涂料在覆膜砂壳型铸钢件生产中的试验与应用
2018-11-01肖海波
肖海波
(东风精密铸造有限公司,湖北十堰 442714)
近年来,覆膜砂壳型铸造工艺因其制造成本低、生产周期短、工艺尺寸稳定等特点,可替代熔模铸造工艺生产部分铸钢产品,在汽车、轨道交通、工程机械等行业得到了快速发展和广泛应用。但是在生产结构复杂、质量要求较高的精密合金钢铸件时,由于受石英系覆膜砂物理化学性能制约、浇注系统与模具工艺先天设计的影响,现场生产条件的局限,铸件浇冒口根部、热节厚大部位、凹槽拐角、砂芯尖角以及大平面等区域易产生冲砂、夹砂、粘砂、烧结等外观缺陷,极大增加了铸件清理难度,严重时直至报废。因此,涂料在覆膜砂壳型铸钢件生产中是必不可少的辅材,在提高表面质量,减少表面缺陷,降低清理工作量方面有着不可替代的作用,尤其是生产各类复杂结构产品时,涂料的正确选择、合理的涂料工艺以及过程的严格控制是获得高质量铸件的关键。
东风精铸采用覆膜砂壳型工艺生产的铸钢件经过轻量化集成设计,多为结构复杂、质量要求较高的汽车发动机、底盘上的零部件。本文结合产品结构、现场工艺及生产条件对涂料特性、施涂工艺、技术要求和效果评价等做了系统验证,充分发挥涂料的不可替代作用,改善了产品外观质量,最终实现覆膜砂壳型工艺稳定生产汽车合金钢铸件。
1 涂料的选择及使用方法
铸钢件一般都采用锆英粉作为涂料的耐火骨料,其耐火度高,抗粘砂性能好;溶剂多为水基和醇基为主[1-2]。考虑生产成本、操作性及安全环境,水基锆英涂料作为生产首选。该涂料应具有良好的触变性、流平性、悬浮稳定性以及发气量低的特点;而且低温干燥不起皮、不破水、不龟裂;高温稳定性好,不与熔融金属液体浸润;高温强度高,抗钢水冲击性好,受热体积不膨胀,铸件表面平整光洁,易清理。具体技术指标如表1所示。

表1 水基锆英涂料技术指标
成品涂料一般呈浆状,相关特性不符合直接生产使用标准,在使用之前应采用低速搅拌均匀,然后加入适量的清水和消泡剂,再次搅拌均匀,并避免在搅拌过程中卷入气体从而影响涂层质量。待涂料静止后,用波美度计检测涂料的波美度(表2为推荐波美度值),直至调配为适宜生产用涂料,另外使用过程中每间隔2 h搅拌一次,搅拌时间≥10 m i n.

