基于PLC在HNC-818加工中心换刀故障的应用*
2018-06-07潘晓贝
潘晓贝
(三门峡职业技术学院 电气工程学院,河南 三门峡 472000)
0 引言
数控机床中出现的大多数故障都能够通过PLC程序检查出来的,或者在屏幕显示报警信息,或者不产生报警信息。因此使用PLC功能进行处理解决数控机床的故障在处理国内外的研究也比较多,但是研究资料表明大多是Fanuc系统和西门子系统,对华中的高端系统,如818系统的研究甚少。
本文就PLC功能的灵活与便捷性为切入点,将HNC-818加工中心的机械手换刀时出现的故障问题方面,在进一步分析818型数控机床PLC功能的基础上,实现准确有效的消除故障,恢复机床的功能。
1 HNC-818加工中心PLC 结构
HNC-818型数控系统 PMC,采用了内置式软 PLC实现对数控机床的顺序控制,根据用户对机床实际控制需要,采用 PLC程序语言梯形图进行编制的。HNC-818型数控系统PLC用户程序是通过梯形图的编辑界面,进行在线的编辑,或者通过电脑装载华中梯形图专用软件LADDER进行编辑。
华中梯形图采用循环扫描的方式。程序开始执行时会运行一次初始化,以后就把所有输入的状态发送到输入映象寄存器,然后开始顺序调用用户程序。当一个扫描周期完成的时候,就把所有的结果都传送到输出映象寄存器,用以控制 PLC 的实际输出,如此循环往复。其系统的 PLC规格如表1所示。

表1 HNC-818型数控系统PLC规格
2 斗笠式刀库的PLC控制换刀过程
HNC-818型数控机床的刀库形式如图1所示,是斗笠式刀库。

图1 机床的刀库形式
该刀库在换刀时,开始向主轴方向平行移动。
首先,取下主轴上面的原有刀具。使主轴上的刀具进入到刀库的卡槽里,此时主轴向上移动开始脱离刀具。
其次,对主轴安装新的刀具。刀库开始转动寻找新的刀具号位置,当新的刀具正对主轴正下方时,主轴开始下移,使新的刀具进入到主轴锥孔内并夹紧。
最后,待装完新刀具,刀库开始退回到原来的位置,此时刀库换刀结束。
其刀库选刀的流程图如图2所示。

图2 华中8型刀库选刀的流程图
3 斗笠式刀库换刀时刀库不动的故障及处理
HNC-818加工中心具有24刀位的刀库。在换刀时,数控CNC报警提示ATC NOT READY 。针对该问题对机器的线路及PLC控制部分进行检查,以便于消除故障。
根据图2所示的选刀流程图可知,当数控系统发出换刀指令,如M06 T3时,刀库不动作并发出报警信息,此时,对机床的操作模式、气泵及刀库的状态进行检查。
(1)对机床的操作模式进行检查
确保机床的操作模式在自动状态下,机床也没有处于被锁住的状态,其换刀指令输入正确,所更换的刀具也安装在刀库中并且位置正确,此项目检查无误,不存在故障。
(2)对数控机床的气泵进行检查
查看数控机床气泵的压缩空气气压数值,经过查看说明书,其气压值在要求范围内是0.55 MPa。符合数控机床的压缩空气压力在0.5MPa~0.6MPa之间的范围值。因为提供的压缩空气压力值低于范围值时,刀库会因在换刀过程中压力不够而造成不动作,而此时的压力是满足的,该项目检查无误,也不存在故障。
(3)对刀库的初始状态进行检查
检查刀库的初始状态以及传感器的状态,通过数控机床系统提供的PLC地址诊断功能帮助检查,查看输送到数控机床系统PLC的入口信号正确与否。进入“诊断”下的梯形图“监控”界面,查看是否有输出信号,其梯形图诊断界面如图3所示。

图3 梯形图诊断界面
根据如图4所示输出模块HIO-1021N,Y1.6和Y1.7的刀库旋转信号输出正常,检查刀库进退信号Y1.4和Y1.5的输出信号正常,系统的PLC逻辑顺序满足条件。
于是根据表1所示输入输出接口,对刀库进到位信号X3.0、刀库退到位信号X3.1、主轴紧刀到位信号X3.2、主轴松刀到位信号X3.3进行检查,发现其控制信号线路及元器件都没有问题。

