和设备装机数量。iBox酸洗技术是在每段酸槽中安装了4个设有隔断辊和鞍座的“盒子”,“盒子”的材质为FRP。当带钢在充满酸液的槽体中运动时,就会在由隔断辊和鞍座形成的多个腔体中形成酸液紊流状态,达到清洗热轧带钢的目的。酸液循环方式为:由3#酸槽向2#酸槽溢流,再由2#酸槽向1#酸槽溢流,然后从1#酸槽流入1#段储酸罐中,通过酸泵打入酸再生站处理生成再生酸至再生酸罐,由泵供至3#酸槽内。在每段酸槽内的底部设有材质为Teflon的管式加热系统,用来加热酸液达到工艺所需温度。3个酸槽的下方设有3个储酸罐,作用是当机组较长时间停机时,用来储存酸槽中排出的酸液,当机组恢复生产时,酸液由每个储酸罐所配置的酸泵打入酸槽中。储酸罐所配置的酸泵的作用是将储酸罐中的酸液打入槽内。iBox槽和储酸罐的温度、浓度、液位、流量等参数的检测和控制流程图[1]见图2。
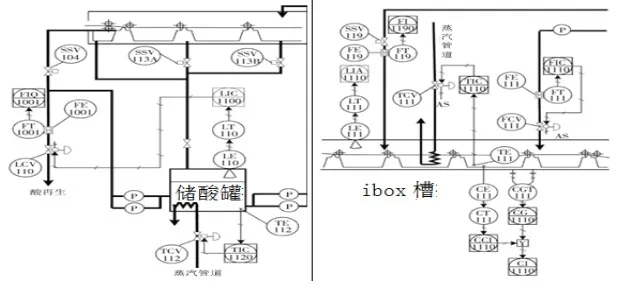
图2 储酸罐/iBox槽控制流程图
3、iBox酸洗技术介绍
3.1 iBox槽内酸浓度计算及控制
iBox槽内安装有酸液浓度检测和控制元件:电导率计和重度计, 经过比值器对测得的酸液电导率和酸液密度进行比较计算后,再经过温度补偿计算得出在线酸液浓度[2],其计算公式如下:

式中, CHCL和FeCL2分别为HCl和FeCL2的浓度,为测量的密度值, L为测量的电导率值 , a1、a6、b1、b6为常数。
将此计算值与离线式酸浓度仪采集的酸浓度的样本进行比较,经过线性分析等模型处理,从而得到HCl和FeCL2的实际浓度。根据计算出的浓度值调节酸再生到3#酸槽的再生酸流量调节阀的开口度,从而对酸槽内酸液浓度进行调节。
3.2 iBox酸洗技术参数比较
3.2.1 日本三菱
三菱的iBox酸洗实验始于1991年,在JFE的千叶工厂(Chiba works NO.4 PL)进行。酸洗生产线采用深槽式酸洗工艺,共有4个酸槽,每个槽长度20 m。实验将NO.2号酸槽进行了改造,加入了iBox。为了使实验结果更明显,事先模拟好了两个条件:①前三个酸槽用了75 ℃的酸液,4号槽用50 ℃的水;②酸液浓度处于HCL浓度低,FeCL2浓度高的状态。在这两种模拟的条件下,达到了99%酸洗效果时的最大酸洗速度。实验条件见表1。

?
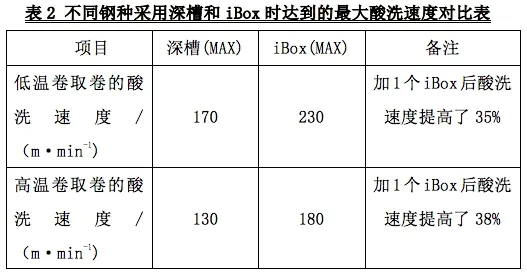
在实验过程中,用了4种低温卷取材料(SPHC)和3种高温卷取的材料(KTV-X)进行了生产实验,检测收集达到99%酸洗效果时的最大酸洗速度,不同钢种采用深槽和iBox时达到的最大酸洗速度对比见表2。
?
从表2可以得出,如果将3个深槽中的1个改为iBox槽,最大酸洗速度可以提高35%,如果将3个深槽全部改为iBox槽,最大酸洗速度可以提高1倍。这说明iBox的酸洗效率远远高于深槽酸洗。
3.2.2 日本住友金属
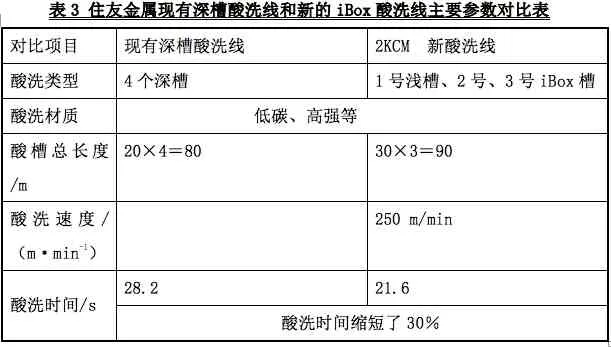
日本住友金属鹿岛制铁所的iBox酸洗生产线共有3个酸洗槽,NO.2和NO.3酸槽改为iBox酸槽,NO.1酸槽是普通的槽体,里面没有设置iBox槽,不把NO.1酸槽改为iBox酸槽的原因是:NO.2和NO.3酸槽改为iBox槽后,再加上普通的NO.1酸槽就完全能够满足产能需要,没有必要再将NO.1酸槽改造为iBox槽。现有深槽酸洗线和新的iBox酸洗线主要参数对比见表3。
?