表2 水基锆英涂料推荐波美度(°Be')
初次使用涂料时,要根据砂芯的大小、结构、作业条件以及生产规模,确定合适的涂料工艺及波美度。砂芯涂料后的干燥温度一般为100℃~150℃,视砂芯的大小及涂料工艺,烘干时间为30 m i n~90 m i n不等。
2 砂芯质量要求
砂芯与涂料在铸造过程中是一个整体,如果砂芯质量存在问题,将会大大削弱涂料的作用,其原因为[1-2]:①砂芯紧实度过低,存在不实或者虚砂,涂料通过毛细血管渗透到心部,涂层较薄,强度不足,防高温冲刷能力差,钢水甚至侵入砂芯内部;反之砂芯紧实度过高会降低涂料的渗透性和附着力,严重时会影响涂层强度,造成涂层剥落;②砂芯未固化结壳,局部存在松散的生砂,影响涂层强度,接触钢水产生大量气体,引起涂层剥落,形成结疤甚至烧结;③砂芯破损,不平整,影响涂料的整体涂挂性和连续性,涂层局部涂料堆积,干燥过程应力集中,易开裂、脱落;④砂芯存在飞边毛刺、浮砂等,影响涂料的洁净度,钢水充型铺满型腔面,形成粘砂、砂孔、渣孔等;⑤砂芯残留有积碳、脱模剂等附着物,这些有机物在砂芯表面形成一层粘膜,影响涂料润湿性和附着力。
砂芯与涂料之间的关系紧密,涂料提升产品外观质量,是建立在砂芯质量基础上的,基础牢固了,涂料才能充分发挥其效能。所以砂芯在涂敷涂料前,应当保持型腔洁净、完整、不存在虚砂缺损,局部凹陷疏松的区域需用耐火膏随型修补,确保固化层厚度≥5 mm以上。
3 生产试验结果与分析
3.1 过热区验证效果
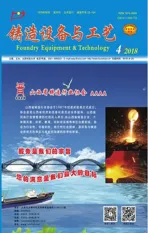
普通铸钢用覆膜砂,一般为石英系耐火材料,能承受钢水最高浇注温度不超过1 600℃.浇注温度过高或者局部过热,砂芯易出现溃散、冲砂、炸裂等现象,粘砂、夹砂、橘皮、结疤等铸造缺陷应运而生。图1、图2为覆膜砂铸钢件(铸件及带浇冒口重量分别为图 1:20 kg/29 kg;图 2:14 kg/22 kg)浇冒口根部厚大部位的缺陷,比例高达50%以上。浇注温度1560℃~1580℃,浇注时间 12 s~15 s,分析认为铸件热节部位厚大,同时作为钢水主要补缩通道凝固缓慢,砂芯过热时间长,高温强度急剧恶化,致密度降低,钢水冲刷并渗透至砂芯内,造成机械粘砂、夹砂、橘皮。

图1 某商用车铸钢板簧支架浇冒口根部缺陷

图2 某工程机械铸钢支架浇冒口根部缺陷
针对以上问题,分别制定了喷涂、刷涂、流涂三种涂料涂刷工艺方案。根据多次涂料调配、施涂效果及工艺操作性分析,三种工艺用涂料的波美度(°B e)分别为 45~50,70~75,50~55.喷涂是在砂芯脱模后热壳状态下(约160℃~180℃)直接施涂;刷涂、流涂均是在砂芯自然冷却至60℃以下进行;然后转入热风干燥室(100℃~120℃),约1 h后合模浇注。图3~图5为三种涂料工艺验证效果,其中,刷涂和喷涂涂料颜色较深、涂层较厚,可以获得表面良好的铸件;喷涂涂料颜色较浅、涂层较薄,虽然一定程度上改善了铸件外观,减轻缺陷严重性,但未能彻底消除,依然存在皱皮、脉纹、结疤等缺陷。图3a)、b)两个产品表面质量对比说明,复杂型腔喷涂改善效果较差,工艺过程不易控制涂层厚度,凹槽深腔易堆积涂料,侧壁涂料涂挂性很差;另外由于比重差异,喷涂时水与锆英粉分离,涂料的渗透性变差,型腔面吸附着细小颗粒状物,直接影响涂层强度,外观改善不明显尤其是结构复杂的产品。从图4a)、b)可看出,复杂型腔刷涂操作性较差,涂层不均匀,刷痕明显,相较于简单型腔工艺控制难度大,铸件表面质量不稳定。分别对比图4a)与图5a),图 4b)与图 5b),流涂的均匀性、流平性均优于刷涂,但涂料消耗量较大;对于深腔凹槽复杂型腔,刷涂效果略逊于流涂工艺,而结构规则简单的型腔,两种工艺效果相当。
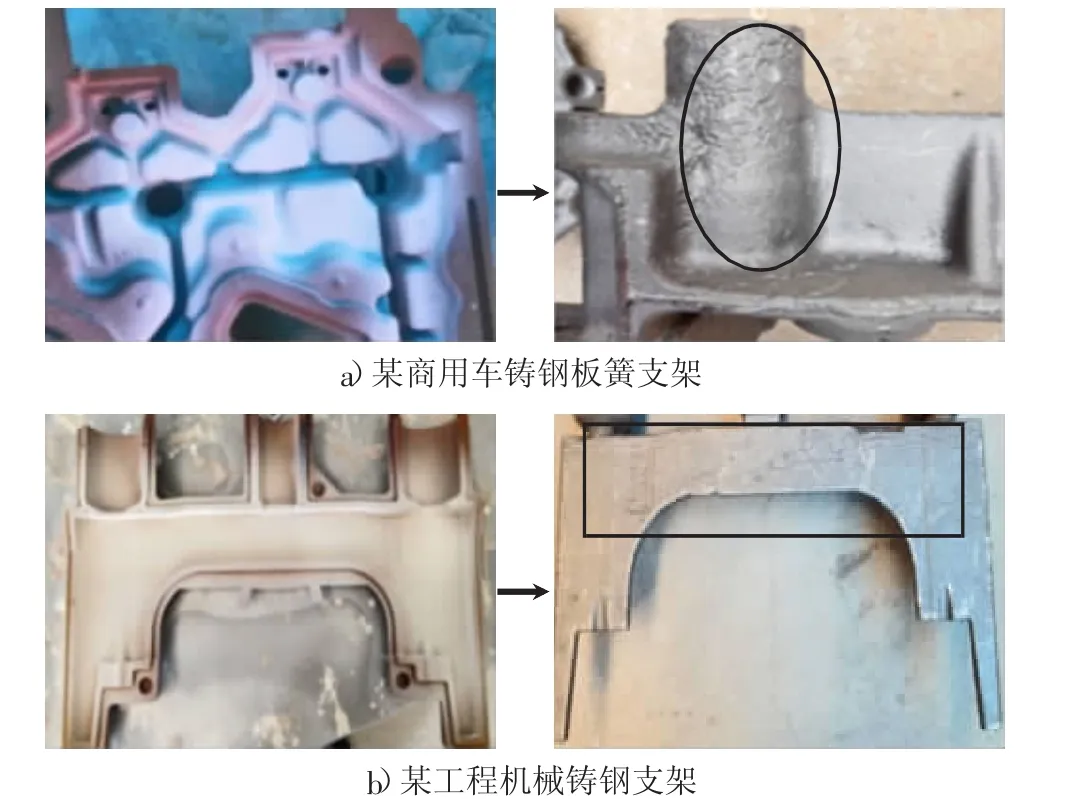
图3 喷涂工艺效果

