医用急救车工艺设计与实现
2019-02-06张倩倩
摘 要:医用急救车是一种集伤员紧急救治和快速转运功能于一体的高性能急救装备,借助车内设施,医护人员可对伤病员进行包扎、固定、外伤止血、通气、输液、供氧;重伤病员的途中紧急救治(呼吸支持、生命体征监护、起搏等)。本文对急救车总体工艺过程的设计与改进进行了较详细的阐述。
关键词:急救车;工艺;设计;实现
中图分类号:TH789 文献标识码:B 文章编号:1008-4428(2019)12-0181-02
一、 引言
医用急救车在抢救伤员生命体征具备良好的作用,为此,广泛受到社会各界的关注。为了设计出性能优良的急救车,必须对其制造过程进行严格控制,使其生产过程符合工艺设计要求。工艺过程中出现任何一项问题,都会对设计质量造成不良影响。按不完善的工艺设计进行加工,即使制造者百倍努力,也制造不出良好的产品。
二、 总体工艺方案的设计
(一)结构设计
依据急救车的技术要求和设计方案,确定加工控制的重点为厢体内外部尺寸精度、密封性能和防盐雾、防霉菌、防湿热措施。
1. 厢体结构
(1)车厢厢体外形尺寸应符合国家关于运输车辆外形尺寸的要求。通过专用工装,结合成熟的厢体拼装工艺,严格按照厢体拼装作业指导书,保证厢体内外部尺寸公差、对角线差、平面度、垂直度均满足国标要求。
(2)厢体大板骨架为铝型材焊接结构,焊接过程严格按照工艺规范操作,外形尺寸的控制、焊接变形的控制、焊接后的应力消除,是大板骨架重点控制的工艺过程。
(3)厢体对应安装设备的位置预埋钢板,钢板安装前做好防锈处理。
2. 密封性能
急救车要具有良好的密封性能,外防雨、内防水,因此需要对门、窗,以及大板之间的接缝处,采取可靠的措施进行密封。
(1)车门安装间隙均匀,密封条平整、牢固可靠,无褶皱和破损。
(2)所有外包边、包角、窗带密封胶安装,胶水自然溢出。
(3)铆钉带胶铆接,铆钉头与母体应紧贴,无歪头、裂头及松动现象。
(4)厢体外部所有铆钉头用φ2.5铝丝带胶封堵,修平。
(5)所有外露紧固件全部带胶安装。
(6)各大板与底盘拼装后产生的缝隙均需进行发泡封堵。
(二)工艺流程
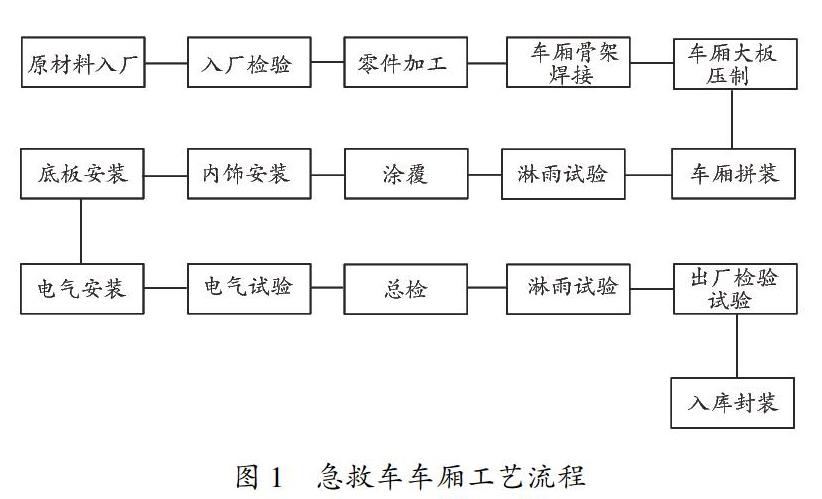
1. 工艺流程图
根据急救车的结构特点,结合生产状况,特制订如下工艺流程,见图1。
2. 涂覆工艺
急救车要求能适应高原高热地区的日晒、抵抗沿海地区的盐雾腐蚀,必须有可靠的防盐雾、防霉菌、防湿热措施。为此采用最佳的三防涂层系统,先进的三防工艺、设备和材料,完善的工艺文件,严格有效的管理,以保证产品在恶劣环境下使用的可靠性,提高产品的使用寿命。
金属件防腐采用了双层保护技术,即涂覆金属层+涂覆有机涂层,此三防设计和处理技术已达到或接近美国军用标准,同时也满足GJB/Z 594A-2000《金属镀覆层和化学覆盖层选择原则和厚度系列》中的相关指标要求。
具體涂层系统如下:
