微孔注塑发泡聚氨酯成型工艺及微观结构研究
2018-01-16谷松涛李爽秦立祥耿铁邓鹏辉吴海宏王心超
谷松涛,李爽,秦立祥,耿铁,邓鹏辉,吴海宏,王心超
(河南工业大学机电工程学院,河南 郑州 450001)
热塑性聚氨酯软质泡沫材料以质轻,保温效果好,吸音减震功能,广泛应用于汽车内饰、建筑保温、包装等行业[1~4]。现在TPU软质泡沫普遍采用反应发泡法制备,发泡气体主要是CFC等低沸点氟烃类化合物对大气中臭氧层有极大的破坏作用。如何实现TPU软质泡沫材料绿色制备是聚氨酯泡沫工业正待解决的关键问题[5~7]。大量研究者们尝试使用超临界CO2微孔注塑发泡技术成型TPU软质泡沫的复杂尺寸零部件发现制品内泡孔极易发生破裂与塌陷现象,但都缺乏对发泡工艺的系统研究[8~10]。本文通过正交实验和信噪比分析系统研究主要工艺参数(保压压力、注射量、注塑速度和SCF含量)对TPU泡沫材料微观结构和力学强度的影响,并得出微发泡注塑成型TPU泡沫的最优工艺参数设置。
1 实验材料与方法
1.1 实验材料
热塑性聚氨酯弹性体(TPU)粒料(Elastollan®1180A-10),由美国巴斯夫(BASF)公司提供,其玻璃化转变温度(Tg)为-50℃,熔融流动指数(MFI)为3.06 g/10 min (190 ℃/2.16 kg),材料密度为1.11 g/cm3。
1.2 微孔注塑发泡实验
MuCell是在传统注塑成型机上装备超临界流体(CO2、N2等)供应装置,其示意图如图1所示。微发泡成型过程可分成三个阶段:首先将超临界流体溶解到聚合物熔体中;然后,将聚合物-气体均相熔体注入模具型腔内部;最后,溶解的气体形成微孔结构。发泡过程中,气泡成核生长的驱动力源于聚合物-气体均相体系的热力学不稳定程度。
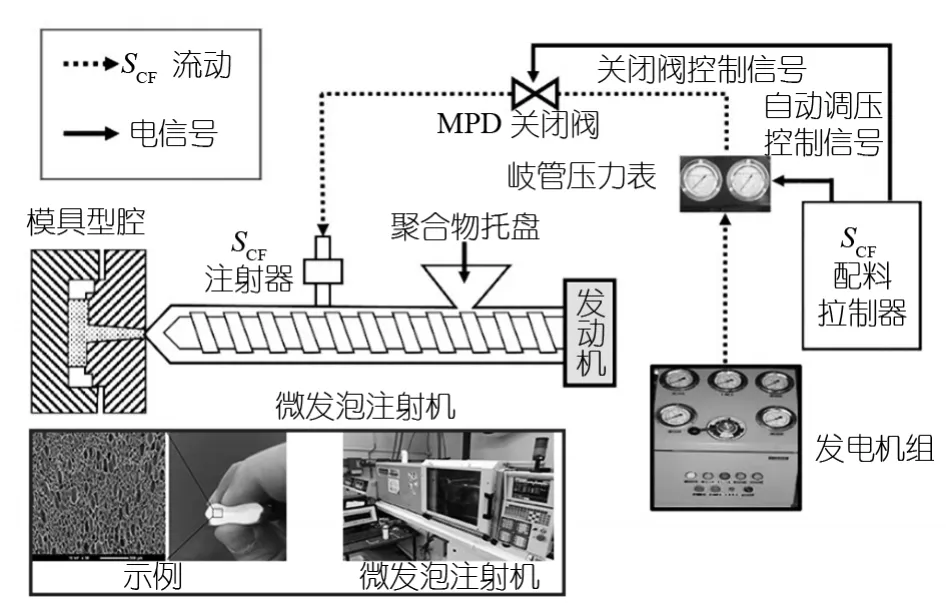
图1 微孔注塑成型设备结构示意图
本文采用L9正交实验优化发泡工艺参数并确定最优发泡工艺条件。四因素三水平的正交实验设计如表1所示,四个主要工艺参数为注射速度(Injection Speed)、 保 压 压 力(Holding Pressure)、 注 射 量(Shoot Size)和 SCF含量(SCFContent),每一个工艺参数各设置三个水平值。
实验所有用到的TPU材料都需要经真空干燥,真空度为1.33×10-5MPa,在100℃下烘干4 h,以充分去除材料中的水分。在微发泡制品横断面的相同位置取样,观察制品的微孔结构。

表1 正交实验因素和水平的选择

表2 L9正交实验设计表
1.3 测试与表征
SEM的型号为JEOLSEM (JEOL5000),其正常加速电压为10 kV。TPU多孔样条使用扫描电子显微镜(SEM)观察其微孔结构。SEM试样需要进行喷金以便SEM观察,在真空状态下,喷金时间40 s。
注塑试样的拉伸强度和拉伸模量在单轴万能拉伸机(Instron 5967)上测试(标准ASTM-D-638-02),室温下测试,由于拉伸机最大拉伸距离的限制,最大拉伸应变为450 %,每组实验测试5个求平均值。
2 结果与分析
2.1 发泡工艺对泡沫微孔结构的影响
图2为正交实验TPU发泡试样横断面的微孔结构SEM图,可以看出微孔形态随着发泡工艺改变有显著的变化。可看出T4、T7、T8和T9试样的发泡效果不理想,微孔尺寸分布具有双峰微孔分布模式,即尺寸较大的泡孔与尺寸较小的泡孔混合排列,且沿厚度方向越接近中心区域,泡孔尺寸越大。T7试样的微孔数量少、泡孔分布不均,再结合上述表2的拉伸强度,可知T7是9组中拉伸强度最高的,由此可知泡孔数量与试样拉伸强度有密切关系。在T1实验条件下,SCF含量和注射速度都处于低水平,试样的芯部具有较大的微孔,沿试样厚度方向,微孔尺寸从芯部向皮层显著减小,皮层内没有形成多孔结构。 结合T5和T9的工艺设置和微孔结构分析可知低注射速度下容易使试样芯部泡孔有足够的时间长大,形成较大的微孔。因此为了减小芯部泡孔直径较小需要使用较大的注射速度。
