选择性激光熔覆制作纯钛卡环的抗疲劳性研究
2018-07-03于海温坤刘一帆王伟娜马瑞秦晨高勃
于海 温坤 刘一帆 王伟娜 马瑞 秦晨 高勃
卡环是可摘局部义齿(Removable partial denture,RPD)的重要组成部分,是使用最广泛的直接固位体;主要由进入基牙的倒凹区的卡环比尖端提供固位力[1]。在义齿多次摘戴的过程中,卡环臂反复形变进出基牙的倒凹区,义齿使用一段时间后会发生固位力下降的现象,甚至出现卡环折断。这些现象是由卡环的循环疲劳所致[2]。
选择性激光熔覆(Selective laser melting,SLM)技术具有可以加工复杂结构物体,节约材料,成型件结构致密、尺寸精度高和力学性能良好等优点。自Richard Bibb等人于2006年首次使用该技术制作了1例钴铬合金RPD支架以来[3],国内外有不少学者进行了SLM制作RPD支架成型质量的相关研究,认为其加工精度、适合性与传统方法相差无几[4-7]。不过,目前国内外少有SLM制作纯钛卡环的抗疲劳性研究报道。
Shimpo等[8]的研究表明,对于铸造纯钛卡环而言,卡环臂尖端1/2进入0.25 mm倒凹深度或卡环臂尖端1/3进入0.50 mm倒凹深度方能满足临床固位力需求。因此本文拟对SLM制作的纯钛卡环在0.25 mm与0.50 mm位移条件下的抗疲劳性进行研究,以期为该技术的临床应用提供实验基础。
1 材料与方法
1.1 材料与设备
金属 3D 打印机(Concept Laser,Mlab cusing,德国);纯钛粉末(Concept Laser,CL 42TI,德国);树脂打印机(Stratasys,EDEN350V,以色列),纯钛(上海日进齿科材料公司),疲劳试验加载平台(西安交通大学机械工程学院震动与噪声实验室组装调试)。
1.2 方法
1.2.1 试件制作与分组 运用3Shape齿科设计软件进行总长10 mm、尖端0.8 mm ×1.4 mm、体部1.3 mm×2.6 mm、横截面为半圆形的卡环试件数字化设计。依据数字化设计运用SLM技术制作按厂家操作手册流程制作10个纯钛卡环试件作为实验组。依据数字化设计先用树脂打印机制作铸型,再用铸型按临床纯钛铸造要求制作10个纯钛卡环试件作为对照组。测试之前,纯钛卡环试件均要经过X射线检查(50 kV,200 mA,63.0 mS),排除有缺陷的试件(图 1)。本研究中未对试件进行打磨抛光,只用金刚砂车针小心去除试件表面的氧化膜[9]。经过筛选,2种加工方式各得到了10个合格试件。
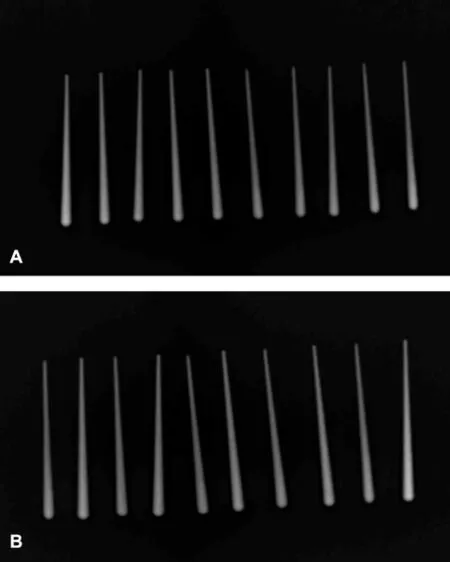
A:SLM组纯钛卡环试件;B:铸造组纯钛卡环试件图1 试件的X射线检查A:Clasps prepared via SLM;B:Clasps prepared via dental castingFig 1 X-ray examination of the samples
1.2.2 抗疲劳性测试 本研究采用位移控制弯曲疲劳测试法。在距卡环尖端10 mm处将卡环固定在夹具上。加载载荷的支点位于距卡环尖端5 mm处。使用疲劳试验机于卡环尖端处加载载荷,加载方向由卡环的组织面向磨光面测弯曲,以模拟卡环摘戴时的反复变形。从2种不同加工方式组中各随机选取5个试件,设置加载位移为0.25 mm,其余5个试件位移为0.50 mm。加载频率为20 Hz直至试件断裂。当载荷衰减为小于初始载荷的15%时,认为卡环已经疲劳失效;仪器自动记录试件的初始载荷、疲劳失效时循环次数和断裂时循环次数[10-11](图 2)。
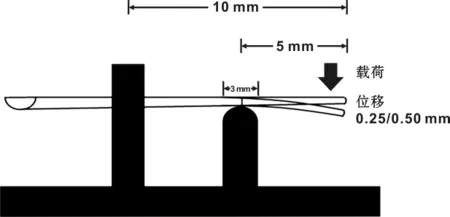
图2 位移控制弯曲疲劳测试原理图Fig 2 Illustration of displacement controlled fatigue test
1.3 统计学处理
采用SPSS 13.0统计学软件对数据统计分析,用方差分析对2组试件在同一倒凹深度下的初始载荷、疲劳失效时的循环次数和断裂时循环次数进行比较,P<0.05为差异具有统计学意义。
2 结果
当弯曲位移为0.25 mm时,2组试件的初始载荷与疲劳失效循环次数无统计学意义(P=0.562,P=0.567);2组试件的断裂循环次之间的差异有统计学意义(P<0.05),实验组(SLM)明显大于对照组(铸造)(表 1)。
当弯曲位移为0.50 mm时,2组试件的初始载荷与疲劳失效循环次数无统计学意义(P=0.744,P=0.692);2组试件的断裂循环次之间的差异有统计学意义(P<0.05),实验组(SLM)明显大于对照组(铸造)(表 1)。