(1)大型钢质件采用喷铝(锌)+涂漆处理技术。
(2)小型钢质件采用镀锌彩色钝化+涂漆处理技术。
(3)铝合金件采用打磨处理+涂漆处理技术。
(4)钢质标准件采用锌铬涂层处理技术+外露表面涂漆处理技术。
通过采用这样的三防涂层系统,可以保证产品质量要求,产品的使用寿命达到任务要求。
三、 关键工艺控制
(一)车厢制造工艺控制
1. 厢体壁板加工
固定壁板采用粘接工艺,壁板从下料到粘接制板完成工序衔接紧密合理,质量能够达到设计技术要求。
2. 铝型材下料
各门、孔口框采用的铝型材,下料在双头切割机上进行,下料尺寸精度为0.5mm。
3. 泡沫板加工
泡沫板的下料采用专用下料设备完成,外形尺寸能够满足设计尺寸要求,厚度偏差能够控制在0.5mm范围内。
4. 壁板及厢体骨架焊接
各复合板的型材骨架在专用焊接胎具上焊接:铝型材骨架采用氩弧焊焊接,并有氩弧焊焊接典型工艺指导,能够保证骨架平面度误差不大于1mm,对角线差不大于1.5mm。
5. 粘接剂的选用及胶液混合
粘接剂应采用高强度双组分结构胶,混胶用专用的混胶设备进行,充分保证两组胶液混合均匀,同时对混合后的胶液使用时间进行跟踪管理,进而保证壁板的粘接质量。
6. 复合板粘接
粘接在大型液压热力板式压力机上进行,压力机的台面平面度为0.5mm,严格按壁板粘接典型工艺要求设定粘接压力、粘接温度和加压时间,粘接后完全能够满足壁板平面度差小于2mm/1.2m2要求。
(二)安装精度控制
1. 厢体的内部尺寸控制
厢体是焊接铝骨架框架结构,再将铝骨架壁板嵌入铆接而成。先在拼厢工装上将厢底架用经纬仪调平,然后分别吊装各壁板。调整好各立柱和横梁的垂直度、平行度、对角线差,用专用的夹具和支撑装置固定后进行铆接,保证厢体内外部尺寸。
2. 密封性能控制
在初期安装过程中,每一层面上的密封实施后都要检查密封的有效性,特别是检查基本框架层的密封有效性;
(1)涂胶时保证所用胶的剂量能够完全覆盖接触部位。
(2)涂胶位置不允许有露底、剥落等缺陷,表面进行外观修饰,保持外表的平顺、严密。
(3)对门、窗等结构件严格按典型工艺粘接,保证密封可靠。
(4)车厢密封性能通过淋雨试验来验证:车厢的淋雨试验在淋雨试验室内进行。淋雨试验共分为三个阶段:厢体拼装后、外部设备安装后、行驶试验后。这三个阶段都要进行两个状态的淋雨试验,每个阶段淋雨试验合格后方可进行下一步的工作。整个过程可以保证厢体的密封性能。
(三)加工工艺控制。
1. 焊接
严格按有关标准和设计文件执行;铝制件按照GJB294《铝及铝合金熔焊技术文件》执行;焊缝牢固,不得有虚焊、漏焊、裂缝夹渣、气孔、焊穿、咬边、毛刺、飞溅等缺陷。
2. 螺栓连接
所有螺栓、螺钉需加弹簧垫圈或采取其他防松措施。
3. 选型
外露的装饰条、连接件、嵌条、窗框等的选型要兼顾结构合理、美观、色泽均匀一致的原则,外观要求暗光。
4. 冲压
