超声波辅助提取新疆打瓜籽油脂的工艺研究
2018-09-03王芳梅谷盼盼许若男张红玉张修珂希力阿扎提阿不力米提王英美
王芳梅 谷盼盼 张 鑫 许若男 张红玉 张修珂 希力阿扎提·阿不力米提 王英美
(新疆大学生命科学与技术学院,乌鲁木齐 830046)
打瓜[Citrulluslanatus(Thunb.)Matsum.etNakai],又名籽瓜,葫芦科,一年生草本植物,是西瓜的一个栽培变种,形状与西瓜相似, 但比西瓜小[1]。打瓜瓜肉清甜,含有18种氨基酸和多种微量元素,能清肺润肺、养脾健脾[2],因含籽多而得名,主要是取其籽食之。目前,中国是世界上打瓜的主要种植区,其次是泰国。无论是打瓜的种植还是打瓜籽的产量,中国均居世界之首[3]。打瓜盛产于我国西北地区,产地主要在新疆、甘肃,在吉林和内蒙古等地也有种植,年产量达数百万吨。其中新疆生产的打瓜籽以因其籽片大、板平、饱满、肉厚、色泽黑亮、品质优良而深受客户青睐。
打瓜籽含有多种人体所需的营养成分,打瓜籽中含有大量的蛋白质、维生素、氨基酸和钾、钙、镁、铁等矿物质以及人体所必需的不饱和脂肪酸,其中亚油酸含量极为丰富[4]。打瓜籽中的不饱和脂肪酸含量非常高,因此高血压及心脑血管病人也可以食用,打瓜籽中的固醇类物质还可以降低血液里的低密度胆固醇的作用[5]。
目前的研究报道涉及西瓜籽油[6-8],打瓜籽蛋白的提取及其功能特性[3,9-11],打瓜籽油的脂肪酸分析[4,1-15]等。本研究利用新疆阜康打瓜籽为原材料,采用超声波辅助石油醚法提取打瓜籽油脂,并利用气相色谱对打瓜籽油的脂肪酸成分进行分析。这不仅可以提高新疆打瓜籽的经济价值,而且对西部地区优势特色植物资源开发有着积极的促进作用,为以后打瓜的开发利用提供参考。
1 材料与方法
1.1 试验材料
新疆打瓜籽:新疆维吾尔自治区昌吉回族自治州阜康市。
1.2 试验仪器
RHP-1000A型高速多功能粉碎机;分析天平FA1004;超声波清洗机;旋转蒸发仪RE-52A;高速冷冻离心机;SHB-III循环水式多用真空泵。
1.3 试验方法
将干燥的打瓜籽用万能粉碎机粉碎,过40目筛。准确称取一定量经粉碎过筛的打瓜籽于锥形瓶中,按一定比例加入石油醚,将超声清洗机仪加热至所需温度后,在设定功率、时间、温度条件下进行超声提取。超声结束后静置一段时间,在转速为4 800 r/min离心分离10 min,取上清液并用旋转蒸发器回收溶剂。回收完毕后称重。按下式计算打瓜籽油提取率:
打瓜籽油提取率=打瓜籽油质量/打瓜籽粉质量×100%
1.4 单因素试验
1.4.1 液料比(mL∶g ) 对打瓜籽提油率的影响
固定超声波功率180 W,超声温度 40 ℃,超声时间30 min,浸提时间4 h的条件下,改变石油醚与打瓜籽的比例(mL∶g)为 5∶1、6∶1、7∶1、8∶1 、9∶1分别进行试验,计算打瓜籽出油率,以研究不同料液比对超声波提取打瓜籽油的影响。
1.4.2 超声波功率对打瓜籽提油率的影响
固定液料比为 7∶1,超声处理时间为 30 min,处理温度为 40 ℃,浸提时间4 h的条件下,设置不同的超声功率为0、90、120、150、180、210、240 W分别进行试验,计算打瓜籽出油率,以研究不同超声功率对超声波提取打瓜籽油过程的影响。
1.4.3 超声波处理时间对打瓜籽提油率的影响
固定液料比为 7∶1,超声功率为 180 W,超声温度为 40 ℃,浸提时间4 h的条件下,设置超声波处理时间为 10、20、30、40、50 min 分别进行试验,计算打瓜籽出油率,以研究不同超声处理时间对超声波提取打瓜籽油的影响。
1.4.4 超声波处理温度对打瓜籽提油率的影响
固定液料比为7∶1,超声功率为 180 W,超声处理时间为 30 min,浸提时间4 h的条件下,设置处不同的超声温度为20、30、40、50、60 ℃ 分别进行试验,测计算打瓜籽出油率,以研究不同超声处理温度对超声波提取打瓜籽油的影响。
1.4.5 浸提时间对打瓜籽提油率的影响
固定液料比为 7∶1,超声功率为 180 W,超声处理温度为40 ℃,超声处理时间为 30 min的条件下,设置不同的浸提时间为2、3、4、5、6 h分别进行试验,计算打瓜籽出油率,以研究不同浸提时间对超声波提取打瓜籽油的影响。
1.5 响应面优化实验