图4 刷涂工艺效果

图5 流涂工艺效果
试验中分别检测了三种涂料工艺干态下有效涂层厚度,喷涂:涂层<0.1 mm,超过0.1 mm以上的涂层强度较差,易剥落,不耐钢水冲刷;刷涂:涂层0.2mm~0.4 mm,便于操作掌控,减少铸造表面缺陷;流涂:涂层0.13 mm~0.18 mm,易操作,改善产品外观质量。通过以上验证结果,刷涂、流涂工艺作为生产应用首选,同时应遵循复杂型腔流涂,简单规则型腔刷涂的工艺原则。
3.2 砂芯尖角与大平面验证效果
精铸件产品轻量化、集成化程度较高,通过筋骨化结构减重,砂芯型腔通常存在数个深腔凹槽、尖角,在这些位置钢水包裹着砂芯,由于砂芯的尖角效应,热量集中、散热慢,往往成为潜在的热节区,被包裹的砂芯在高温下强度骤降,急剧溃散,再经钢水冲刷,粘砂、结疤、夹砂等铸造缺陷不可避免。结合上述涂料试验结果,针对该类产品,刷涂可操作性差,选择流涂工艺。图6、图7是两种典型的极端产品涂料前后外观质量,产品单重分别为2 kg和37 kg.两个产品未上涂料前,拐角、深槽等区域存在明显粘砂和结疤,而且由于钢水充型的原因,粘砂布满整个铸件。通过对型腔整体流涂涂料,烘干后浇注,铸件表面光滑平整,满足产品质量技术要求。