冲压件表面不得有裂缝、脱层、严重压痕、划伤、毛刺式刃口。
5. 电镀、氧化
镀层和氧化层的色泽均匀一致,外露部分不得有剥落、花斑、划痕、凹凸等缺陷。
6. 涂饰
厢体表面油漆光滑平整,色泽均匀,不允许有露底、剥落、凹凸等缺陷。
7. 装配
部件结合严密、平整、牢固,不得有划痕和碰伤等缺陷。
未提及的技术要求可按GJB1777-1993《军用专用汽车通用规范》、GJB5113A-2012《后勤厢式车通用规范》的有关规定执行。
(四)三防性能工艺控制
从原材料的选择、结构的形式、工艺加工方法、制造的符合性都对防盐雾、防霉菌、防湿热性能有直接影响。
1. 壁板铝蒙皮
对壁板铝蒙皮进行打磨、清洁处理,既能对铝板表面进行防护,又能增加油漆的附着力。
2. 喷涂
将工件直接送到指定地点,采用封闭式作业方式,保证工件在周转过程中质量完好,底漆和面漆的涂装均有专门的典型工艺指导。
四、 新技术、新材料、新工艺的应用
(一)新技术
卧姿伤员搬运展收结构技术。卧姿伤员搬运机构是一套搬运卧姿伤员进入车厢的机械设备。针对老一代担架机构存在“医护人员放置担架不便”和“担架滑动上车费力”的问题进行了重新设计。整套机构包括旋转機构、摆臂机构、滑动机构三个部分,旋转机构解决医护人员放置担架不便的问题,摆臂机构将担架支架抬起至合适高度,滑动机构通过轴承将过去滑动摩擦变为滚动摩擦,操作更轻便、更省力。
(二)新材料
急救车使用了新型的隔热涂料,主要功能是有效反射被涂覆物所遭受的热辐射,同等条件的红外线照射下,涂有隔热油漆的室内温度比未涂隔热油漆的温度低5℃。在阳光强烈时,隔热涂料可以降低物体表面温度20℃以上,阴天和夜晚可以降温在3℃以上或是降低到与大气温度一致。同时,隔热涂料具有隔热、防水、防锈、防腐的特性。
(三)新工艺
急救车采用了新设计的拼舱专用工装,拼舱工艺采用最新的拼舱作业指导书,可以保证厢体内外部尺寸公差、对角线差、平面度、垂直度均满足国家标准。先在拼厢工装上将厢底架用经纬仪调平,然后分别吊装各壁板。调整好各立柱和横梁的垂直度、平行度、对角线差,用专用的夹具和支撑装置固定后进行带胶铆接,保证厢体内外部尺寸符合任务书要求。
五、 结语
为了制造出优良的急救车,制造单位应具备先进的加工设备,并增强加工能力;结合成熟的工艺,严格按照作业指导书生产制造,且保证尺寸公差,控制焊接变形、消除焊接应力,并对预埋件做好喷砂等防锈处理。只有做好这一系列的工艺保证工作,才能制造出高质量的急救车。
参考文献:
[1]崔澂,吴建明,等.装甲救护车实体模拟训练器设计初探[J].医药卫生装备,2019(6)25-27.
[2]张平,肖南,等.装甲救护车的现状与发展趋势[J].医药卫生科技,2013(7):87-90.
[3]郭立军.装甲救护车新趋势[J].医药卫生装备,2013(6):74.
作者简介:
张倩倩,女,江苏泰达机电设备有限责任公司助理工程师,研究方向:工艺技术及技术管理。