注射速度为高水平下,分析T3、T4、T8的泡孔结构发现,T4、T8试样的芯部均出现了较大的泡孔结构,这是由于注射量的减少,导致模腔内可以发泡的空间较大,在微发泡成型过程中,泡孔有足够的自由空间进行形核和生长,形成较大的泡孔结构。因此为了保证形成均匀的泡孔分布,需要在满足减重比的情况下,增加用于发泡的材料质量。
影响泡孔数量和尺寸的另一个关键工艺参数是SCF含量,对比SEM图可以看出,如果SCF含量低,微孔数量就会减少,孔隙率下降(T4和T7);但若SCF含量处于高水平,微发泡过程中会有过剩的气体聚集形成尺寸较大的泡孔。T9的SEM图可以看出,大尺寸泡孔在试样的芯部大量出现,并且随着泡孔尺寸的增大,泡孔开始出现大量合并现象,从而产生了试样芯部中空结构。所以,为了避免较大尺寸泡孔出现,空芯现象的出现,微发泡成型过程中应该控制SCF在熔体中的含量,从而得到泡孔分布均匀的微发泡试样。
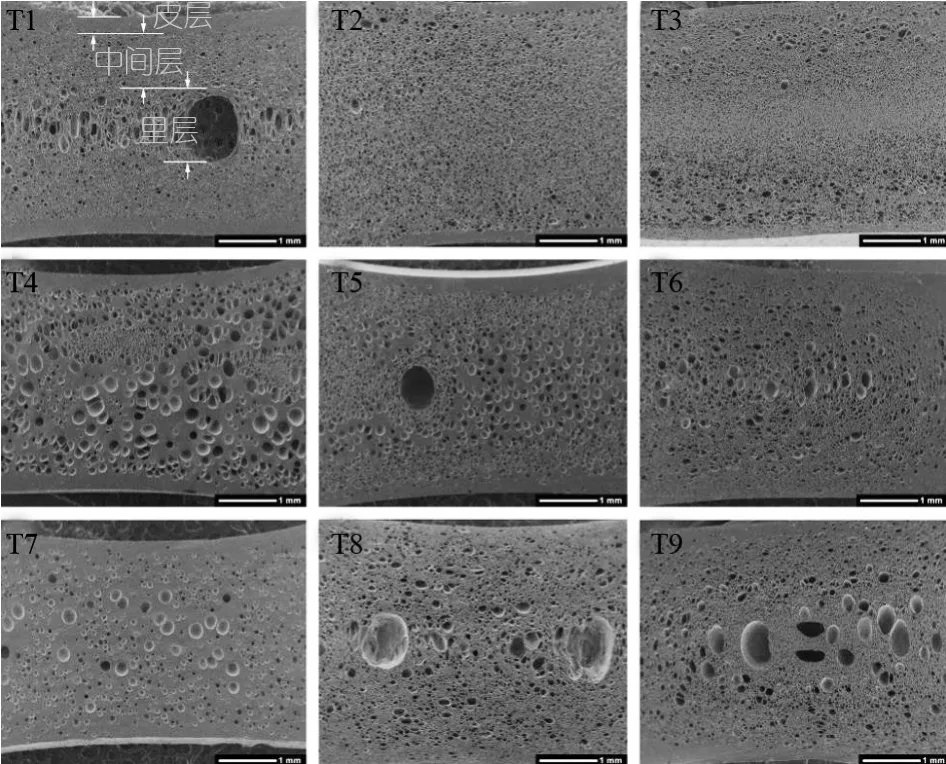
图2 正交实验样品横断面微观结构图
另外,保压压力也会严重影响试样的微孔结构,大量关于间歇式发泡的文献中都已表明,微发泡成型过程微孔的形成由微孔的形核、生长和固定三步组成。这一过程中,保压压力太高会使熔体-气体的自由能太高,微孔的形核率会急剧下降减少微孔的数量;保压压力太小又会使熔体体系中的气体过快的聚集并形成较大的微孔。在本实验中T2试样的微观结构可以看出,其泡孔结构均匀,泡孔直径小、数量多。因此在微孔注塑成型过程中,可以调节注射速度来辅助控制微孔的形核速率,并利用注射量和SCF的含量来配合保压压力调节微孔的生长速率,从而制备出的发泡率高、微孔分布均匀的超轻TPU泡沫。
2.2 发泡工艺对泡沫微孔结构的影响
图3为TPU发泡材料和实体材料的拉伸应力—应变曲线,从图中可以看出,TPU发泡试样的拉伸强度只有实体试样的40%左右,TPU多孔材料的拉伸强度为2.7 MPa,而未发泡实体试样的拉伸强度为6.3 MPa。由此可以看出微孔注塑成型热塑性聚氨酯发泡材料的拉伸强度明显降低。这是由于微孔结构减少了制品的质量,从而降低了试样的拉伸强度。
微发泡工艺参数对发泡材料的拉伸强度有非常显著的影响。T7和T9发泡材料的拉伸强度明显小于T0实体材料的强度。对比T7和T9的工艺参数设置可以看出,T7的注射量要大于T9,但是T9的拉伸强度却大于T7。这是由于T9的注射速度低于T7,T9试样形成了较厚的皮层结构,致使T9的拉伸强度要大于T7。由此可见,注射速度是影响微孔制品机械强度的关键因素之一。

图3 聚氨酯弹性体微孔材料典型的应力-应变图
2.3 拉伸强度的信噪比分析及工艺参数优化
信噪比,即SNR(signal to noise ratio)又称讯噪比,狭义来讲是指放大器的输出信号的电压与同时输出的噪声电压的比。一般来讲,信噪比越高表明混在信号里的噪声越少。在分析正交实验结果时,试样的拉伸强度作为响应信号,对于拉伸强度,信号越大越好,信噪比(S/N)的计算公式为:

其中,y为拉伸实验得到的拉伸强度值,n为每组实验中试样的个数。为了计算数据的统一化,信噪比的值通常使用对数来表示。为了优化微发泡工艺参数,需要对上述实验结果进行信噪比分析,分析工艺参数因素对微发泡制品力学性能的影响,从而能更好的调控发泡制品的质量。
