全膨化低温制粒工艺在乳猪教槽料生产中的实践和应用
2019-01-02彭君建周春景乔艳娜徐登科
■ 彭君建 周春景 马 亮 乔艳娜 徐登科
(1.江苏牧羊控股有限公司,江苏扬州225009;2.国家饲料加工装备工程技术研究中心,江苏扬州225009;3.江苏长荣化工设备有限公司,江苏扬州225009)
随着我国生猪养殖水平的提高,乳猪断奶日龄日益缩短。乳猪营养缺乏促进了教槽料的开发与推广应用,而优质的教槽料应结合乳猪消化系统发育不完善、消化能力差、免疫系统不健全、抗病力差、生长速度快、营养要求高的生理特点进行开发和设计,从根本上解决仔猪腹泻、断奶应激等断奶综合症的问题,让乳猪平稳地渡过断奶关,避免各种应激。优质教槽料一般需要具备以下方面的特点:①易于消化和营养吸收;其中成品颗粒料中淀粉糊化度水平应尽量高,同时抗营养因子含量低。②适口性好,乳猪喜欢吃,采食量大,才可能有良好的日增重指标。③营养全面均衡。各种原料的营养成分不同,效率也不同,因此必须科学配方,精心调制。④仔猪发病率低和无断奶应激现象。断奶应激会造成仔猪体重下降,生长停滞,对于后期仔猪的生长发育及出栏体重影响很大。加工优质教槽料与严格的原料采购标准、先进的教槽料配方技术、先进的加工工艺与品控技术、合理的教槽手段四个方面因素息息相关。本文从加工工艺的角度出发,阐述全膨化低温制粒工艺在优质的教槽料生产中的实践和应用,期待对饲料加工企业在进行教槽料工艺和设备的选择方面给予一定的帮助。
1 全膨化低温制粒工艺
1.1 全膨化低温制粒工艺的特点
