阀体加工工艺改进
2017-06-11孙广华
孙广华

摘 要:阀体加工是生产之中的重要一环,在多年的教学与实践之中,个人有了一定的改进意见和方法,现在与大家分享.
关键词:阀门 阀体 加工 改良
一、阀门
1. 阀门定义:
是流体输送系统中的控制部件,具有截止、调节、导流、防止逆流稳压、分流或溢流泄压等功能。阀门的密封性能是指阀门各密封部位阻止介质泄漏的能力,它是阀门最重要的技术性能指标。
2. 阀门的结构:
阀门主要由阀体、阀板、阀盖、阀杆等组成,其中阀体是阀门最核心的部件,阀体的加工质量直接影响着阀门的性能。
二、阀体的加工问题
1. 工艺改进目的:
阀门广泛应用于井口采油树、压井管汇、节流管汇等产品中,这些产品正是井控公司的主打产品,其重要性不言而喻。
2. 阀体加工工艺改进历程:
(1)方案一(最初加工方案,如圖一所示):使用车床加工,
不需要工装,直接使用四爪夹持工件,车每个法兰面都要装夹一次,不宜校正,导致加工质量太差,精度太低,侧法兰中心孔易中间法兰孔中心孔偏离,阀板与阀座腔位置偏离,导致产品报废,所以此方案加工前就需要提前划孔的位置线,不仅增加了成本,而且效率大大降低。
(2)方案二(当前工艺,如图二所示):
1. 目的:为了解决难定位加工及中心孔偏离问题,设计了此套工装,加工侧法兰工装及加工中间法兰工装。
2. 步骤:①先将一端旁法兰车削成型,调面,上加工侧法兰工装,用工装上的芯轴定位,加工另一侧法兰。②使用加工中间法兰工装,加工中件法兰面及内孔。③端面孔-加工中心
3. 缺点:装夹5次(车3次,加工中心2次),相应的精度会下降,无形之中增加加工成本高,效率低。
3. 工艺改进:
目的:减少装夹次数,提高效率,保证产品精度。
4. 工装可行性
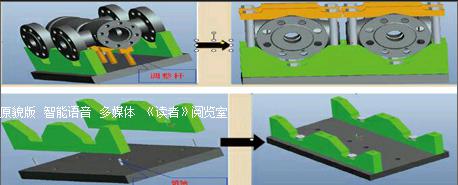
(1)工装原理
如上图所示:V型架放在底板上,采用销轴定位,保证工装精度,然后用4-M24螺栓把V型架紧固到底板上,工装放在卧加工作台上,拉表找正后,用螺栓和压板把工装紧固于工作台上,底板和V型架都是采用t40以上的调质钢板,强度好。
如上图所示:预装调整杆,将阀体吊上工装,两端的侧法兰外圆放在V形块上,横向方向靠紧定位(图中未标示,现场配置),预装压板与紧固螺栓,和工件,压板压住,调节调整杆找正(打表),螺栓紧固。
(2)加工
1. 步骤:(侧法兰外圆已车削)①铣侧法兰端面、垫环槽、镗中孔,钻端面孔;②旋转工作台,铣中间法兰端面、垫环槽,镗中孔,钻端面孔;③同理,旋转工作台,依次加工另一侧侧法兰及中间内孔。
2. 优点:①同时加工两件,节省时间;②装夹次数少,一次装夹可以加工侧法兰及中间法兰;③加工精度高,因为是一次装夹加工出来了,减少了装夹误差。
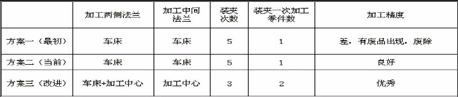
三种方案比较:
由上表可以得出:方案三装夹次数少,加工精度相比之前要好,而且一次装夹可以加工两件产品,解放了机床,大大节省了加工时间,使效率提升。
结论:选择方案三
结语
效率和质量是企业生存的法宝我们通过改进阀体加工工装,改善其机加工工艺,提升了效率,降低了成本,科瑞的产品有很多,我相信还有很多产品的加工有待我们完善。
参考文献
液压传动,机械制造工艺,机械工程手册