工艺参数优化的目标是拉伸强度越大越好,即信噪比具有望大特性,因此S/N信号值的增加表示制品拉伸强度的增加。图4为TPU泡沫的拉伸强度对工艺参数的S/N主响应图。TPU发泡材料的S/N信号均值为15.3。当某个水平下的拉伸强度响应值偏离均值越大,表示这个水平下的工艺参数对拉伸强度产生了较大的影响。可以看出SCF含量和注射量有较大的水平差值,SCF含量低水平值的S/N响应值为16.8,高水平值的S/N响应值为15.5;高水平注射量产生的S/N响应值为16.9,中间水平的S/N响应值较低为15.4。保压压力和注射速度三个水平下的S/N响应值在均线附近有轻微的波动,保压压力产生的波动范围为0.5,注射速度产生的波动范围为0.75。由此可以看出,工艺参数对发泡材料机械强度有着显著的影响,且SCF含量和注射量的影响要大于保压压力和注射速度的影响。
结合上述章节工艺参数与TPU泡沫微孔结构的关系,不难发现,SCF含量的变化会引起TPU发泡行为的显著变化,从而产生的微孔结构有很大的差异;注射量对TPU的发泡行为也会产生微孔尺寸和密度的显著变化,这种微孔结构的变化会反映出制品力学强度的变化。从工程应用的角度分析,SCF含量和注射量是首要考虑的工艺参数,用来调控发泡材料的机械强度。
表2所示为通过正交实验测得微发泡制品的拉伸强度,每一组试验的三个水平的S/N信号平均值可以显示出TPU泡沫对各工艺参数的信噪比均值响应效果。从表3的Delta值排序中,可以分析出各工艺参数对TPU泡沫拉伸强度的影响程度,各工艺参数的影响程度从高到底的排序为:注射量、SCF含量、注射速度和保压压力。

图4 聚氨酯弹性体微孔材料拉伸强度主响应图

表3 聚氨酯弹性体微孔材料的MuCell参数主响应表
由S/N主响应图和均值响应表,可以确定微发泡注塑工艺制备TPU泡沫的优化参数设置。首先确定均值Delta排序较大且S/N较小的影响因子,根据均值越接近于目标越好的原则,选择最优的参数设置;然后,在余下的参数中,选定较高S/N值的因子水平使S/N最大化;最后,对于Delta排序较低且S/N较小的因子,选择具有较小的均值偏离水平即可。综上分析,对于TPU发泡材料来讲,优化的微发泡工艺参数设置如下:
(1) 注射量(Shot size)∶ 16 cm3;
(2) SCF含量(SCFcontents)∶ 0.4% ;
(3) 注射速度(Injection speed)∶ 60 cm3/s ;
(4) 保压压力(Holding pressure)∶ 1 MPa。
以上是MIM技术制备TPU发泡材料的最优工艺参数设置。在最优工艺条件下,TPU发泡材料的最低表观密度为0.66 g/cm3。由于MIM各工艺参数对TPU熔体黏度、熔体强度、流变性能和热力学性能的影响是不一至的,因此调节MIM工艺设置降低TPU发泡材料密度的方法是有限的。为了进一步降低TPU发泡材料的表观密度,本研究组对TPU进行纳米改性处理,以期真正实现MIM工艺制备高发泡率高性能TPU泡沫的目标。
3 结论
本文采用微发泡注塑成型工艺以超临界CO2为物理发泡剂制备热塑性聚氨酯(TPU)弹性体微孔材料。通过正交实验设计确定四因素(注射速度、SCF含量、注射量和保压压力)三水平正交实验表制备TPU微孔拉伸试样。实验结果表明,注塑速度较低时,制品芯部容易出现较大的泡孔结构;SCF含量较低时,制品内泡孔数量较少、分布不均,且形成较厚的皮层结构;注射量较少时,试样芯部泡孔尺寸较大;保压压力较大时,泡孔尺寸较小、数量减少,但泡孔尺寸较为一致。且TPU微孔材料的泡孔结构直接影响其拉伸强度,皮层较厚时,拉伸强度较大;泡孔较小且均匀的试样拉伸强度也较大。通过对试样拉伸强度信噪比分析,优化微孔发泡成型工艺,最优工艺参数为:注射量16 cm3;SCF含量 0.4 %;注射速度 60 cm3/s;保压压力 1 MPa。
[1]Dai C. L., Zhang C. L., Huang W. Y., et al. Thermoplastic Polyurethane Microcellular Fibers Via Supercritical Carbon Dioxide Based Extrusion Foaming [J].Polym Eng Sci. 2013,53(11)∶2 360~2 369.