“全膨化低温制粒工艺”是目前最新应用的一种乳猪教槽料加工工艺,工艺流程见图1所示。“全膨化低温制粒工艺”乳猪教槽料加工工艺由原料接收及初清工段、一次粉碎工段、一次配料混合工段、挤压膨化工段、二次粉碎工段、二次配料混合工段、低温调质制粒工段、打包工段等工段及辅助系统组成,下文分别对以上工段进行分别阐述,通过过程工艺参数控制,达到生产优质教槽料生产的目的。

图1 全膨化低温制粒工艺流程
1.2 原料接收及初清工段及关键点控制
原料经收获、晾晒、运输和储藏等过程后,一般含有以下三类杂质:①无机杂质:主要指泥土、沙粒、石子、金属等;②有机杂质:包括茎叶、皮壳、秸秆、蒿草、麻绳等;③其他杂质:包括病虫颗粒、不实粒和混入其他成分的种籽。为保证产品品质以及后续工段设备运行的安全性和稳定性,在原料接收及初清工段,应确保将上述杂质清除干净,避免进入后续流程中,给生产带来隐患。在工艺配置中需要配置清理设备:①一般配置圆筒初清筛、永磁筒、除尘器、去石机等清理设备对原料中的杂质进行清理,筒仓玉米选用双层清理筛,外筛孔:φ3.0~3.5 mm。②随着客户对乳猪颗粒成品品质要求越来越高,有些客户在初清工段增加了水洗设备、色选设备、去皮设备,用于去除杂质、霉变颗粒,达到消除霉菌毒素,减少乳猪患病风险,同时提高了颗粒成品适口性的目的。
1.3 粉碎工段及关键点控制
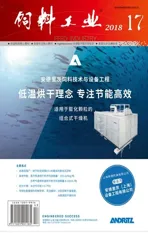
为增加物料表面积,提高动物消化率以及满足后续加工工艺,提高产品品质、外观、淀粉糊化度及适口性等的需要,饲料原料需要进行粉碎处理。但粉碎细度的确定由动物消化吸收的需要、后续加工的需要、成品外观的要求及生产成本的控制需求几种要素综合确定。饲料的最佳粉碎粒度(见表1),指使饲养动物对饲料具有最大利用率或获得最佳生产性能且不影响动物健康,经济上又合算的对数几何平均粒度。