图6 某乘用车发动机悬置支架涂料前后对比
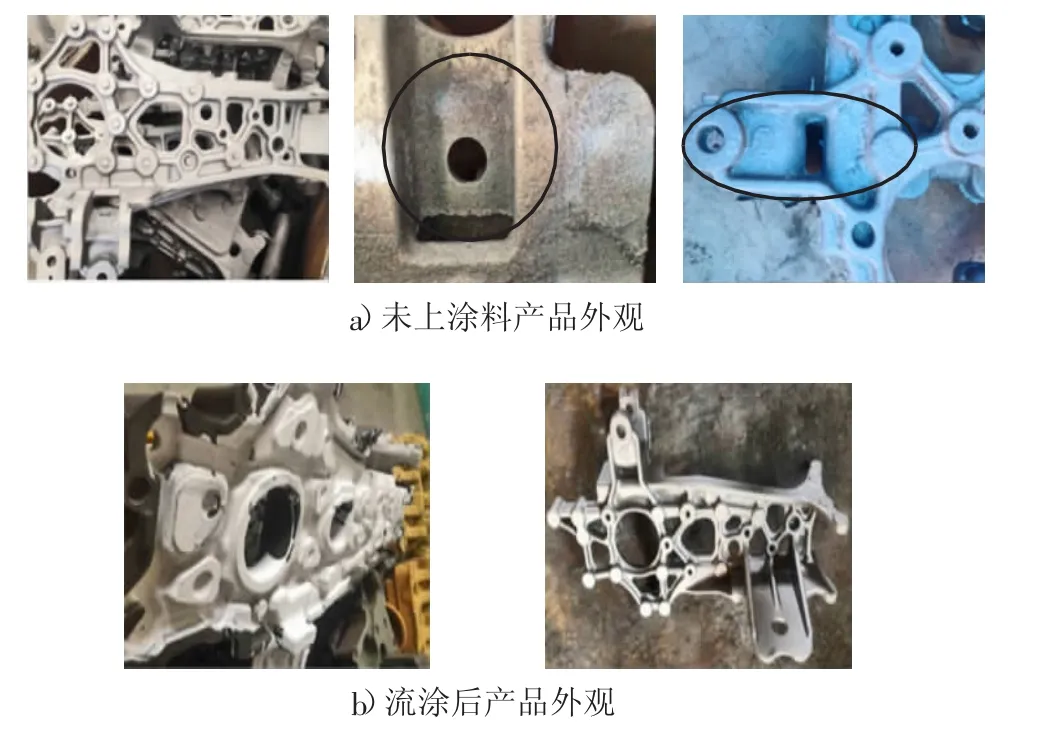
图7 某商用车前接梁支架涂料前后对比

图8 某乘用车摆臂充型方式
一般铸件大平面的工艺性较差,特别是壳型浇注系统设计不合理,现场工艺操作不精细,大平面的平面度、渣气孔、粘砂、结疤鼓包等外观缺陷层出不穷。针对大平面的产品,首先应该了解其模具分型、浇注系统及钢水充型方式,再制定相应的技术措施。图8为某乘用车摆臂两种浇注充型方式及未上涂料时的铸件外观,其中图8 a)为一模两件垂直充型,铸件大平面与钢水充型方向垂直,字符及拐角存在轻微粘砂和结疤;图8b)为一模一件水平充型,铸件大平面与钢水充型方向平行,整个平面粘砂,拐角凹槽结疤。图8中可以明显看出,水平充型的铸件表面缺陷比垂直充型严重,这是由于水平充型时,钢水大面积整体进入型腔,热气及高温热量辐射上下型腔面,砂芯强度下降,钢水冲刷并渗透进砂芯心部,造成粘砂结疤等缺陷;而垂直充型,大平面在侧边,钢水垂直上升的截面面积远小于水平充型上升截面,热气及时上浮溢出,另外钢水对对砂芯热辐射作用减弱。鉴于此,对垂直充型的砂芯进行流涂,对水平充型砂芯分别进行流涂和刷涂验证。图9、图10分别展示了两种充型方式及涂料工艺效果,垂直充型砂芯刷涂后字符平面清晰,消除了粘砂结疤,铸件整体外观光滑;水平充型砂芯流涂后局部依然存在砂眼及橘皮等缺陷,而刷涂后铸件表面质量得到彻底改善。

