机车车体Q345E钢Ar+CO2+O2三元混合保护气体MAG焊接头的组织和性能
2017-06-05隋国欣王明山时晨旭吴万哲李方正
刘 静,隋国欣,王明山,时晨旭,吴万哲,李方正
(1.中车大连机车车辆有限公司,辽宁 大连116022;2.中车唐山机车车辆有限公司,河北唐山063000)
机车车体Q345E钢Ar+CO2+O2三元混合保护气体MAG焊接头的组织和性能
刘 静1,隋国欣1,王明山1,时晨旭1,吴万哲2,李方正2
(1.中车大连机车车辆有限公司,辽宁 大连116022;2.中车唐山机车车辆有限公司,河北唐山063000)
选用富氩低氧化性的Ar+CO2+O2三元混合焊接气体(即Rich-argon Lower-oxidizability Ar+CO2+O2三元混合气体,简称RALO三元混合气体),通过与传统φ(Ar)80%+φ(CO)220%二元混合焊接气体(简称二元混合气体)相对比,研究机车车体Q345E钢MAG焊接头的组织和性能。试验结果表明,RALO三元混合气体的焊缝成形较为平滑、美观;三元混合气体的焊缝低温冲击韧性略高于二元混合气体,冲击吸收功Ak(v-40℃)值高出约13%;选用三元混合气体或二元混合气体进行焊接,MAG焊接头的组织特征上差别不大,即组织类型相同、形貌特征相似、晶粒尺寸相近,且焊接接头塑性良好,静载拉伸试验试样均断裂于远离焊缝的母材处。
Q345E钢;RALO三元混合气体;MAG焊接头;显微组织;力学性能
0 前言
机车车体用低合金高强钢Q345E钢选用合适比例(Ar+CO2+O2)的RALO三元混合保护气体进行MAG焊,与目前行业常用的φ(Ar)80%+φ(CO2)20%的二元混合气体MAG焊相比,少量O2的加入不仅降低了液体金属的粘度,减少了表面张力,增加熔池液态金属的润湿性,还稳定阴极斑点,提高了电弧的稳定性,减少焊接过程中液态金属的飞溅。RALO三元混合保护气体既改善了焊缝成形,又降低了焊接未熔合等缺陷的敏感性,大大缩减焊后打磨清理和返修的工作量,提高了焊接生产效率,提升了钢结构焊接制造的经济性,对实际生产意义重大[1]。在此研究Q345E钢RALO三元混合气体MAG焊接头的组织和性能,为轨道机车、车辆焊接制造新工艺提供试验依据。
1 试验材料和试验方法
1.1 试验材料
母材为12 mm厚Q345E钢板,化学成分和力学性能如表1、表2所示。

表1 Q345E钢化学成分%

表2 Q345E钢力学性能
母材的金相组织如图1所示。组织特征是铁素体+珠光体,珠光体为黑色条带状沿轧制方向分布。

图1 Q345E钢母材组织
选用φ1.2 mm的ER50-6焊丝作为填充材料,焊接保护气体分别为二元混合气和RALO三元混合气体,熔敷金属化学成分如表3所示。

表3 熔敷金属ER50-6化学成分 %
1.2 试验方法
利用BX-50金相显微镜观察二元混合气和RALO三元混合气MAG焊接头的组织形貌,分析其组织特征,金相腐蚀剂采用4%的硝酸酒精溶液。
根据ISO 4136-2011“钢熔化焊接头拉伸试验”标准规定[2],加工拉伸试样,在WE-30液压式万能试验机上测定二元混合气及RALO三元混合气MAG焊接头的抗拉强度。
参照ISO5173-2009“焊接接头弯曲试验”标准规定[3],在WE-30液压式万能试验机上进行弯曲试验,评定焊缝的塑性,弯曲试样包括2个正弯试样和2个背弯试样。
采用JXB-300型冲击试验机,依据ISO 9016-2008“焊接接头冲击试验方法”标准的规定[4],测定接头-40℃冲击功,分析焊接接头冲击韧性的影响因素。冲击试样取焊缝、热影响区和母材3个部位。
2 试验结果和分析
2.1 金相组织
2.1.1 宏观形貌
二元混合气和RALO三元混合气MAG焊接头的宏观形貌分別如图2、图3所示。无论选用哪种混合气体,焊接接头均层次清晰、边界分明、成形优良,外观达到ISO5817标准的B级(最高级别)焊缝要求[5],接头熔合良好,无气孔、夹渣和裂纹等缺陷。
与二元混合气相比,RALO三元混合气MAG焊焊缝成形较好,尤其是在开始焊接段(接头前段),焊接咬边问题明显改善。
2.1.2 焊接接头微观组织
二元气体MAG焊接头组织如图4所示。焊缝金属组织呈明显的柱状晶形态,主要由数量较多的先共析铁素体/GBF、一定数量的针状铁素体/AF和粒状贝氏体/BG组成;焊接熔合区结合良好,未发现焊接缺陷。粗晶区晶粒较粗大,其组织为较多的GBF、侧板条铁素体/FSP、珠光体/P和一定数量的BG,这是由于该区在焊接过程中加热温度很高,金属处于过热状态,一些难溶的碳化物和氮化物质点也都溶入奥氏体,因此奥氏体晶粒发生严重长大,冷却后主要得到粗大的铁素体和珠光体,在大热输入或高温停留时间长时甚至出现魏氏组织[6]。细晶区主要由细晶铁素体和珠光体组成。

