复合酶-间歇超声法制备玉米多孔淀粉工艺
2019-03-08蒋新龙蒋益花王纯洁朱志友金文浩沈佳琦
蒋新龙 蒋益花 王纯洁 朱志友 金文浩 沈佳琦
(浙江树人大学生物与环境工程学院,杭州 310015)
我国玉米年产量及进出口量大,产业发展迅速,规模经济总量大,对玉米进行多层次深度加工已成为玉米产业的主要发展方向[1-3]。多孔淀粉是由玉米淀粉经处理而使颗粒呈现多孔状,与天然淀粉相比,具有较大的比表面积, 较低的颗粒密度及良好的吸水、吸油、分散等优良性能[4-7],可用于食品色素、香料、酶制剂、维生素、糖果、油脂、调味料、粉末食品等产品中,应用价值很高[8-10]。利用玉米淀粉制备多孔淀粉是提高玉米使用价值和经济效益的有效途径。
多孔淀粉的制备有许多方法,如机械方法,物理方法和生化方法[4-6,11]。酶解法由于所用酶制剂价格低廉、使用方便、制备过程简单、目的性强,被认为是最具应用价值的方法之一[12-14]。糖化酶和α-淀粉酶是最常用的两种酶,它们的复合协同作用,能有效提高多孔淀粉的生成质量[4-5,15-16]。 超声波能降解淀粉大分子,一定强度的超声波有利于提高纤维素酶、蛋白酶、糖化酶、糖苷酶等酶的活性。酶解过程间歇超声处理有利淀粉颗粒的开孔效果[17]。间歇超声波辅助糖化酶制备多孔淀粉及复合酶-超声波辅助法制备马铃薯多孔淀粉已有报道[18],但复合酶-间歇超声法制备玉米多孔淀粉工艺鲜有报道。
本研究以玉米淀粉为实验材料,采用吸附率作为评定多孔淀粉优劣的指标,采用Plackett-Burman设计法筛选影响复合酶-间歇超声法制备多孔淀粉的主要因素,并利用Box-Behnken响应面分析法对主要因素进行优化得出最佳制备工艺,为进一步开发利用玉米淀粉提供借鉴。
1 材料与方法
1.1 材料与仪器
玉米淀粉;α-淀粉酶、糖化酶,根据GB 8275—2009方法测定α-淀粉酶酶活[19],测得α-淀粉酶酶活为1 698 IU/mL,根据GB 8276—2006方法测定糖化酶酶活[20],测得糖化酶酶活为1.19×104IU/g;所用试剂均为分析纯;所用水为蒸馏水。
UV-9100紫外可见光谱仪;pHS-3B型精密pH计;ZHWY-110X 往复式水浴恒温培养振荡器;CQ-250S台式超声波清洗器(250 W,40 kHz);HitachiS-4700场发射扫描电子显微镜。