图9 某乘用车摆臂垂直充型砂芯流涂效果
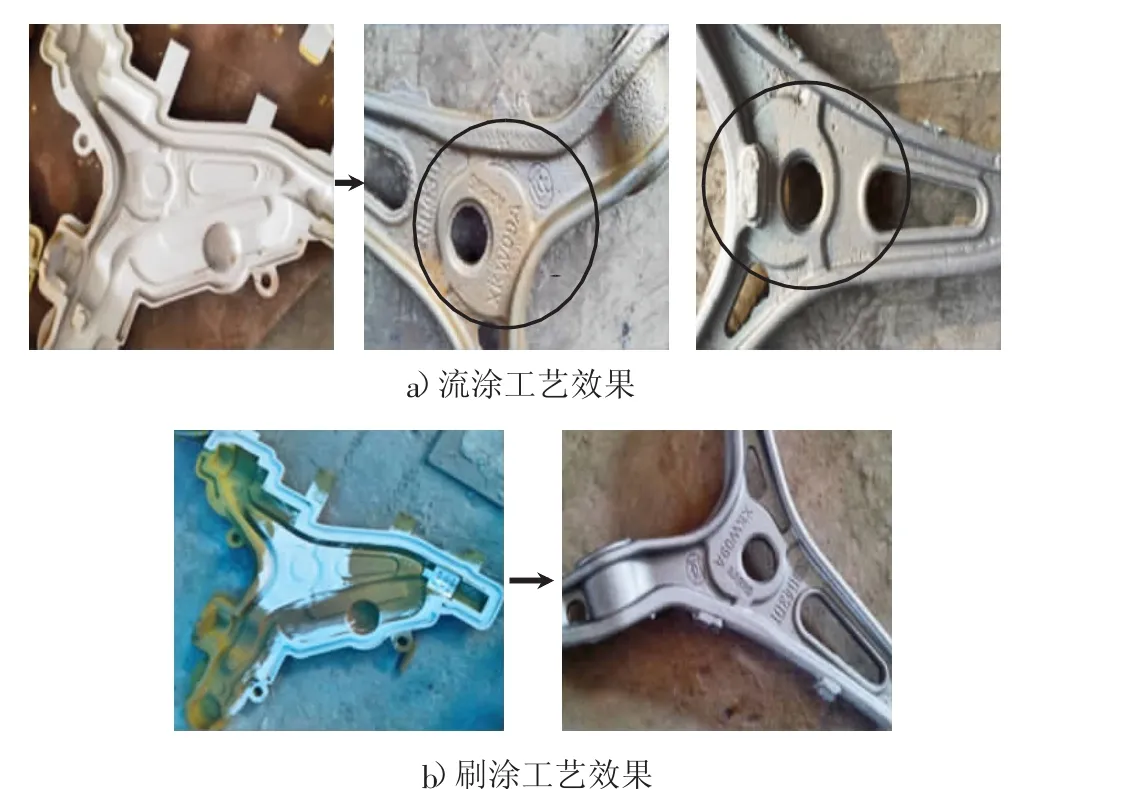
图10 某乘用车摆臂水平充型砂芯涂料工艺效果
4 结 语
1)针对覆膜砂壳型铸钢件,锆英粉涂料最佳流涂工艺参数为:波美度值(°B e)50'~55,涂层0.13mm~0.18 mm;锆英粉涂料最佳刷涂工艺参数为:波美度(°B e)70~75,涂层 0.2 mm ~0.4 mm,可弥补覆膜砂、浇注系统及模具工艺先天不足,有效改善产品外观质量。
2)在本工艺条件下,遵循复杂型腔流涂,简单规则型腔刷涂,垂直充型大平面型腔流涂,水平充型大平面型腔刷涂的涂料工艺原则,可生产表面光滑平整的复杂结构覆膜砂壳型铸钢产品。