图2 焊接接头宏观形貌(二元气体)

图3 焊接接头宏观形貌(三元气体)

图4 焊接接头组织(二元气体)
RALO三元气体MAG焊接头组织如图5所示。观察图4、图5可知,两种混合气体的MAG焊接头的组织特征上差别不大,即组织类型相同、形貌特征相似、晶粒尺寸相近。
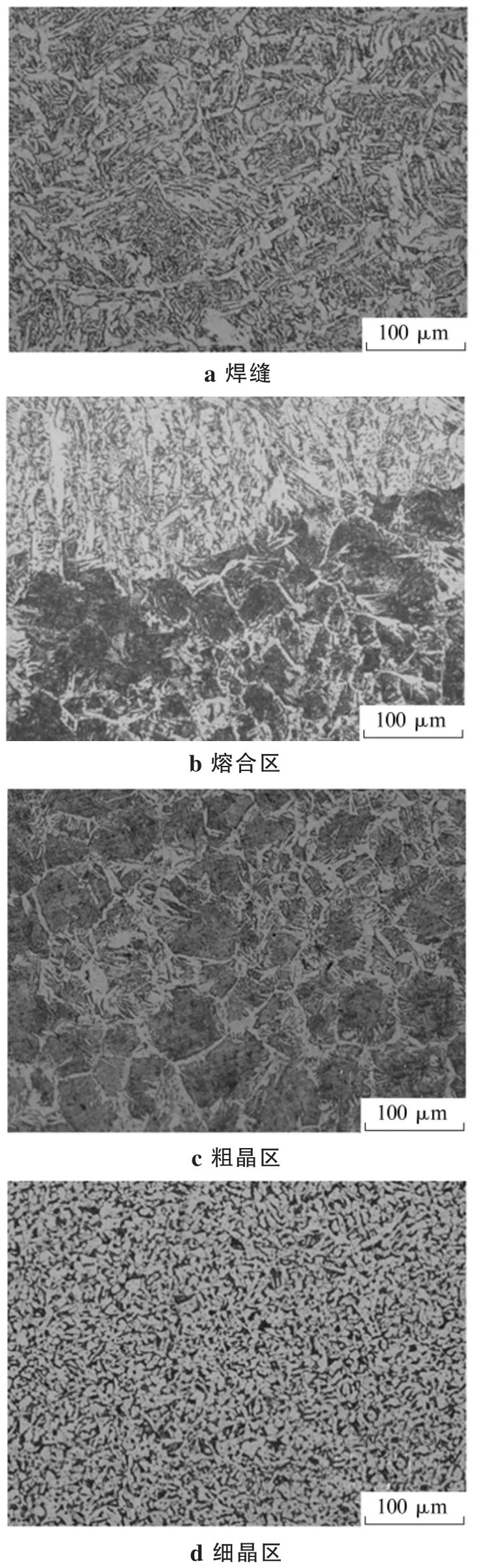
图5 焊接接头组织(RALO三元混合气体)
2.2 拉伸试验
拉伸试样断裂前有较为明显的塑性变形,与拉伸轴呈45°,为典型的切断型断裂,断口宏观形貌有明显的纤维区、放射区和剪切唇,剪切唇表面光滑。
拉伸试验结果如表4所示,无论选用哪种气体,拉伸试样的断裂位置均为远离焊缝的母材。所以在静载条件下,焊接接头不是薄弱环节。