1.2 方法
1.2.1 多孔淀粉的制备
向250 mL锥形瓶中加入适量的玉米淀粉和一定pH值的缓冲溶液(缓冲溶液由柠檬酸和磷酸氢二钠预先配制),制成不同质量浓度的淀粉乳。将锥形瓶置于水浴恒温振荡器上预热一定时间,通过水浴控制体系温度。然后,向其中加入一定量的糖化酶和酶α-淀粉酶,在合适的反应温度下,经过一定的酶解反应时间。其中,在酶解过程中进行间歇超声处理,每30 min处理1次(如需处理10 min,则每酶解29 min处理1 min,5 h酶解结束时共处理10 min,以此类推)。酶解结束后立即加入质量浓度为4%的NaOH溶液5 mL终止反应。随后,用蒸馏水洗至中性并抽滤,然后干燥(60 ℃,常压)、粉碎、过100目筛,即得多孔淀粉。
1.2.2 多孔淀粉吸附率的测定
多孔淀粉的吸附属于物理吸附,没有选择性,多孔淀粉的吸附性能可以通过吸附率进行表征[5]。由于甲基紫溶液在583 min处有最大吸收[5],且吸收值与其含量呈线性关系,本研究采用甲基紫溶液作为待吸附的物质,对产物的吸附率进行测定。
称取1 g多孔淀粉样品,置于250 mL的锥形瓶中,向其中加入0.1 g/L的甲基紫溶液100 mL,在水浴恒温振荡器中振荡5 h,设置温度25 ℃,转速120 r/min,然后用离心机以1 5000 r/min的转速离心8 min,分离上层清液。取2 mL上层清液加入到10 mL比色管中,定容到10 mL。用紫外可见分光光度计在583 nm处测其吸光度。重复3次。
准确配制甲基紫标准系列溶液(1.0、2.0、3.0、4.0、5.0 mg/L),蒸馏水为空白样,在583 nm处测其吸光度A。以甲基紫的浓度C为横坐标,吸光值A为纵坐标绘制甲基紫的标准曲线。实验得到甲基紫浓度在1.0 mg/L到5.0 mg/L之间的标准曲线方程为:A=0.087 3c-0.028 5;R=0.999 1。根据标准曲线计算甲基紫浓度,吸附率Y按公式计算:
式中:C0为甲基紫溶液初始质量浓度/mg/L;Ce为吸附平衡时溶液中甲基紫质量浓度/mg/L 。
1.2.3 单因素实验
