参数化编程在简单型腔及槽类零件中的应用
2011-08-29田清,方波
科技传播 2011年24期
田 清,方 波
鄂东职业技术学院 机械工程系,湖北黄冈 438000
随着数控技术的发展,人们对数控编程的要求越来越高。为了追求效率,自动编程自然成为广大编程人员的首选,但是笔者认为人工编程也有其突出的一面,尤其是宏程序的应用。本文以简单实例进行论述,以期达到抛砖引玉的效果。
零件图:
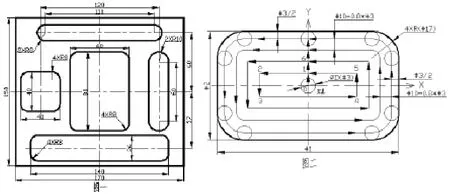
图形分析:如图一所示,该图由腔和槽组成(下文统称为型腔)。且各个型腔有非常明显的相似点:
1)型腔的形状比较规则,可以看做是带圆角的矩形;
2)型腔都有统一尺寸的圆角;
3)型腔中间无岛屿,刀具可从中间点下刀进行环形切削。
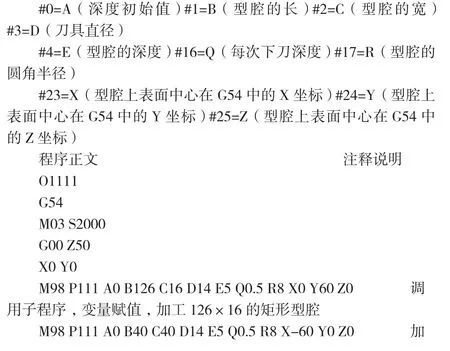
针对以上特点,我们首先选择图一中比较典型的型腔来建立数学模型(如图二),然后根据模型定义变量,编写加工该典型型腔的宏程序。我们把这个典型程序模块化,作为一个子程序单独存放,在以后遇到类似图形,我们只需对变量赋值,调用子程序即可完成加工。
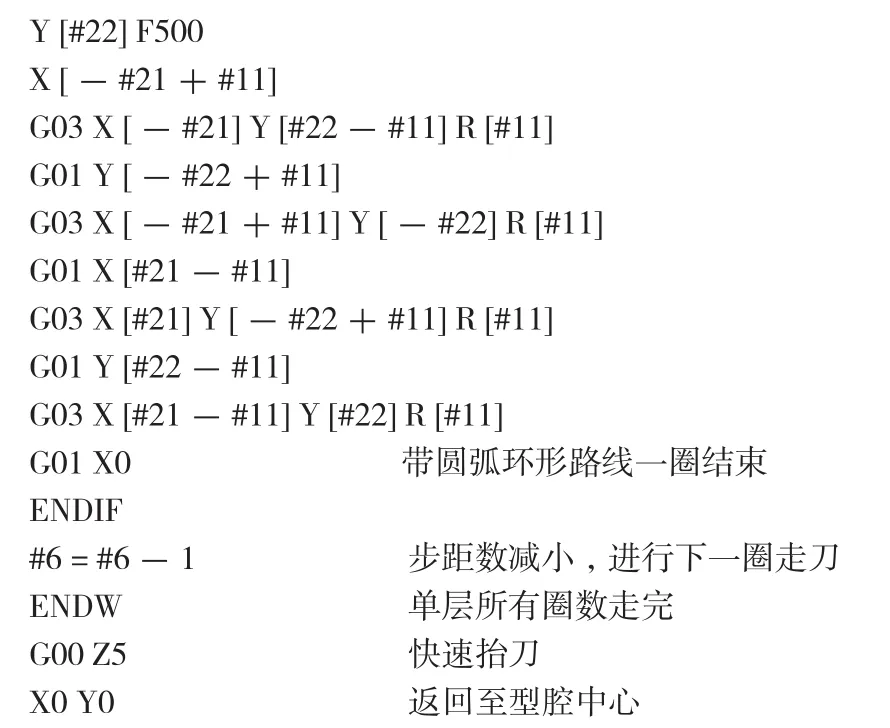
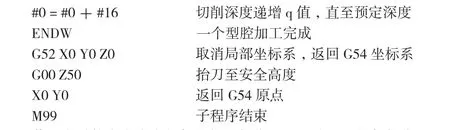
走刀路线:平底立铣刀首先定位在G54原点上方(零件上表面对称中心),然后到达某个型腔的中心上方,从型腔上表面中心下刀,以回字形走刀,若#1≥#2,则先Y后X,全部采用顺铣,走完最后一圈,抬刀返回中心,进行下一层的铣削,直至到达预定深度,然后再抬刀返回G54原点,加工下一个型腔,直至所有型腔加工完成。
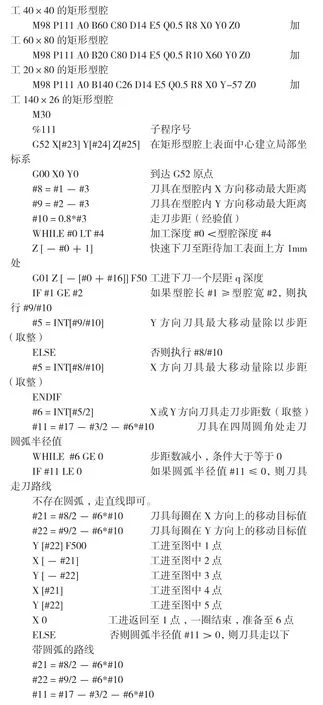
程序编制:本文程序基于华中数控系统,参数设置说明如下:
若一个零件中有多个相似的加工部位,可以从这些相似部位入手,建立数学模型,编写宏指令子程序,调用子程序,完成加工。宏程序应用得当,往往比自动编程还要方便快捷。
[1]数控铣削加工宏程序及应用实例[M].2版.北京:机械工业出版社 ,2007,12.
[2]武汉华中数控股份有限公司.数控铣床编程与操作基础,2010,3.