表1 因素水平编码表
1.6 打瓜籽基本成分的测定
含仁率的测定GB/T 5499—2008;粗蛋白的测定GB/T 14489.2—2008;粗脂肪的测定GB 5009.6—2016;总灰分的测定GB 5009.4—2016;水分的测定GB 5009.3—2016。
1.7 打瓜籽油理化指标的测定
酸价的测定采用GB 5009.229—2016;碘值的测定采用GB/T 5532—2008;皂化值的测定采用GB/T 5534—2008;过氧化值的测定采用GB/T 5009.227—2016;透明度的鉴定GB/T 5525—2008;色泽的鉴定GB/T 5492—2008;水分及挥发物的测定GB 5009.236—2016。
1.8 数据处理方法
每个试验重复3次,结果用平均值±偏差来表示。运用 Graphpad Prism 5进行绘图。采用 Design Expert 8.0软件中的Box-Benhnken进行响应面优化设计,并对数据进行模型拟合以及方差分析。
2 结果与讨论
2.1 打瓜籽的基本成分
打瓜籽的主要成分分析结果如表2所示。

表2 打瓜籽的基本成分
2.2 超声波提取打瓜籽油的单因素试验
2.2.1 浸提时间
从图1a可知,随着浸提时间的增加,打瓜籽油脂的提取率先增大后减小;当浸提时间为 4 h 时,打瓜籽油脂的提取率达到最大。这是因为油脂开始萃取时,从打瓜籽到溶剂中扩散速度较快,油脂溶出增多,提取率增大;之后浸提时间继续延长,溶剂中油脂的浓度逐渐增大,最终油脂在打瓜籽和溶剂中的浓度达到动态平衡[17],此外,时间延长会使溶剂挥发损失有所增加,造成提取率下降。因此,考虑提取效率,选取适宜的浸提时间为4 h。
2.2.2 超声温度
超声温度对打瓜籽油提油率的影响如图1b所示,由图1b中可知,随着超声温度的增加,出提油率在开始时呈现不断上升的趋势。这是因为一般情况下,加热温度升高,会降低油脂的粘度变小,使得油脂扩散萃取速率较快,有利于油脂的提取。但是,当超声温度达到50℃以后,出油率开始骤减,这可能是因为加热温度太高,而石油醚沸点低,且在超声波作用下挥发作用会增强,使液料比降低,不利于打瓜籽油脂的提取。因此,当其他条件一定时,超声温度为50 ℃时,提取效果最佳。
2.2.3 超声时间
由图1c可知,随提取时间的增加,打瓜籽油脂的出油率呈上升趋势,当超声时间达到30 min后,出油率增加较慢。这是因为超声时间增加,打瓜籽与溶剂的接触时间和相互作用时间增加,油脂溶出增加,提取率增大;但当超声时间过长,超声波产生的空化作用和机械效应使大分子的脂肪裂解,可能会使局部过热而造成某些挥发性成分的损失,从而导致油脂提取率减小。因此,当其他条件一定时,选取超声时间为30 min时,提取效果最佳。
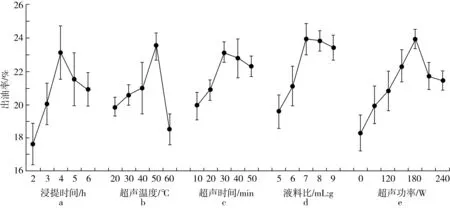
图1 单因素对打瓜籽提油率的影响
2.2.4 液料比
液料比对打瓜籽油出油率的影响如图1d所示,从图1d中可以看出,随着液料比的增加,出油率在开始时呈现出逐渐增大的变趋势。这是由于打瓜籽质量一定,溶剂增加,打瓜籽油在溶剂中的浓度会降低,从而使打瓜籽与溶剂接触面的浓度差增加,从而提高了传质速率,在一定时间内出油率增大[16]。当溶剂用量增大到7∶1时,由于大部分的打瓜籽油已被提取出来,继续增加溶剂的量,出油率基本保持不变。从经济角度出发,溶剂用量不宜太大。因此,当其他条件一定时,液料比为7∶1时,提取效果最佳。
2.2.5 超声功率
由图1e可知,在没有超声辅助提取,直接采取溶剂浸提时,打瓜籽油的出油率很低。当进行超声波处理时,随着超声功率的增大,出油率逐渐成上升趋势。当超声功率小于180 W时,出油率较大,这是因为超声波对细胞壁的破碎作用会随着超声功率的上升而变强,超声波功率增大时,空化强度增大,大大加快了粒子的运动速度,油脂分子和溶剂间相互碰撞的概率增加,进而加快化学反应速率、提高出油率。当超声波功率超过180 W 时,随着超声功率的继续上升,打瓜油提取率突降,因为超声功率太大,加剧了溶剂的运动,减少了溶剂和物料的接触率。因此,当其他条件一定时,超声功率选取180 W时,提取效率最佳。
2.3 响应面优化试验
2.3.1 响应面实验结果
打瓜籽油脂提取的实验方案及实验结果见表3,回归模型方差分析见表4。

