横拉定型段温度对双向拉伸聚对苯二甲酸乙二醇酯薄膜主要物理性能的影响
2019-03-27施中华
施中华
(安徽国风塑业股份有限公司,安徽合肥230093)
双向拉伸聚对苯二甲酸乙二醇酯薄膜用途广泛。但因用途不同,对薄膜的物理性能要求差别较大。本文拟探索横拉定型段温度对薄膜主要物理性能的影响。
1 主要影响因素的固化
除横拉定型段温度外,影响双向拉伸聚酯薄膜物理性能的主要因素有原料类型、环境温度等。
1.1 原料类型
同日,相同参数生产12μm 印刷膜,比较江阴金桥SH650 和浙江欧亚CiFu 两种切片薄膜主要物理性能,检测22 组数据,平均值见表1。
由表1 可见,虽然在相同环境、参数下,但两种原料产出薄膜的强度、延伸率和弹性模量依然差别较大。
1.2 环境温度
比较相同原料、相同参数在不同环境温度下生产12μm 薄膜物理性能,取2014 年7 月21 日、10 月08日、11 月20 日均使用江阴金桥SH650 切片生产的12μm 薄膜,两薄膜分别检测19 组,平均值见表2。
由表2 可见,环境温度降低时,薄膜热收缩率、拉伸强度、弹性模量均变大,断裂伸长率降低。
以上预实验证明:原料和环境温度影响薄膜物理性。因此,本试验固化参数:采用江阴金桥切片、厚度12μm、环境温度±5℃(相邻2 天内),以便检测数据准确有效。
2 定型段温度对薄膜物理性能的影响
2.1 横向拉伸定型段温度对薄膜拉伸强度的影响
横向拉伸定型2~6 区18 个加热温度分别设定为225℃、230℃、232℃、234℃、236℃、238℃、240℃和242℃。设定温度稳定后,将实际温度调整为设定温度。然后,检测每个温度下产出薄膜的拉伸强度,分析比较,结果见图1。

表1 相同条件SH650 与CiFu 生产12μm 主要物性比较

表2 相同参数不同环境温度下生产12μm 薄膜物性比较

图1 横拉定型温度与薄膜拉伸强度关系
由图1 分析可以得出,随着横向拉伸定型段温度升高,薄膜的拉伸强度逐渐降低,横向温度升高17℃,薄膜拉伸强度纵向降低16% ,横向降低12.8% 。
2.2 横向拉伸定型段温度对薄膜弹性模量的影响
设定横向拉伸定型2~6 区18 个加热温度分别设定为225℃、230℃、232℃、234℃、236℃、238℃、240℃和242℃。设定温度稳定后,将实际温度调整为设定温度。然后,检测每个温度下产出薄膜的弹性模量,分析比较,结果见图2。

图2 横拉定型温度与薄膜弹性模量关系
由图2 分析可以得出,随着横向拉伸定型段温度升高,薄膜的弹性模量逐渐降低,横向温度升高17℃,薄膜弹性模量纵向降低12.7% ,横向降低13.5% 。
2.3 横向拉伸定型段温度对薄膜断裂伸长率的影响
设定横向拉伸定型2~6 区18 个加热温度分别设定为225℃、230℃、232℃、234℃、236℃、238℃、240℃和242℃。设定温度稳定后,将实际温度调整为设定温度。然后,检测每个温度下产出的薄膜断裂伸长率,分析比较,结果见图3。

图3 横拉定型温度与薄膜断裂伸长率关系
由图3 分析可以得出,随着横向拉伸定型段温度升高,薄膜的断裂伸长率逐渐降低,横向温度升高17℃,薄膜断裂伸长率纵向降低20.9% ,横向降低18.3% 。
2.4 横向拉伸定型段温度对薄膜热收缩率的影响
设定横向拉伸定型2~6 区18 个加热温度分别设定为225℃、230℃、232℃、234℃、236℃、238℃、240℃和242℃。设定温度稳定后,将实际温度调整为设定温度。然后,检测每个温度下产出的薄膜热收缩率,分析比较,结果见图4。
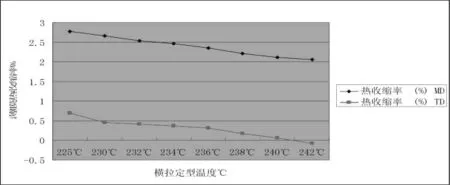
图4 横拉定型温度与薄膜热收缩率关系
由图4 分析可以得出,随着横向拉伸定型段温度升高,薄膜的热收缩率逐渐降低,横向温度升高17℃,薄膜热收缩率纵向降低25.9% ,横向降低111.4% (基数小,且接近0) 。
2.5 横向拉伸定型段温度对薄膜雾度的影响
设定横向拉伸定型2~6 区18 个加热温度分别设定为225℃、230℃、232℃、234℃、236℃、238℃、240℃和242℃。设定温度稳定后,将实际温度调整为设定温度。然后,检测每个温度下产出的薄膜雾度,分析比较,结果见图5。

图5 横拉定型温度与薄膜雾度关系
由图5 分析可以得出,随着横向拉伸定型段温度升高,薄膜的雾度逐渐升高,横向温度升高17℃,薄膜热收缩率纵向升高3.3% 。
3 结论

表3 主要物性变化
固定原料、环境温度,生产BOPETT-12μm 薄膜,提高横向定型2~6 区温度17℃,观察薄膜拉伸强度、弹性模量、断裂伸长率、热收缩率和雾度五个性能的变化,汇总于表3。
由表3 可见,随着温度升高,薄膜拉伸强度、弹性模量、断裂伸长率和热收缩率均降低,其中热收缩率降低比例最大,其次依次是纵断裂伸长率、拉伸强度和弹性模量。生产过程中需要调整物性时,可先计算当前性能与目标性能差距,再根据以上图表控制调整幅度,可快速准确达到目标性能。
随着横拉定型温度升高,薄膜雾度提高,但提高幅度较小。若客户对雾度有特殊要求,且薄膜配方无法改变时,可适当调整定型温度。