[2]Lee J., Turng L. S., Dougherty E., et al. Novel Foam Injection Molding Technology Using Carbon Dioxide-Laden Pellets [J]. Polym Eng Sci. 2011,51(11)∶2 295~2 303.
[3]Jimenez G. A., Jana S. C. Composites of Carbon Nanofibers and Thermoplastic Polyurethanes With Shape-Memory Properties Prepared by Chaotic Mixing [J].Polym Eng Sci.2009,49(10)∶2 020~2 030.
[4]Sun X., Kharbas H., Peng J., et al. A novel method of producing lightweight microcellular injection molded parts with improved ductility and toughness [J].Polymer.2015,56∶102~110.
[5]Palanisamy A., Rao B. S. Water-blown Polyurethane/Clay Nanocomposite Foams from Castor Oil Derivative[J].J Polym Mater. 2011,28(4)∶609~622.
[6]Rizvi A., Chu R. K. M., Lee J. H., et al. Superhydrophobic and Oleophilic Open-Cell Foams from Fibrillar Blends of Polypropylene and Polytetrafluoroethylene[J].Acs Appl Mater Inter. 2014,6(23)∶21 131~21 140.
[7]张华,黄汉雄.微孔注塑成型研究进展[J].塑料科技,2010,38(1)∶97~102.
[8]Mi H. Y., Jing X., Salick M. R., et al. Approach to Fabricating Thermoplastic Polyurethane Blends and Foams with Tunable Properties by Twin-Screw Extrusion and Microcellular Injection Molding[J].Adv Polym Tech.2014,33(1).
[9]Sun X. F., Kharbas H., Turng L. S. Fabrication of highly expanded thermoplastic polyurethane foams using microcellular injection molding and gas-laden pellets[J].Polym Eng Sci. 2015,55(11)∶2 643~2 652.
[10]Yuan M. J., Turng L. S., Gong S. Q., et al. Crystallization behavior of polyamide-6 microcellular nanocomposites [J].J Cell Plast. 2004,40(5)∶397~409.