以对甲基紫吸附率为指标,考察9个影响吸附率的因素,得出单因素对吸附率的变化规律,并确定9个单因素的最佳值。单因素实验采用的固定参数分别为:水浴加热预处理15 min,底物淀粉浓度 33.33%、酶用量1.2%、酶配比(糖化酶∶α-淀粉酶)9∶1、pH 5.0,反应温度 55 ℃、反应时间5 h,超声功率250W,超声时间30 min。分别固定其中的8个因素,变化另1个因素进行优化,因素变化范围分别为:预处理时间(5~30 min)、pH(4.0~6.5)、超声功率(125~250 W)、酶用量(0.4%~2.4%)、酶配比(9∶1~1∶9)、反应温度(40~65 ℃)、超声时间(10~60 min)、底物浓度(9.09%~33.33%)、反应时间(2~10 h)。
1.2.4 Plackett-Burman实验设计
在单因素实验基础上,利用Plackett-Burman实验设计法,除了单因子即可筛出结果的3个影响因素(水浴加热预处理时间、超声功率和淀粉浓度)外,对其他6个影响因素中筛选出主效应因素。每个因素分别取低(-1)和高(+1)两个水平,共12个实验组合。具体设计见表1。每个处理重复3次,取平均值为实验结果。
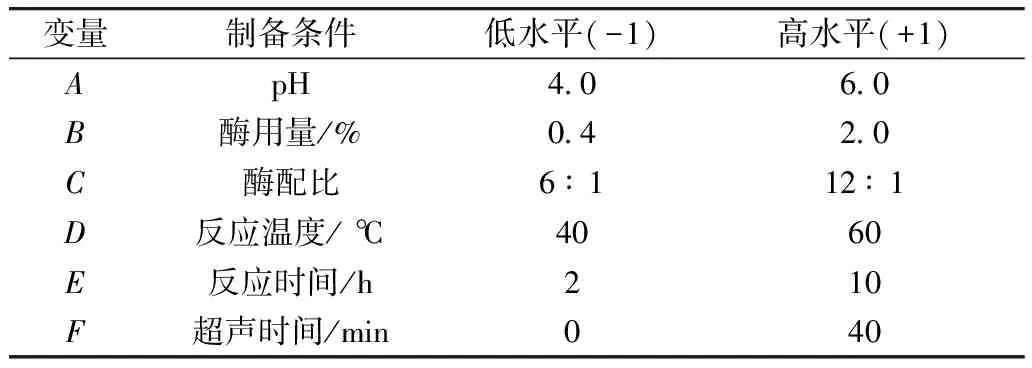
表1 Plackett-Burman 设计因子水平
1.2.5 Box-Behnken实验设计
在Plackett-Burman实验基础上,采用响应面Design-Expert.V.8.0.5软件中Box-Behnken模型进行实验设计,对多孔淀粉制备工艺参数中的主效应因素酶用量、反应时间和超声时间进行优化分析得二阶响应面模型,确定最优制备多孔淀粉条件并进行验证,具体设计见表2。
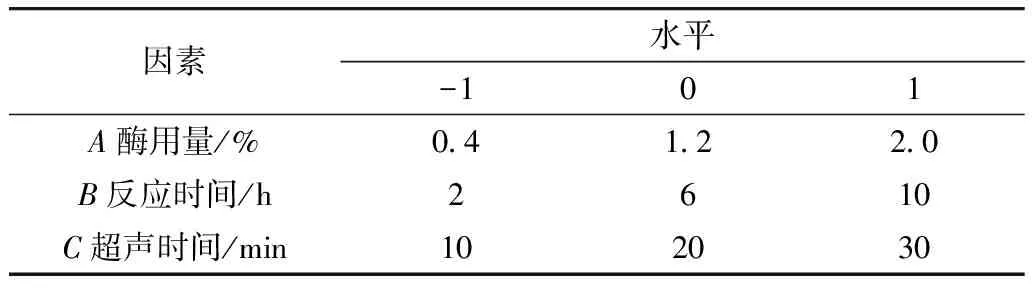
表2 响应面分析因素与水平
1.2.6 多孔淀粉微观形态分析(扫描电镜法)
将淀粉样品用导电双面胶固定到金属载物台上,使用真空镀膜仪喷镀钯金,然后在15.0 kV电子束条件下对样品进行扫描电镜观察。
1.3 数据处理
显著性检验采用Duncan法;响应面优化法采用Design-Expert.V.8.0.5软件进行处理和分析。
2 结果与分析
2.1 单因素实验
2.1.1 预处理时间对甲基紫吸附率的影响