表4 拉伸试验结果
2.3 弯曲及冲击试验
焊接接头试样弯曲试验结果表明,两种MAG焊接头面弯和背弯试样的弯曲角度达到180°时,弯曲受拉面无裂纹,焊缝塑性良好。
焊接接头冲击试验结果如表5所示。选用二元混合气体和RALO三元混合气体进行焊接,焊接接头-40℃冲击功均大于Q345E钢母材规定的容许值47 J,RALO三元混合气体焊缝的-40℃冲击功比二元混合气体焊缝的约高13%。这是因为RALO三元混合气体的氧化性低于二元混合气体的,焊缝金属的氧化性夹杂含量低于二混合元气体焊缝金属的,提高了RALO三元气体焊缝的冲击功。这需要对熔敷金属的成分及夹杂物的特征(数量、形态和分布)做进一步研究。

表5 -40℃焊接接头冲击吸收功AKVJ
3 结论
(1)选用富氩的二元气体φ(Ar)80%+φ(CO2)和RALO三元气体Ar+CO2+O2进行Q345E钢MAG焊,焊缝与母材均熔合良好,无焊接缺陷;相比二元混合气,RALO三元混合气体MAG焊缝表面成形较为平滑、美观。
(2)在多层焊工艺条件下,焊接接头的组织不均匀,面层的组织呈较粗大的柱状晶形态,为大量铁素体(先共析铁素体、针状铁素体、侧板条铁素体)和少量粒状贝氏体组织,底层焊缝为较细小、均匀的块状铁素体和珠光体组织;熔合区和过热区组织主要为先共析铁素体、较多的珠光体和一定量的粒状贝氏体。
(3)无论使用二元混合气体还是RALO三元混合气体,焊接接头的静载拉伸试样均断裂在远离焊缝的母材处,呈典型的切断特性,为塑性断裂;焊接接头塑性良好,正弯和背弯角度均达到180°,未出现任何裂纹。
(4)二元混合气和RALO三元混合气MAG焊接头-40℃下的冲击试验结果表明,焊接热影响区的冲击功值明显高于焊缝金属,焊接接头中HAZ的韧性较好;RALO三元气的焊缝金属低温冲击韧性略高于二元混合气的,冲击吸收功AKV值约高13%。
[1]杨友民.熔化极三元气体保护焊接16Mn钢的研究[J].沈阳工业大学,1994(12):51-56.
[2]EN ISO 4136,钢熔化焊接头拉伸试验[S],2011.
[3]EN ISO5173,焊接接头弯曲试验[S],2009.
[4]EN ISO 9016,焊接接头冲击试验方法[S],2008.
[5]ENISO5817,Welding-Fusion-welded joints in steel,nickel,titaniumandtheir alloys(beamweldingexcluded)-Quality levels for imperfections[S],2014.
[6]吕德林.焊接金相分析[M].北京:机械工业出版社,1987: 35-40.
Microstructure and mechanical properties of welded joints of MAG welding withAr+CO2+O2ternary mixed shielding gas of steel Q345E for locomotive and rolling stock body
LIU Jing1,SUI Guoxin1,WANGMingshan1,SHIChenxu1,WUWanzhe2,LIFangzheng2
(1.CNR Dalian Locomotive&Rolling Stock Co.,Ltd.,Dalian 116022,China;2.NR Tangshan Locomotive& Rolling Stock Co.,Ltd.,Tangshan 063000,China)
In this paper,the microstructure and mechanical properties of welded joints of MAG welding with RALO(rich-argon loweroxidizability)Ar+CO2+O2ternary mixed shielding gas(RALO gas)of steel Q345E are studied.The results show that comparing with traditional φ(Ar)80%+φ(CO2)20%binary mixed shielding gas(binary gas),using RALO gas makes welds smoother and better;the low temperature impact toughness of welds of RALO gas is a little more than that of binary gas;the value of impact absorbing energy Akv(-40℃) of RALO gas is about 13%higher than that of binary gas;when using these two kinds of gas for MAG welding respectively,the microstructure characteristics of welded joints have little difference,namely same type of microstructure,similar appearance characteristic and close grain size.Moreover,both the plasticity of welded joints is good and the static tensile test specimens all fracture in the base metal far away from the welds.
steel Q345E;RALO gas;MAG welded joint;microstructure;mechanical properties
TG457.11
A
1001-2303(2017)05-0104-05
10.7512/j.issn.1001-2303.2017.05.22
2017-01-19
刘 静(1978—),女,高级工程师,硕士,主要从事机车焊接工艺的研究工作。E-mail:evachch@163.com。
本文参考文献引用格式:刘静,隋国欣,王明山,等.机车车体Q345E钢Ar+CO2+O2三元混合保护气体MAG焊接头的组织与性能[J].电焊机,2017,47(05):104-108.