在满足乳猪营养需要及工艺要求的前提下,尽可能实现低成本加工,加工精度和加工要求过分精细,既浪费,又不健康。在全膨化低温制粒乳猪教槽料加工工艺中,一次粉碎基本采用Ф2.0的筛片进行粉碎。其中SWFP66系列粉碎Ф2.0筛网粉碎玉米粒度分布见图2所示,80.04%过30目,62.47%过40目,46.99%过50目。
在全膨化后的二次粉碎中采用Ф1.5的筛片进行粉碎。其中SWFP66系列粉碎Ф1.5筛网粉碎配合物料粒度分布见图3所示,90.24%过30目,73.31%过40目,56.65%过50目。基本满足乳猪阶段粒度的生理需求。
1.4 配料混合及关键点控制
混合的目的是将根据配方要求将饲料各组分均匀混合,达到饲料组分配合的最佳效果,也是为下道工序提供单位成分含量均匀的原料。混合工段是饲料生产中的一个重要工段,是决定饲料生产效率和产品质量的一个重要工段,混合工段的生产效率决定着工厂的规模,其效率不仅影响饲料厂的经济效益,而且直接关系着整个生产工艺的合理与否。对于批次式混合机,混合时间对于混合质量是非常重要的。混合时间过短,各物料在混合机中得不到充分混合便被排出,饲料质量得不到保证,混合时间过长,物料在混合机中被过度混合,同时降低生产效率,增加能耗,影响经济效益。每种饲料的混合时间都需要单独测试以确定其经济混合时间,在全膨化低温制粒的乳猪教槽料工艺中,采用的是SJHS2B和SJHS4B两台单轴桨叶式混合机,生产过程中笔者对混合时间与混合均匀度进行了取样测试。SJHS2B和SJHS4B混合机的粉体混合最佳经济时间在90~120 s(见图4)。