采用原淀粉的预糊化方法进行预处理。在预糊化过程中,利用水分子破坏淀粉分子间氢键,破坏了规律排列的胶束结构,有利于酶液进入淀粉颗粒内部反应,增加酶作用位点,从而可加快酶反应效率[21]。图1表明,随着预处理时间的增加,吸附率呈现先增后降的过程,轻度糊化有利于酶在淀粉颗粒上作用,预热时间短,所增加酶作用位点不足,吸附率较低;预热15 min所制的吸附率最高;预热时间超过15 min,糊化程度大的淀粉被过度酶解生成葡萄糖,淀粉颗粒面临崩溃,形成孔穴效果变差[22]。综合考虑所制的多孔淀粉的吸附率、时间成本及能耗,预热15 min作为后续实验条件。
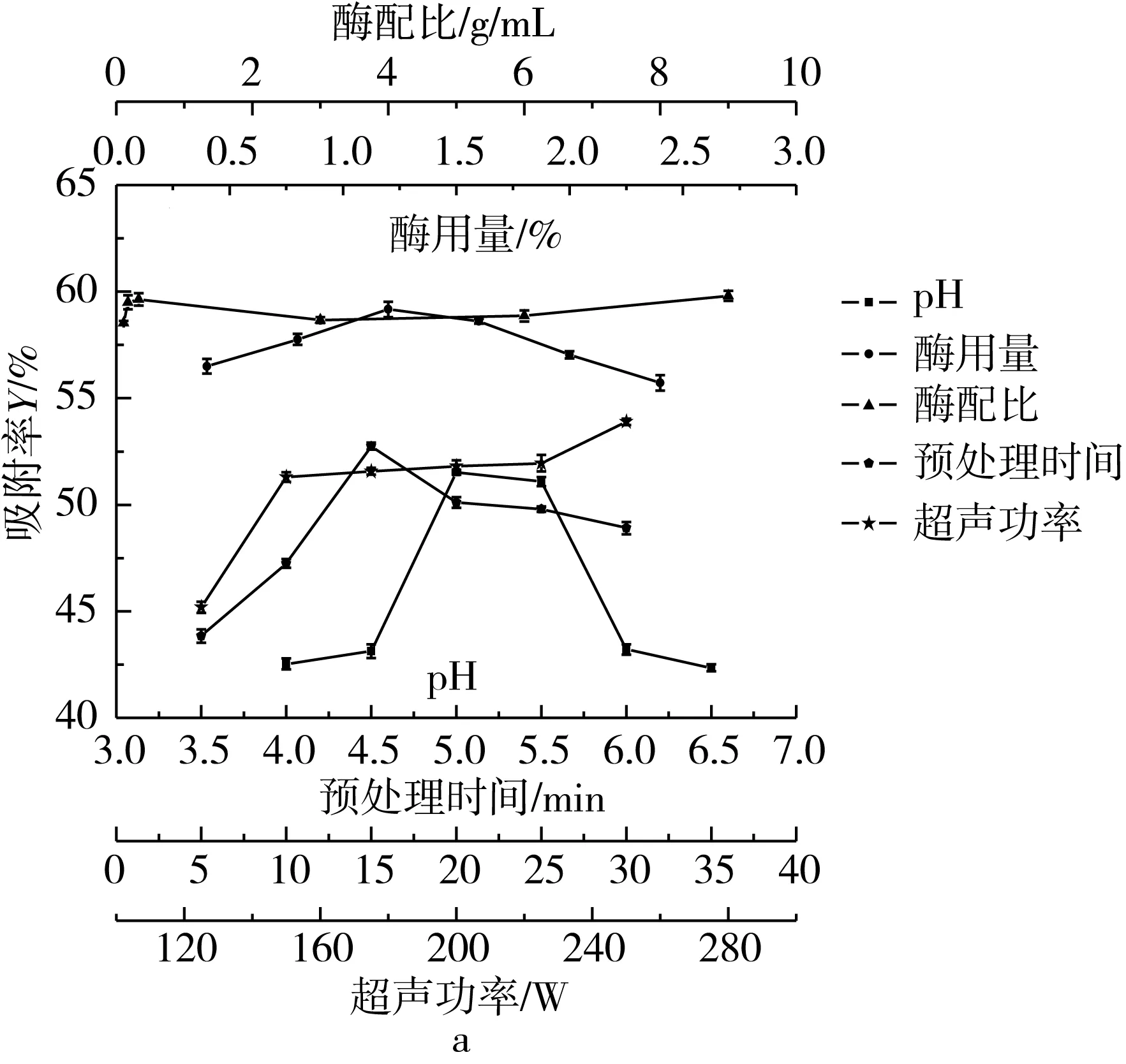
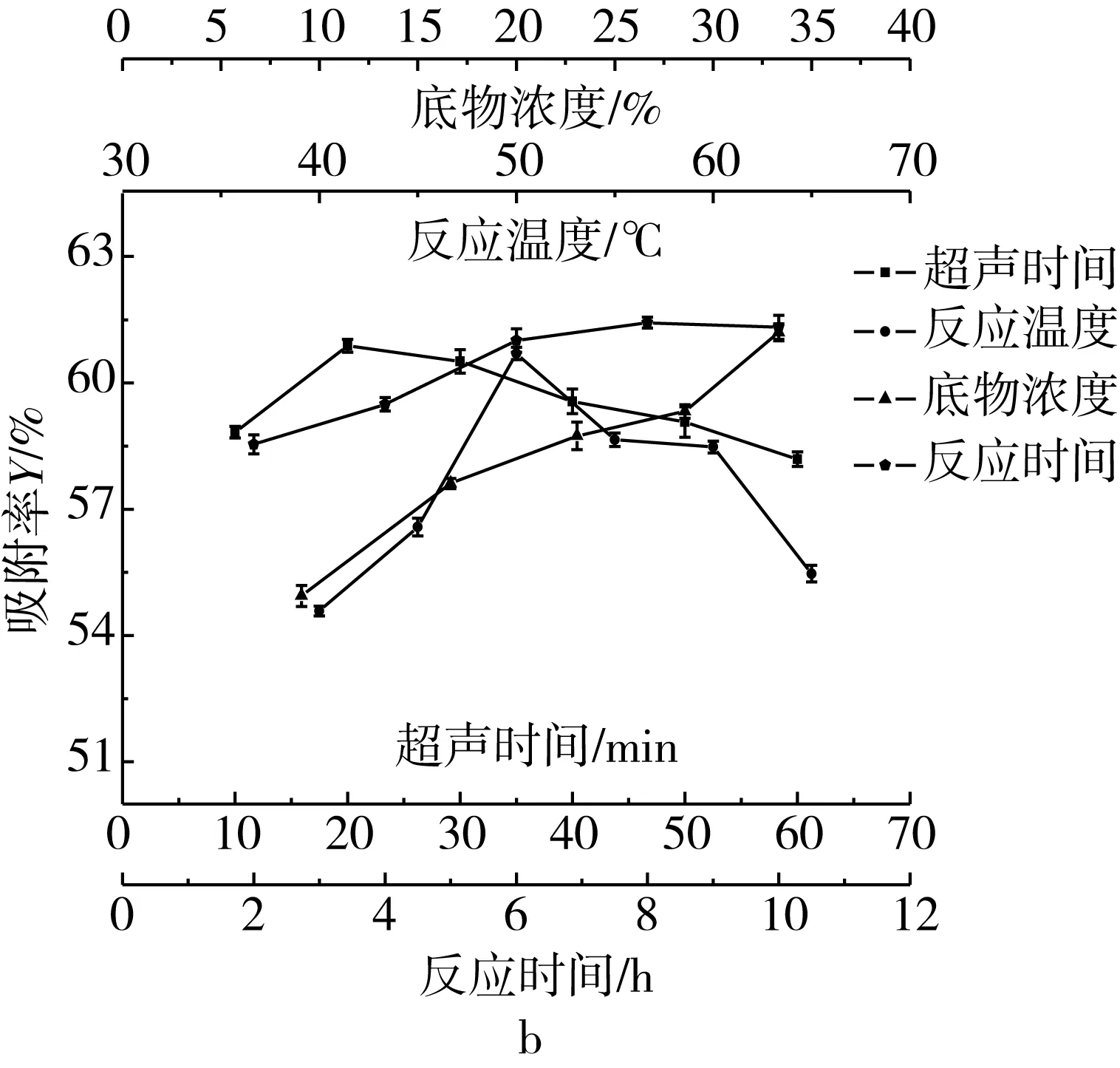
图1 不同处理对甲基紫吸附率的影响
2.1.2 pH对甲基紫吸附率的影响
糖化酶和α-淀粉酶的最适 pH 分别是 4.2 和 5.0[23]。在酶解反应过程中,只有两种酶协同作用效果才最明显,一种酶活性太高,而另一种酶活力过低都不利于多孔淀粉的形成。图1表明,随着pH的增大,吸附率呈现先增后降的过程,反应体系 pH 为 5.0 时,两种酶的活性相对适中,协同作用最为明显,吸附率最高,且淀粉颗粒不会被过度分解。
2.1.3 超声功率对甲基紫吸附率的影响
超声波是一种弹性机械波,能破坏溶液中多糖的C—C键,降低多糖的相对分子质量,促进或者抑制酶活。一定强度的超声波有利于提高纤维素酶、蛋白酶、糖化酶、糖苷酶等酶的活性;高强度的超声波会破坏酶的微观结构,降低酶活性[17]。图1表明,超声功率250 W时所制的多孔淀粉吸附率最高,而且与其他水平之间差异皆显著(P<0.05)。考虑所制的多孔淀粉的吸附率和超声功率水平设置,选择超声功率250 W为后续的实验条件。
2.1.4 酶用量对甲基紫吸附率的影响
图1表明随着酶加入总量的增加,吸附率呈现先增后降的过程,酶用量1.2%时吸附率最高。这是因为当酶用量过低时,只有部分淀粉颗粒可以有效地接触到酶分子,随着酶用量的增加,酶-底物复合物也随着增加,但酶浓度增加过多,会引起淀粉颗粒的过度水解,起到相反效果[24]。因此对于整个系统,酶用量 1.2%为最佳,此时酶解反应充分且不会过度,产物多孔淀粉的吸附率最高,吸附效果最佳。
2.1.5 酶配比对甲基紫吸附率的影响