住友金属在2KCM酸洗改造前考虑到其在河歌山的MDS喷流酸洗存在酸循环系统维护难度大、维护工作量大、故障率高及备件消耗较多等问题,因此,最终选择了iBox酸洗。
3.2.3 西昌项目PL-TCM机组与其它类似的PL-TCM机组的对比
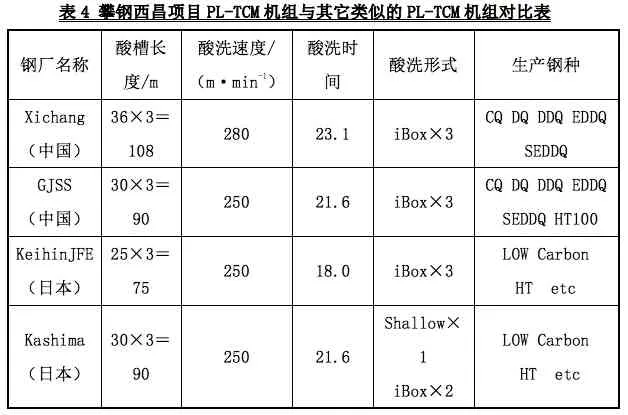
攀钢西昌2030 mm冷轧项目PL-TCM机组采用iBox酸洗技术,与其它类似的PL-TCM机组的对比如表4所示。
?
从表中可以看出,攀钢西昌PL-TCM机组酸洗时间为23.1s,大于广钢JFE的21.6s,而iBox的最短酸洗时间为18 s。所以,产量和表面质量都得到了有力的保证。
3.3 技术特点
⑴ 带钢在酸槽运行时的张力大小与喷流酸洗基本相同,所以不需要垂度控制。它与浅槽酸洗技术相比的优点是:无垂度控制,控制方面更简单,而且跑偏的几率大大减小。
⑵ iBox酸洗技术形成紊流的方式为:通过在每段酸槽中设置隔断辊和鞍座,使得带钢在充满酸液的槽体中运动时,就会在由隔断辊和鞍座形成的多个腔体中形成酸液紊流。“iBox”酸洗的紊流程度高,酸洗效率大于等于紊流酸洗。
⑶ iBox酸洗技术的酸液循环过程不同于喷流和紊流酸洗技术,具体过程如下:酸液从酸再生过来后直接加入3#酸槽,3#酸槽充满后酸液向2#酸槽溢流,2#酸槽充满后酸液向1#酸槽溢流,在1#酸槽末端靠高位溢流流入酸液收集罐,再由泵从收集罐抽出送到酸再生站的废酸罐中,在酸再生站处理生成再生酸至再生酸罐,由再生酸泵供至3#酸槽。
⑷ iBox酸洗技术的酸液加热也有自己的特色,不是通过往常的石墨加热器来加热,而是在酸罐和酸槽内底部都设置加热环形管路系统,用来加热酸液温度。这样可以避免部分热量的损失。根据每个槽需要的温度不同,1#酸槽中的加热环形管路数量要比2#、3#酸槽多一些。
⑸ 3个酸槽下设有3个储酸罐,作用是当机组较长时间停机时,用来储存酸液的,当机组生产时由每个储酸罐所配置的酸泵将罐中酸液供至酸槽中,该泵唯一的作用就是将储酸罐中的酸液打入槽内。
3.4 技术优势
⑴ 节能是iBox酸洗技术最大的优势,酸液的紊流是依靠带钢运行的动能来带动酸液流动,酸液则在特殊设计的隔断辊和鞍座间产生的腔体中流动来形成紊流。这不同于喷流和紊流酸洗工艺段依靠供料泵、喷射梁提供给酸液动能使其产生紊流。iBox酸洗技术较紊流酸洗技术节约电耗约6倍。
⑵ iBox酸槽和酸槽之间是无挤干辊设计(仅在整段1#酸槽的入口、3#酸槽的出口设计了挤干辊),降低了挤干辊维护量。同时由于酸槽间无挤干辊,槽体密封性更好了。
⑶ 加热器内置于酸罐和酸槽中,加热能力和效率较高。加热器采用PTFE特殊材质制造,外形采用了迷宫式设计,采取了合理的固定方式固定在槽中。不但使用寿命长,而且避免了以往采用石墨加热器频繁发生的堵塞事故。
⑷ 由于iBox酸洗技术取消了复杂的酸液加热循环系统,利用带钢运行的动能来产生酸液紊流,故现场设置的供酸管道仅在为酸槽供酸时才投入使用,间歇工作,并且压力相对较低,整个工艺段的酸液循环系统泄漏点大大减少,现场工作环境得到有效改善。
⑸ iBox酸洗技术取消了复杂的酸液加热循环系统,所以与常见的喷流式酸洗不同,泵和管道的数量较少而且是间歇式使用,这使得泵和管道的使用寿命相应延长,这样不但备件费用大幅度降低,而且故障率低机组运行更加稳定,以前喷流酸洗酸液循环系统的维护难度高、维护量大、维护时间长的问题也得到了妥善解决。
结语:
iBox酸洗技术在攀钢2030 mm冷轧厂酸轧机组中应用后,不仅减少了酸洗工艺段设备的布置量和备件量,减少了设备维护,而且提高了生产中过程中带钢的酸洗效率,达到了节能降耗及环保的目的,大大降低了冷轧厂的投资以及建成后的维护成本。