因此饲料混合机工作时,必须按规定的混合时间操作,以保证饲料的混合质量合格,当物料需添加液体时,需增加液体添加时间,液体添加时间一般控制在60 s左右,这样整个混合时间控制在每批150~180 s。混合机的残留问题对不同批次及不同生产品种之间的交叉污染影响很大。因此,为了保证混合物质量,要求其残
留量越少越好,其中SJHS2B和SJHS4B单轴桨叶式混合机残留率≤0.1%。
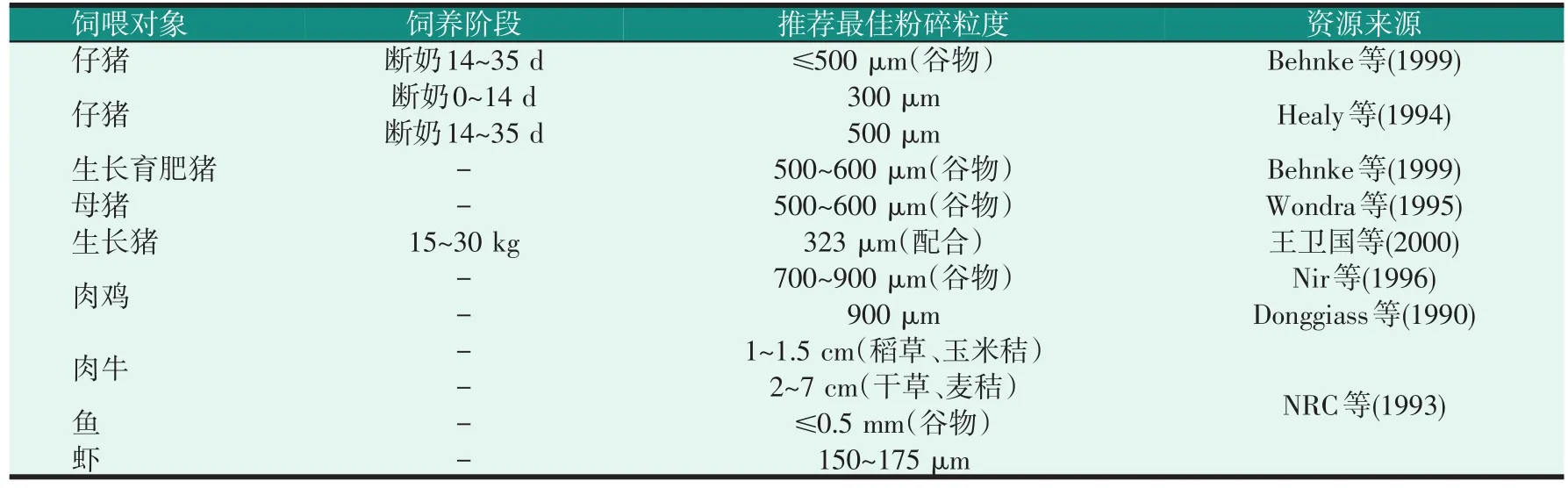
表1 国际最佳粉碎粒度研究结果
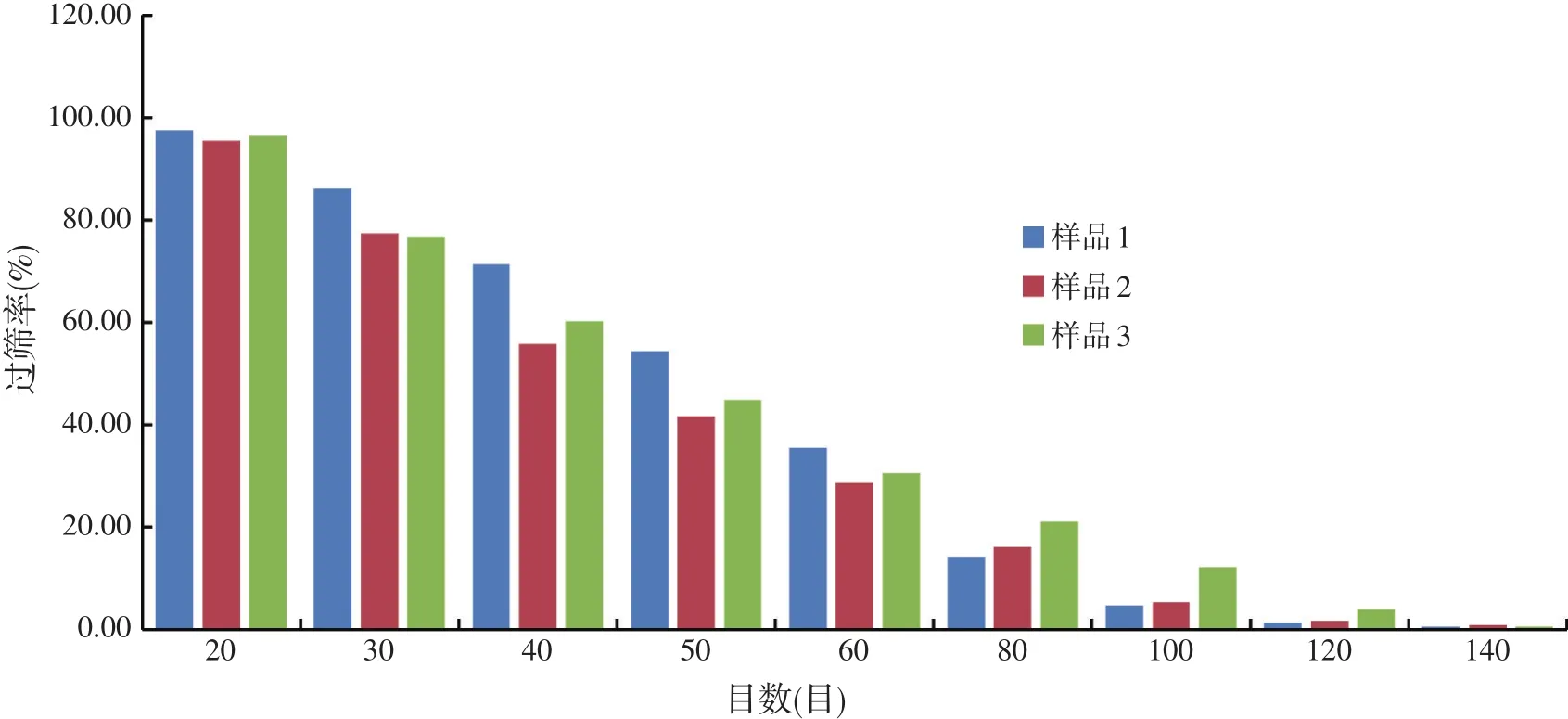
图2 SWFP66系列粉碎机Ф2.0筛网粉碎玉米粒度
图3 SWFP66系列粉碎机Ф1.5筛网粉碎配合物料粒度
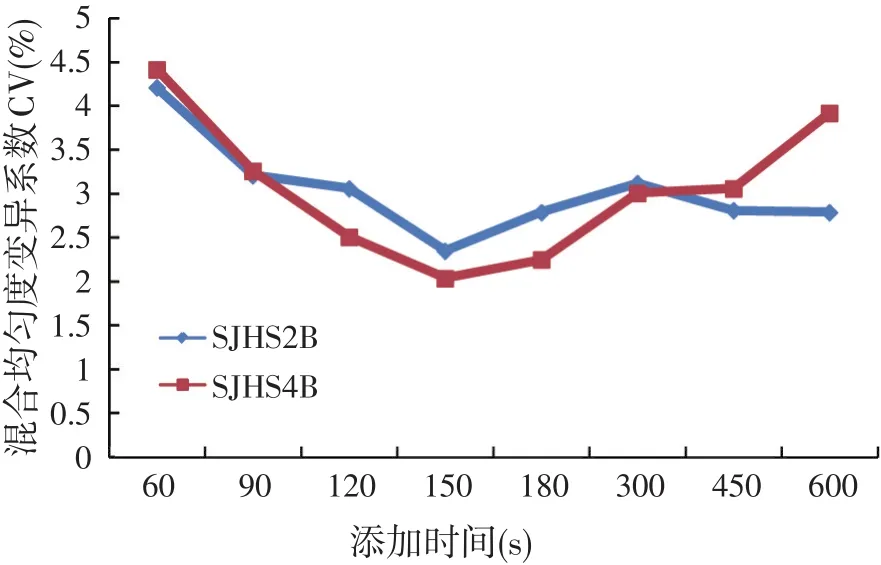
图4 单轴桨叶混合机混合均匀度曲线
1.5 挤压膨化工段及关键点控制
关于教槽料的最佳糊化度的问题,可谓仁者见仁智者见智。不同的人有不同的观点。但基本上可以形成以下共识:
①教槽料的整体糊化度不能太低,一般不要低于50%以下,糊化度太低影响营养消化吸收率。
②教槽料的整体糊化度不需要太高,糊化度过高,生产成本较高,另外制粒后的颗粒硬度较高,影响乳猪的采食。一般不要超过75%是合理的。
总的来说,基本认为糊化度在50%~70%的区间比较合理。通过市场走访,发现大多数的企业认为60%左右的糊化度是合理的,同时笔者将市场上饲料产品成品质量目标进行了梳理,见表2所示,供饲料企业参考。
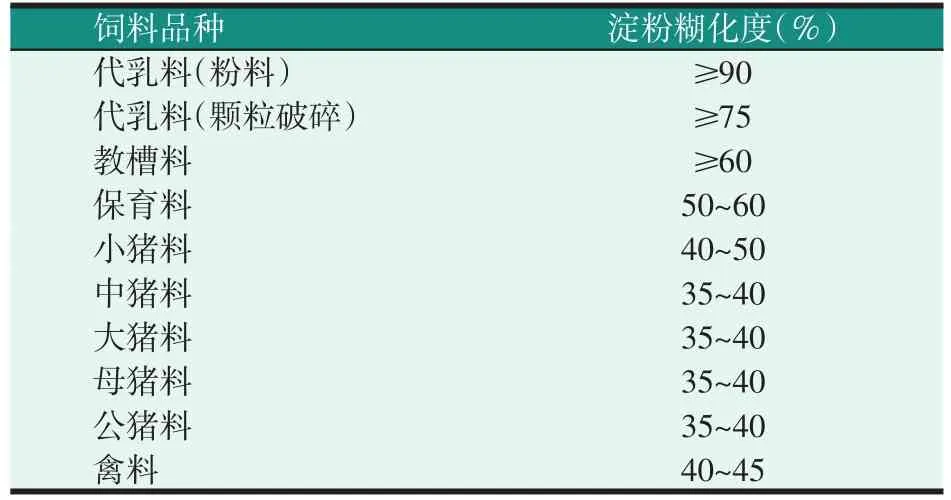