糖化酶是外切作用酶,从淀粉的非还原端水解 α-1,4-糖苷键,又能水解α-1,6-糖苷键;α-淀粉酶是内切作用酶,随机攻击淀粉颗粒内部的 α-1,4-糖苷键[15]。两种酶的协作不仅提高了水解率,而且还提供了更为有效的水解点,使酶解作用逐步深入到颗粒内部,在中心附近熔融,形成中空结构[16]。图1表明,当糖化酶与α-淀粉酶的比例为9∶1时,这种协作效果最明显,此时淀粉水解度最佳,淀粉颗粒的开孔效果最好,吸附率也最高。
2.1.6 反应温度对甲基紫吸附率的影响
糖化酶和α-淀粉酶最佳反应温度为分别为58~65 ℃和75 ℃[23]。图1表明,随着反应温度的升高,吸附率呈现先增后降的过程,50 ℃时多孔淀粉的吸附率最高。反应温度过低,糖化酶和α-淀粉酶的催化效能未得到充分发挥。50 ℃反应体系虽然不是在复合酶水解的最佳温度,酶的活性不是最高,但酶活力保持的时间较长。因此,选择50 ℃的反应温度。
2.1.7 超声时间对甲基紫吸附率的影响
图1表明,当酶解过程处于最高超声功率250 W,随着超声时间的延长,吸附率呈现先增后降的趋势,超声时间为20 min时所制的多孔淀粉吸附率最高。这是因为超声波利用弹性机械波能降解淀粉大分子,促进或者抑制酶活。一定强度一定超声时间的超声波有利于提高酶活。较高强度的超声波超声时间过长,可使酶中氢键(维持酶一级结构的稳定)断裂,导致蛋白质结构的展开;超声作用产生的OH-有很强的氧化作用,能与酶中的氨基酸结合反应[25]。当较高强度较长时间超声对反应体系的负效应大于正效应时,多孔淀粉的水解率下降。
2.1.8 底物浓度对甲基紫吸附率的影响
从图1中发现,随着底物淀粉浓度的增加,吸附率也随着上升。但随着底物淀粉浓度的增加,其黏度的增幅也急剧变大,当淀粉乳浓度至33.33%或以上,“淀粉乳”已成为团浆状。在此状态下,搅拌阻力大,反应过程中搅拌不均匀,导致反应体系不稳定;同时反应体系中的自由水的浓度降低,抑制了酶和底物的反应。故淀粉乳浓度以33.33%为宜。综合考虑所制多孔淀粉的吸附率、底物浓度水平设置及实验操作的便利性,淀粉乳浓度33.33%为后续的实验条件。
2.1.9 反应时间对甲基紫吸附率的影响