3 讨论
位移(应变)一定的情况下,初始载荷(应力)的大小与材料的杨氏弹性模量成反比。朱娟芳等[12]的研究发现激光快速成型纯钛的杨氏弹性模量(103.7 GPa)略低于TA2的弹性模量(108 GPa),由此可得到推论位移相同的情况下快速成型纯钛的初始载荷应当略高于TA2的初始载荷。而本研究结果发现实验组与对照组的初始载荷尚无统计学差异。卡环的固位力由卡环臂与基牙间的静摩擦力提供。根据摩擦力公式Fmax=(最大静摩擦力)=N(正压力)×f(摩擦系数)。Mori等[13]学者在研究纯钛材料的活动义齿应用时认为,口腔唾液环境下纯钛卡环与牙釉质之间的摩擦系数约为0.2。再将本研究中的初始载荷代入N(正压力),可估算出:在0.25 mm位移时SLM组可产生平均约2.96 N的固位力,铸造组可产生平均约3.15 N的固位力;在0.50 mm位移时SLM组可产生平均约5.12 N的固位力,铸造组可产生平均约5.33 N的固位力。在位移相同的情况下,实验组与对照组所产生的固位力之间无统计学差异。由此可认为SLM组卡环提供固位力的能力与传统铸造卡环相当,能满足临床需求[8]。

表1 SLM组与铸造组的初始载荷、疲劳失效时的循环次数和断裂时循环次数比较Tab 1 Comparison of the initial load,the cycle times of fatigue failure and the cycle times of fracture between groups
工程中一般把失效周数<10 000次的疲劳问题列为低周疲劳问题,把失效周数>10 000次的疲劳问题列为高周疲劳问题[14-15]。本研究中,当载荷位移为0.25 mm时,两种加工方式的纯钛卡环的疲劳失效循环次数均超过10 000次且组间无显著差异,属于高周疲劳。按照患者每日摘戴义齿4次来估算,可认为每1 440次循环为1年的使用量[10]。依此估算SLM组的使用寿命约18.4年,铸造组的使用寿命约19.8年。当载荷位移为0.50 mm时,两种加工方式的铸造卡环的疲劳失效循环次数均未超过10 000次,属于低周疲劳[15]。采用同样的方式估算,SLM组的使用寿命约2.58年,铸造组的使用寿命约2.75年。不能满足临床需求。因此,在固位力能满足需求的前提下,纯钛卡环应当选择0.25 mm倒凹而非0.50 mm以延长义齿的寿命。这一结论对于SLM和铸造加工的纯钛卡环都适用。
SLM组与铸造组在断裂循环次数上有显著差异,且断裂循环次数远大于失效循环次数。这一结果与先前的研究结果相一致。高勃等[16]于2004年对激光立体成形技术制造Ren95合金的研究发现,快速成型技术可以大大提高材料的机械性能。朱娟芳[12]研究发现激光快速成型纯钛的抗拉强度、屈服强度和延伸率均高于外科植入物用钛的国家标准(GB/T 13810-1997),室温下的疲劳极限大于锻材工业纯钛(TA1和TA2,BG/T 3620.1 -2007)。王晓波等[17]对纯钛试件的研究也发现,激光立体成型制备的纯钛试件抗拉强度和屈服强度均大大高于TA2纯钛的标准。这种差别应主要归因于2种不同的加工方法造成的试件组织结构上的差异[18]。纯钛材料的疲劳性能与原始晶粒大小成负相关;构成试件组织结构的网篮状结构其抗拉强度要远高于魏特曼体组织[19]。SLM组纯钛结构中柱状晶粒呈一定方向性排列,较为规则;而传统铸造组的试件晶粒较粗大[17]且排列相对不规则[20],这主要是受凝固速度所限。晶粒内部,SLM组表现为α相与β相互交织成网篮状[12],α相宽度在3~4μm左右;而铸造组纯钛晶粒内部则是粗大的魏特曼体结构,其宽度在8~15μm[21]。造成这一组织结构差异的原因可能是:SLM加工过程中,高能激光束迅速熔化金属粉末原料,在局部形成高温熔池;紧接着,保护气体的强制快速冷却 (>103℃/s),形成局部凝固区域[22];因此试件的微观组织结构具备典型的快凝凝固特征:细小的晶粒与细密的网篮状结构。所以SLM技术加工的材料相比传统铸造纯钛具有较高的机械性能[12]。另一方面,SLM加工过程中试件直接由钛粉熔融堆积而成,与传统铸造相比不不易受到包埋材料的污染[23]。这一组织结构上的差异在短期(疲劳失效之前)不足以给两组试件的性能带来显著差异,在最终的断裂循环次数上会造成显著影响。
4 结论
选择性激光熔覆技术制作的纯钛卡环相比传统失蜡铸造法制作的纯钛卡环具有更为优异的抗疲劳性,这使得这种新型加工方式具有广阔的临床应用前景。
[1] 赵铱民.口腔修复学[M].7版.北京:人民卫生出版社,2012:208-209.