表2 市场上饲料成品质量目标
由于乳猪教槽料糊化度水平在50%~70%之间,加工范围要求比较宽,因为对挤压膨化工段的设备配置及加工工艺参数提出了更高的要求。
1.5.1 调质器配置
膨化工段调质配置不能用传统的单筒调质器,应该采用调质时间更长的调质系统,推荐配置为调质器+保质器+调质器的组合式调质系统。
1.5.2 膨化机配置
对于配合原料的挤压熟化处理,应该选择加工范围广的设备。而现在市场上存在膨胀器与膨化机两种螺杆挤压设备。其中膨胀器具有以下特点:长径比短、转速高,采用环隙出料。物料在膨胀器中的滞留时间偏短,采用该工艺生产的乳猪教槽料成品糊化度水平只能达到40%~50%的糊化度,不能满足高品质加工要求。而膨化机长径比和螺杆压缩比较大,可以生产糊化度达到90%膨化玉米,但直接将膨化机用于配合料生产存在,存在产能低能耗高,且不能在线控制挤压强度,生产成本比较高的问题。根据客户需求的变化,江苏牧羊控股有限公司开发了SXPS系列畜禽料膨化机,专门用于配合料的挤压膨化处理,该膨化机(见图5)具有以下特点:

图5 SXPS系列畜禽料膨化机
①长径比较传统膨胀器大,延长了物料在膨化腔内的滞留时间,利用淀粉类糊化度的提升和蛋白质水合效果;
②采用分区域熟化技术,避免物料一次增压造成的维生素等的损失;
③采用带位移传感器的液压控制环隙出料装置,出料间隙可以实时显示在触摸屏上,直观显示,便于操作;
④选配自动控制系统,一键实现整个膨化工段的启停机,无人值守,更省心。
1.5.3 生产工艺参数的严格控制
生产过程中,工艺参数的控制对产品品质密切相关,SXPS260畜禽料膨化机针对配合料挤压膨化生产工艺参数见表3所示。