图1表明,随着反应时间的延长,吸附率先增后降,8 h 反应时间对应的多孔淀粉吸附率最高,吸附效果最好。在开始阶段随着酶解反应的进行,淀粉颗粒表面的孔越多、越深、越大,其吸附能力越高;但反应时间超过8 h,酶水解过度,颗粒淀粉的完整结构被损坏,使得产物的吸附能力一步步降低直至消失[24]。因此,选择 8 h 作为酶解反应的最佳时间条件。
2.2 Plackett-Burman筛选实验
Plackett-Burman(PB)实验为筛选实验设计,主要针对因子数较多,且未确定众因子相对于响应变量的显著性而采用的实验设计方法。筛选实验设计虽不能区分主效应与交互作用的影响,但可分清实验因素对指标影响的大小,从众多的考察因素中尽快而有效地筛选出最为重要的几个因素,避免在后期的优化实验中由于因子数太多或部分因子不显著而浪费实验资源[26-28]。
本研究选用了实验次数N=12的Plackett-Burman实验设计,根据单因子实验,水浴加热预处理15 min、超声功率250 W、和淀粉浓度33.33%作为固定条件,其他6个因素通过Plackett-Burman实验设计进行筛选,以吸附率为响应值,实验结果见表3。由方差分析表4可以看出,对制备多孔淀粉的影响重要性依次为:反应时间(E),超声时间(F),酶用量(B),pH(A),反应温度(D),酶配比(C)。其中,E、F、B的P值小于0.10,说明其对多孔淀粉的制备影响比较显著,为最为明显因素。
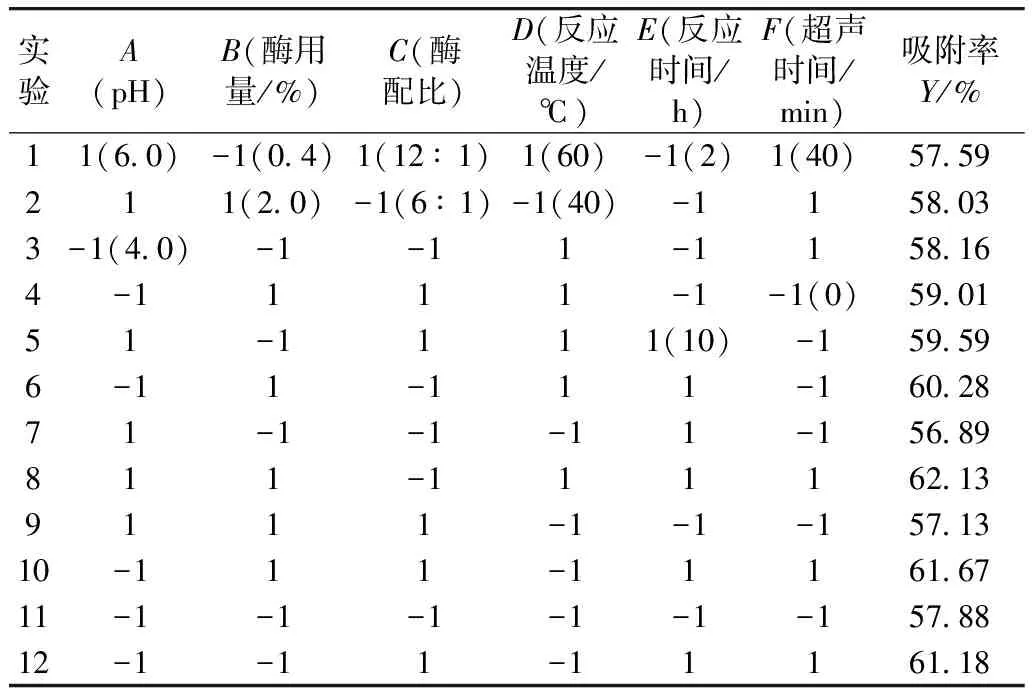
表3 Plackett-Burman实验设计结果
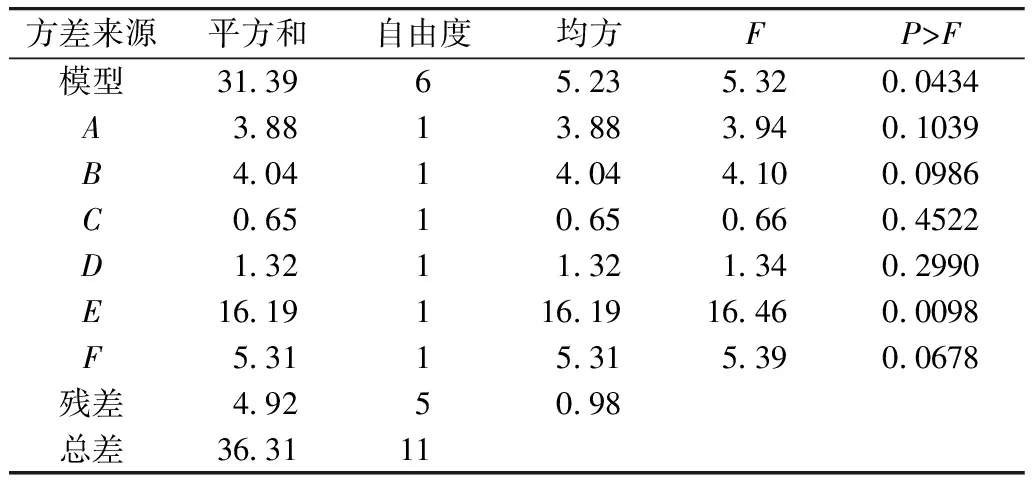
表4 方差分析
2.3 响应面优化实验
响应面分析法是一种优化多变量系统的有效实验工具[26-28]。根据单因子实验和Plackett-Burman筛选实验结果,反应时间、超声时间、酶用量三个因素作为主效应因素,选用Box-Behnken Design(BBD)实验设计,以对甲基紫吸附率为响应值,做3因素3水平共 17个实验点(5个中心点)的响应面分析实验,实验结果见表5。

表5 响应面实验设计与结果
固定实验条件:水浴加热预处理15 min,超声功率250 W,淀粉浓度33.33%,pH 5.0,酶配比(糖化酶∶α-淀粉酶)为9∶1,反应温度 50 ℃。
2.3.1 方差分析