图4 所示输出模块HIO-1021N
最后,检查刀库的刀位计数信号及中间继电器。查看X1.7的信号,等于1则没有问题,排除了线路和刀库计数开关的问题,其刀库计数的PLC如图5所示。此时,按下刀库正转或反转时,刀盘却不能转动并且出现了刀库计数报警的信息,再按下正转的继电器KA25和反转的继电器KA26,并查看正转的接触器KM5或反转的接触器KM6,发现接触器KM5和 KM6的吸力不好,不能正常吸合。仔细检查发现短路环断路,于是更换了两个接触器,刀库运转正常了。
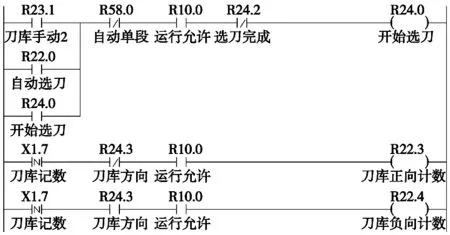
图5 刀库计数的PLC
4 常见的其它换刀问题及解决对策
(1)刀库进出不正常
刀库进出不正常时与刀库相关的元器件有电机、继电器、换刀接近开关等有关系。
首先,检查电机的电源是否正常工作,电机能否转动,继电器的线路有无虚接现象,检测触电有无熔接或熔化现象;
其次,还可以根据机床的接口信号和PLC控制,进入机床数控系统调用PLC,查看PLC的运行状况,以判定有无故障点;
最后,检查换刀的接近开关工作是否正常、刀库准备信号与换刀信号有无线路虚接的现象,信号是否正常工作等以及传动机构及刀库的转盘是否灵活,有无
卡死的故障现象。
(2)数控机床撞刀故障
数控机床在换刀时出现撞刀故障,需要对机床的电磁阀和主轴的紧刀信号进行检查。
首先,在排除用户程序无误的情况下,要检查紧刀电磁阀是否正常工作。
其次,根据输入输出接口和机床PLC控制,进入系统调用PLC,以观察此循环是否正常,不正常则说明电磁阀的工作有问题,对电磁阀进行检查与更换。
最后,检查主轴的紧刀信号丢失会导致主轴停止转动,但是X与Y坐标依然走动。此时可进行修改PLC的控制程序或者调整紧刀开关使其压合正常。
5 结论
作者在熟练掌握HNC-818加工中心换刀的原理与过程的基础上,快速、准确的实现了维修机床换刀故障。尤其对刀库不动时所产生的故障,采用了调用PLC梯形图,分析梯形图的运行状况,快速的发现故障的所在位置,仔细的分析故障发生的原因,很好的消除了机床换刀时故障,为安全生产提供可靠的保障。
[参考文献]
[1] E N Popov,A L Komkov,S L Ivanov. Modernization of the Control Systems of High-Frequency, Brush-Free, and Collector Exciters of Turbogenerators[J].Power Technology and Engineering,2016,50(4):447-45.
[2] Qi-huai Chen,Qing-feng Wang,Tao Wang.Optimization design of an interior permanent-magnet synchronous machine for a hybrid hydraulic excavator[J].Frontiers of Information Technology & Electronic Engineering,2015,16(11):957-968.
[3] Shih-Ming Wang,Chien-Da Ho,Po-Cheng Tsai,et al.Study of an efficient real-time monitoring and control system for BUE and cutter breakage for CNC machine tools[J].International Journal of Precision Engineering and Manufacturing,2014,15(6):1109-1115.
[4] 陈金英.基于BV75数控铣床热误差的检测与分析[J].组合机床与自动化加工技术,2015(4):101-103,114.
[5] 姜康,张腾,冯忠祥.半主动磁流变阻尼器悬架的一种ANFIS-PID控制策略[J]. 组合机床与自动化加工技术,2016(4):80-82,88.
[6] 陈金英,郭勇,史利娟.提高“数控铣削编程操作与加工”课程教学质量的措施与方法[J].北京工业职业技术学院学报,2016,15(3):66-69.
[7] 余容,孙浩然,何朝明.伺服控制系统的复合模糊自适应PID控制[J].组合机床与自动化加工技术,2017(4):75-77,81.
[8] 张江华.直流电机无抖动滑模位置控制[J].组合机床与自动化加工技术,2017(2):89-93.
[9] 史利娟.模拟主轴速度不匹配故障分析与诊断[J].机床与液压,2017,45(4):202-204.
[10] 王淑贞,高晓辉,王玉婷.基于LabWindows/CVI和PLC自由口编程的串口实时通信系统研究[J].组合机床与自动化加工技术,2017(4):153-156.
[11] 王瀚博,罗亮,刘知贵,等. 基于嵌入式软PLC技术的运动控制功能块的研究[J].组合机床与自动化加工技术,2017(2):94-97.
[12] 史秀玉,何平,王志成,等. 嵌入式伺服控制器调试软件的研究[J]. 组合机床与自动化加工技术,2017(1):85-88.