1.6 低温制粒工段及关键注意事项
为兼顾营养和乳猪的采食习惯,在制粒工段采用低温调质制粒工艺。其中调质器配置推荐为调质器+保质器+调质器的组合式调质系。在该工段虽然采用低温调质,对于糊化度效果提升仍有一定的效果,一般提升在13%~18%左右。在全膨化低温制粒教槽料加工工艺流程中,低温制粒工段生产工艺参数如表4所示。

表3 全膨化工段工艺参数

表4 低温制粒工段工艺参数
2 工艺产品特点
全膨化低温制粒乳猪教槽料加工工艺具有以下特点:
颗粒成品熟化度高,一般可达到50%~70%,改善了适口性,提高乳猪采食量及消化吸收率,且糊化度水平在线可调,可兼顾不同阶段乳猪对糊化度水平的不同需求。
高温调质及挤压膨化处理能有效消除抗营养因子、消灭沙门氏菌、大肠杆菌等细菌,卫生指标更高,见表5所示。
低温调质制粒工艺有效避免乳清粉等糖类物料的焦化现象,最大限度保护热敏性饲料添加剂的活性。其中低温制粒对VC成分的影响见图6所示。随着调质温度的升高,VC保留率呈线性降低,且低温制粒可以显著降低VC的损失,其中包被VC的包被保留率明显偏高。
其中,低温制粒对植酸酶成分的影响见图7所示。随着调质温度的升高,植酸酶保留率呈线性降低,且低温制粒可以显著降低植酸酶的损失,其中包被耐高温植酸酶保留率明显偏高。
其中,低温制粒对益生菌成分的影响见图8所示。随着调质温度的升高,益生菌保留率呈线性降低,低温制粒可以显著降低益生菌的损失。
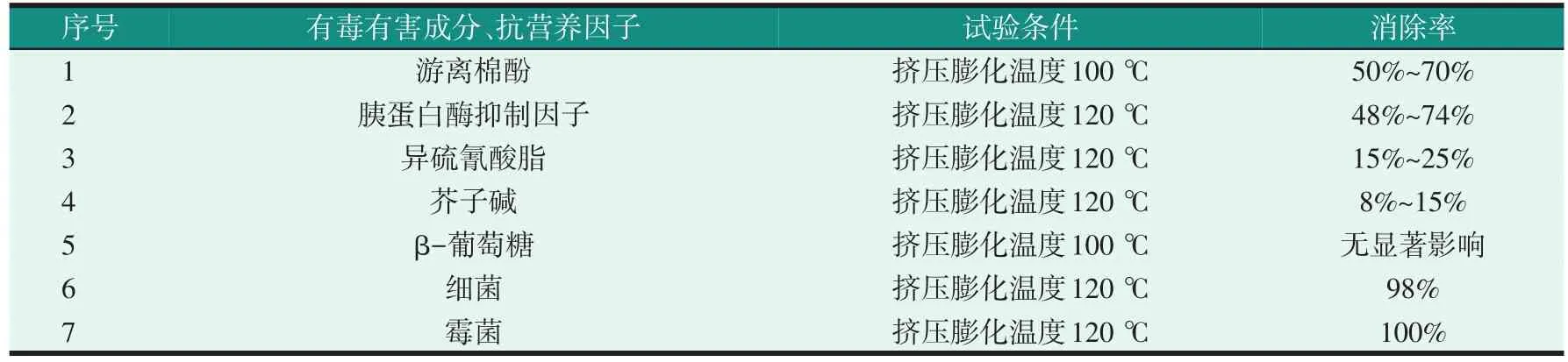
表5 挤压膨化加工对有毒有害成分、抗营养因子影响

图6 不同调质温度对VC成分的影响