采用Designexpert程序对所得数据进行回归分析,回归分析结果见表6。从表6中可以看出,反应时间(B)和超声时间(C)的P值都小于0.01,说明二个因素对多孔淀粉的制备影响都极显著。方差分析说明各个实验因子对多孔淀粉的制备影响由大到小的顺序依次为:反应时间(B)、超声时间(C)、酶用量(A)。方差分析也说明各个具体实验因子与响应值都不是简单的线性关系。
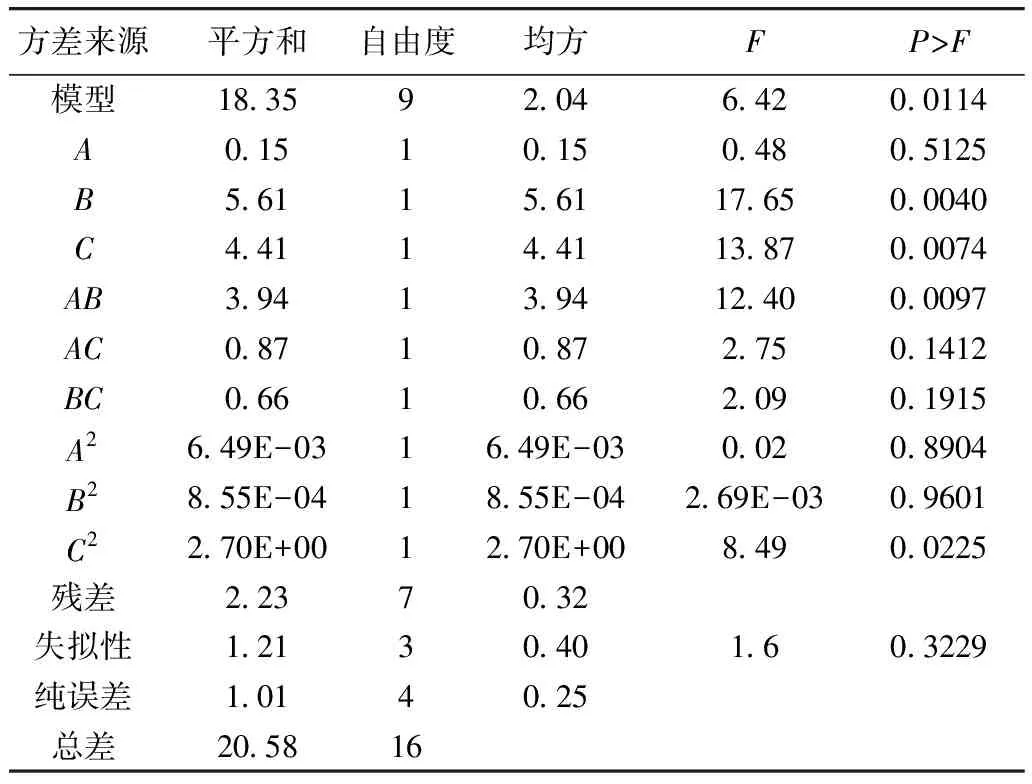
表6 回归方程方差分析结果
2.3.2 拟合模型的建立
对响应面测试数据进行回归拟合,确立回归方程:
吸附率Y/%=+60.03+0.14A+0.84B+0.74C-0.99AB-0.47AC+0.41BC+0.039A2+0.014B2-0.80C2
由表6可知,整体回归模型具有显著性(P<0.05) ,失拟项检验的P=0.322 9(不显著),表明模型充分拟合实验数据,该方程是多孔淀粉的制备工艺参数的合适数学模型,可以用此模型对多孔淀粉制备工艺进行分析和预测。变异系数CV反映了模型的置信度,CV值越低,说明模型的置信度越高[29]。本实验的CV 值为0.94%,表明置信度较高,模型方程能够较好地反应真实实验值,可用此模型分析响应值的变化[30]。
2.3.3 交互作用分析
在酶用量、反应时间、超声时间3个因素中任取两个作为X和Y,以对甲基紫吸附率作为Z,由Design-Expert.V 8.0软件处理作出相应的各因素交互作用的三维曲面图。表现为曲线越陡,说明交互作用对甲基紫吸附率的影响越显著。甲基紫吸附率随任意两个变量的增加都呈现上升趋势,达到某一极大值后,曲面下降或趋向于平缓,且酶用量(A)和反应时间(B)的交互作用对甲基紫吸附率影响最显著,这与回归分析的结果吻合。
2.3.4 最优工艺验证
利用软件绘出回归模型的等值线,并确定模型的极大值点,预测所得多孔淀粉对甲基紫的最大吸附率为62.60%。利用软件得出反应时间10 h、超声时间29.83 min和0.4%酶用量为最佳。综合分析可得多孔淀粉制备的最优条件:水浴加热预处理15 min,超声功率250 W,淀粉浓度33.33%,pH 5.0,酶配比(糖化酶∶α-淀粉酶)为9∶1,反应温度50 ℃,酶用量0.4%(相当酶活力10.87 IU/g),反应时间10 h,超声时间29.83 min。