[2] Prabhakar AR,Yavagal CM,Chakraborty A,et al.Finite element stress analysis of stainless steel crowns[J].J Indian Soc Pedod Prev Dent,2015,33(3):183 -191.
[3] Williams RJ,Bibb R,Eggbeer D,et al.Use of CAD/CAM technology to fabricate a removable partial denture framework[J].JProsthet Dent,2006,96(2):96 -99.
[4] 刘一帆,王伟娜,于海,等.选择性激光熔覆(SLM)钛合金可摘局部义齿支架的适合性研究[J].实用口腔医学杂志,2017,33(3):302-305.
[5] 刘一帆,于海,王伟娜,等.选区激光熔化制作可摘局部义齿钛合金支架成形质量初探[J].中华口腔医学杂志,2017,52(6):351-354.
[6] 刘一帆,郑秀丽,于海,等.数字化印模技术在口腔修复中的应用[J].实用口腔医学杂志,2016,32(6):879-885.
[7] 马瑞,沈鹏,刘一帆,等.新型钛种植体涂层构建及体外生物安全性评价[J].实用口腔医学杂志,2017,33(2):157-161.
[8] Shimpo H.Effect of arm design and chemical polishing on retentive force of cast titanium alloy clasps[J].J Prosthodont,2008,17(4):300 -307.
[9] 祝海霆,吴琳.可摘局部义齿卡环疲劳的影响因素[J].口腔医学,2012,32(3):184-186.
[10] Tokue A,Hayakawa T,Ohkubo C.Fatigue resistance and retentive force of cast clasps treated by shot peening[J].J Prosthodont Res,2013,57(3):186-194.
[11] 刘洋,杨颖,陈小冬.钴铬合金及纯钛铸造卡环疲劳性能比较研究[J].中国实用口腔科杂志,2011,4(8):43-45.
[12] 朱娟芳,高勃,王忠义,等.用于牙科植入体的激光快速成形纯钛性能研究[J].中国激光,2007,34(4):588-592.
[13] Mori T,Togaya T,Jean-Louis M,et al.Titanium for removable dentures.I.Laboratory procedures[J].JOral Rehabil,1997,24(5):338 -341.
[14] Kim D,Park C,Yi Y,et al.Comparison of cast Ti-Ni alloy clasp retention with conventional removable partial denture clasps[J].J Prosthet Dent,2004,91(4):374 -382.
[15] 李红英.金属拉伸试样的断口分析[J].山西大同大学学报(自然科学版),2011,27(1):76-79.
[16] 高勃,李延民,陈静,等.应用激光近形制造方法制作口腔修复体的基础研究——Rene95合金粉末近形制造件的机械性能[J].实用口腔医学杂志,2002,18(6):483-487.
[17] 王晓波,高勃,姚月玲,等.纯钛激光立体成形件结构与力学性能研究[J].实用口腔医学杂志,2007,23(4):537-539.
[18] Kajima Y,Takaichi A,Nakamoto T,et al.Fatigue strength of Co-Cr-Mo alloy clasps prepared by selective laser melting[J].JMech Behav Biomed Mater,2016,59:446 -458.
[19] 张喜燕,赵永庆,白晨光.钛合金及应用[J].北京:化学工业出版社,2005:167-216.
[20] Lewis GK,Schlienger E.Practical considerations and capabilities for laser assisted direct metal deposition[J].Materials& Design,2000,21(4):417-423.
[21] 彭勤建,郭天文,雷晓青.包埋材料对铸钛组织的影响[J].第四军医大学学报,1999,20(3):188.
[22] Majumdar JD,Pinkerton A,Liu Z,et al.Mechanical and electrochemical properties of multiple-layer diode laser cladding of 316L stainless steel[J].Applied Surface Science,2005,247(1-4):373-377.
[23] 张玉梅,郭天文,李佐臣,等.牙用Ti-Zr合金铸件表面反应层结构的研究[J].华西口腔医学杂志,2000,18(5):294-297.