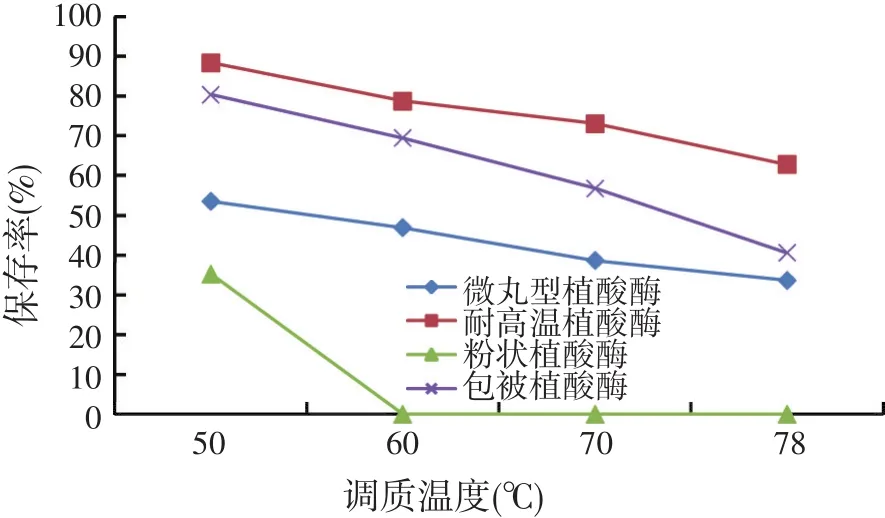
图7 不同调质温度对植酸酶活性的影响
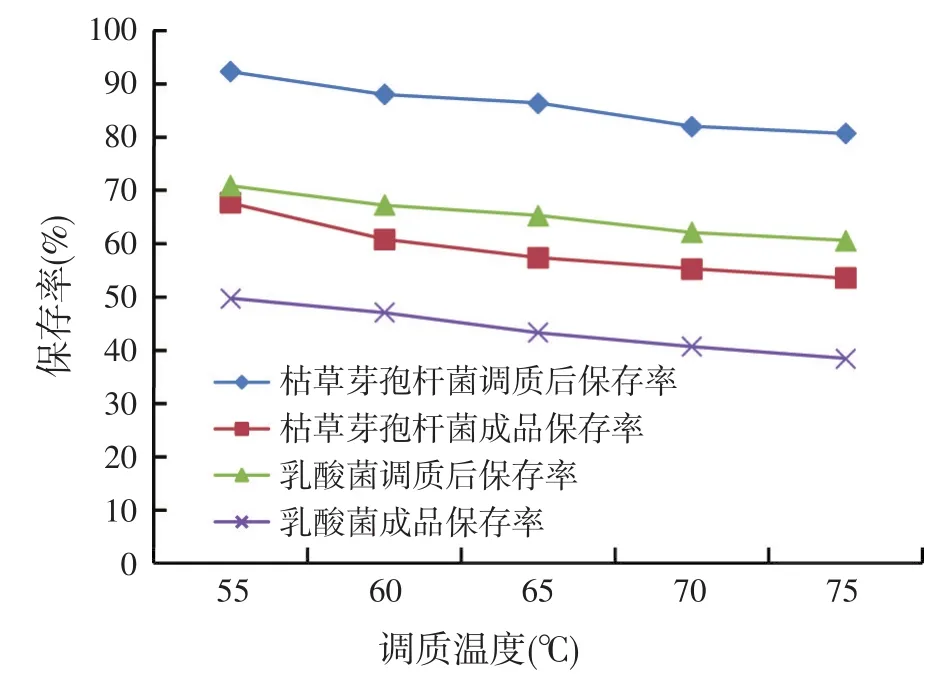
图8 不同调质温度对益生菌保留率的影响
膨化大豆生产线专线专用,避免了流程交叉污染,抗营养因子处理更彻底,尿脢活性非常轻松地控制在0.03以下,见表6所示;在保证膨化大豆尿脢指标的同时,蛋白溶解度能够保持在78%~85%的水平,提高了蛋白的利用率,同时抗原蛋白也被控制在非常低的水平,减少乳猪腹泻的风险。
膨化大豆在一次配料混合中进行添加,不仅对于畜禽料膨化机产能提升有帮助,而且对于颗粒成品的乳化效果亦有改善。
3 应用效果
江西某客户对全膨化低温制粒工艺加工的乳猪教槽料在自营猪场进行饲喂效果试验,见表7所示。

表6 膨化大豆成品测试数据

表7 饲喂效果试验结果
通过试验,全膨化低温制粒工艺较传统膨胀制粒乳猪教槽料相比具有以下优势:色泽好、香味浓郁,诱食效果比较好,乳猪容易上口;大宗原料全膨化,糊化水平明显提高,且最大限度地降低饲料抗原,保护小肠绒毛的完整性,乳猪腹泻减少,采食量明显增加,采食量最高达到293 g;低温工艺,乳清粉、酶制剂、VC等热敏成分损失小,保证配方的营养水平,维护了乳猪肠道,利于乳猪消化吸收,最优料肉比为1.07。
4 总结
随着饲料加工水平的不断提升,客户对配方营养、成分损失、饲料清洁、安全等方面的关注度日益增加,全膨化低温制粒的工艺在乳猪教槽料加工过程中得到越来越多的客户认可。作为设备供应商应更加注重对挤压膨化技术的工艺研究,开发出优质高效的工艺及设备以推动乳猪教槽料加工水平的继续提升。