按照优化后的最优条件进行验证实验,实测对甲基紫吸附率达到62.42%,与预测值62.60%无显著差异,表明了PB和BBD方法联用的可行性,也证明了该套统计学实验设计与分析方法在多孔淀粉加工应用中的准确性和可靠性。同一吸附条件下,测得原淀粉对甲基紫吸附率为22.42%。复合酶-间歇超声法制备多孔淀粉,操作简单,反应时间短,生产成本低,且所得多孔淀粉对甲基紫的最大吸附率是原淀粉的 2.8倍,说明复合酶-间歇超声法是很有前景的制备多孔淀粉的好方法。
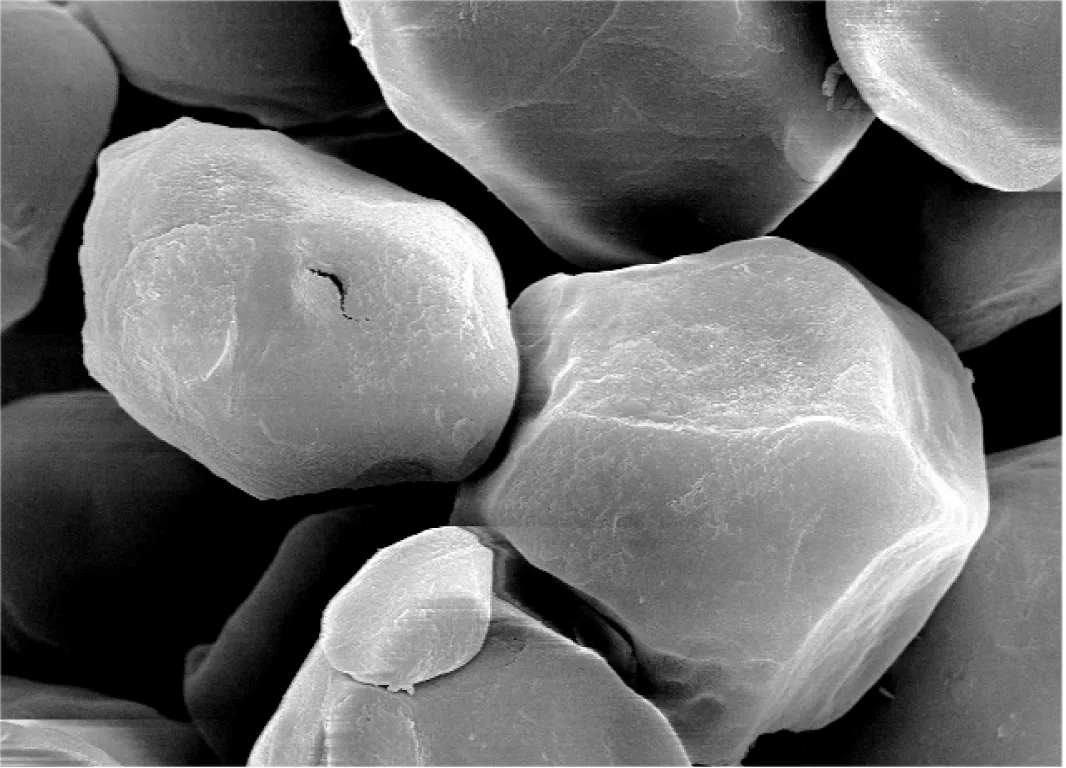
图2 玉米淀粉SEM图
2.4 多孔淀粉的微观形态分析
图2为原玉米淀粉的SEM照片,玉米原淀粉的颗粒外形为不规则多边形,颗粒表面具有一些比较平缓的棱角,孔数极少。图3为经由复合酶-间歇超声法制备的多孔淀粉,淀粉颗粒表面形成了多孔结构,分布于整个颗粒表面,并且孔的孔径较大、深度较深,表明多孔淀粉成孔较好,比表面积增大。从理论上分析,糖化酶和α-淀粉酶这两种酶的协同作用使水解向淀粉分子内部推进,一定强度的超声波辅助作用有利于酶解制备的多孔淀粉吸附率的提高及其比表面积的增大,宏观的效果就是淀粉颗粒表面形成独特的多孔结构。
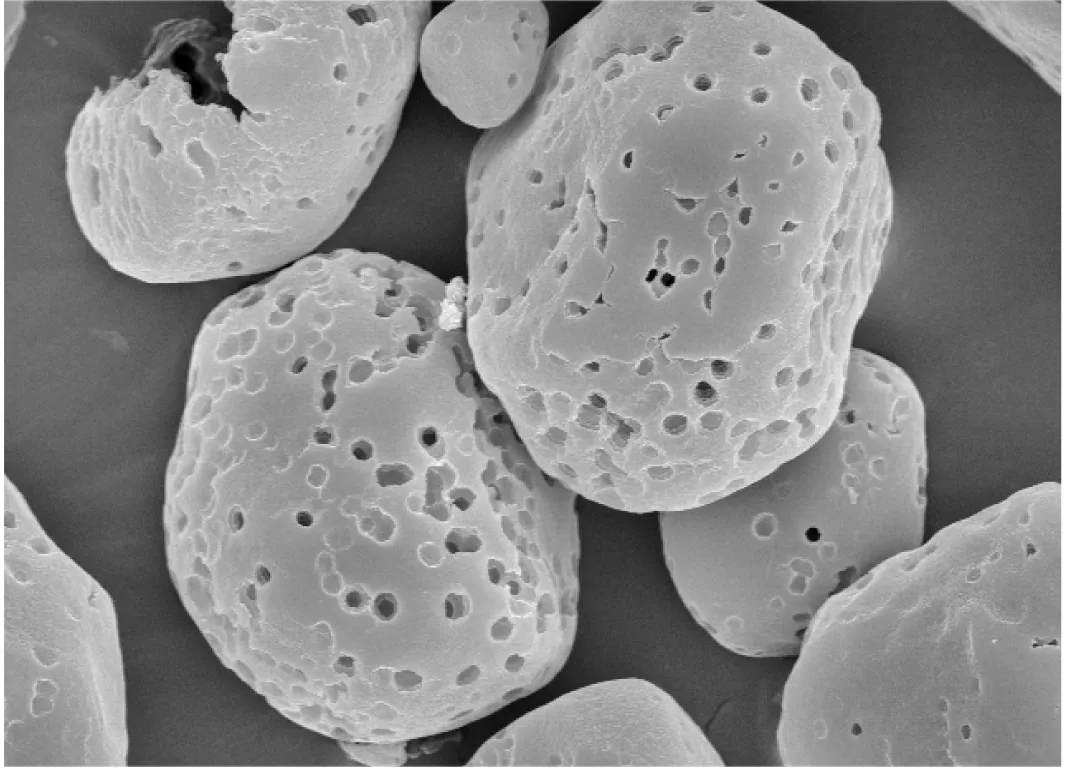
图3 多孔淀粉SEM图
3 结论
以玉米淀粉为原料,通过酶解单因素实验、Plackett-Burman(PB)筛选实验和Box-Behnken Design(BBD)响应面实验设计对复合酶-间歇超声法制备多孔淀粉工艺进行优化。结果显示,对多孔淀粉的制备影响由大到小依次为:反应时间,超声时间,酶配比。制备玉米多孔淀粉最适条件为:水浴加热预处理15 min,底物淀粉浓度 33.33%、超声功率250 W,超声时间29.83 min,酶用量 0.4%(相当酶活力:10.87IU/g)、酶配比(糖化酶∶α-淀粉酶)9 ∶1、pH 5.0,反应温度 50 ℃、反应时间 10 h,实测吸附率为62.42%,接近理论预测值62.60%,是原淀粉对甲基紫吸附率的 2.8倍。电镜微观形态分析表明:多孔淀粉微孔的吸附率变化与其微观结构变化相吻合。本实验证实了PB和BBD方法联用在多孔淀粉加工应用的可行性和复合酶-间歇超声法制备多孔淀粉应用性。