表3 响应面试验方案及结果

表4 回归模型的方差分析

表4(续)
注:*P<0.05,差异显著;**P<0.001,差异极显著。
2.3.2 结果分析及模型方程的建立
对表3中数据进行回归拟合,得到自变量与提油率(Y)的二次多项回归方程为:
Y=27.68+0.21A-0.27B+0.98C-0.73D-0.39AB-0.76AC-1.38AD+0.51BC-0.54BD+0.21CD-2.05A2-1.60B2-1.01C2-2.59D2

响应面优化设计最终确定了最佳工艺条件,结果见表5,提取率为27.95%在此条件下进行实验,得打瓜籽油脂的提取率为 27.88%,与预测值接近。

表5 响应面软件预测最佳反应条件
2.4 理化指标测定结果
打瓜籽油脂的理化指标见表6。

表6 打瓜籽油脂的理化指标
2.5 脂肪酸成分分析结果
图2为超声波提取法提取的打瓜籽油脂肪酸成分 GC 图谱,由图2和表7可知,打瓜籽中主要有豆蔻酸、棕榈酸、硬脂酸、油酸、亚油酸,且出峰顺序为豆蔻酸、棕榈酸、硬脂酸、油酸、亚油酸。打瓜籽油中脂肪酸以不饱和脂肪酸为主,其中亚油酸(C18∶2) 含量最高,达71.51%,其次是棕榈酸(C16∶0)10.81%、油酸(C18∶1)8.39%,饱和脂肪酸主要为硬脂酸为5.60%。据报道,刘程惠等[11]研究发现吉林打瓜籽油的亚油酸含为18.44%。罗鹏等[18]研究发现的新疆石河子的残次打瓜籽的亚油酸含量为49.87%。而本研究利用新疆阜康县的打瓜籽为原材料,发现该地区打瓜籽油的亚油酸质量分数高达71.51%,可能是地区与品种差异所致。

图2 打瓜籽油脂肪酸气相色谱分析
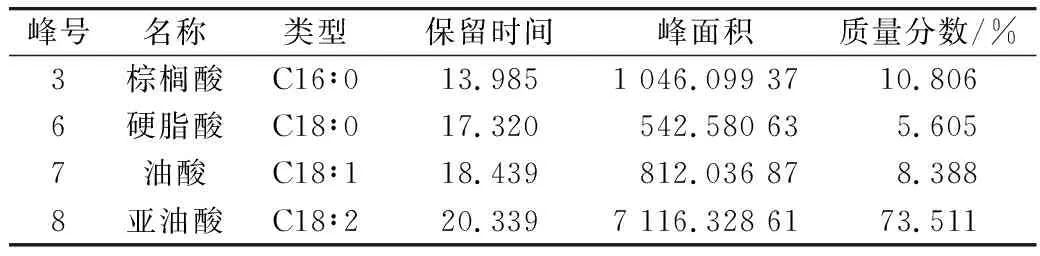
峰号名称类型保留时间峰面积质量分数/%3棕榈酸C16∶013.9851 046.099 3710.8066硬脂酸C18∶017.320542.580 635.6057油酸C18∶118.439812.036 878.3888亚油酸C18∶220.3397 116.328 6173.511
3 结论
本研究采用超声波辅助石油醚提取新疆打瓜籽中的油脂,在单因素试验基础上,通过响应面 Box-Benhnken 试验设计,优化实验设计。结果表明提取打瓜籽油脂的最佳工艺条件为:浸提时间 4 h、超声功率180 W、超声温度 40 ℃、液料比7∶1。在此条件下实际出油率可达到27.88%,所得值与模型预测值27.95% 高度相符。
