T2纯铜线性摩擦焊接研究
2017-06-05唐龙飞马铁军李文亚
唐龙飞,马铁军,李文亚,张 勇,王 刚
(1.西北工业大学凝固技术国家重点实验室,陕西西安710072;2.陕西省摩擦焊接工程技术重点实验室,陕西西安710072)
T2纯铜线性摩擦焊接研究
唐龙飞1,2,马铁军1,2,李文亚1,2,张 勇1,2,王 刚1,2
(1.西北工业大学凝固技术国家重点实验室,陕西西安710072;2.陕西省摩擦焊接工程技术重点实验室,陕西西安710072)
采用不同摩擦压力进行T2纯铜线性摩擦焊接工艺试验。接头组织性能测试发现,焊缝为经历了再结晶的细小晶粒,局部存在漩涡状流线、未焊合孔洞及夹杂缺陷,热力影响区仅发生回复,与母材组织接近,焊缝及热力影响区整体较宽;当摩擦压力提高到50 MPa及70 MPa时,抗拉强度接近母材平均值。分析表明,T2纯铜塑性好、导热快,焊接过程接头易形成较宽的软化区,使界面金属塑性流动变差,导致缺陷产生,应考虑提高热输入速度予以改善。
T2纯铜;线性摩擦焊;热输入速度
0 前言
铜及铜合金以其优良的导电性、导热性、耐腐蚀性及耐磨性等广泛应用于工业领域中。特别是在电力、电子、能源及交通等领域,铜及铜复合构件的焊接除要求接头达到一定强度,还希望焊合面对导电性的影响越小越好[1]。采用固相焊接,如扩散焊、摩擦焊等[2-3]进行铜构件的连接,可有效避免熔化焊[4]在焊缝中极易出现的气孔、夹杂及裂纹等缺陷,且焊接过程中不添加任何焊材,成为解决焊合面导电性难题的首选。
线性摩擦焊作为一种新型固相焊接方法,以其诸多技术优势成为航空发动机整体叶盘焊接制造与修复的关键技术[5],由于可实现非轴对称复杂截面构件的固相连接,关桥院士美誉其为“块体组焊固相增材制造技术”[6],必将在工业领域及其他重要构件的制造中具有广阔的应用前景。
本研究针对T2纯铜进行线性摩擦焊及相关初步试验,探索铜构件的新型焊接方法。
1 试验材料及方法
试验选用的T2纯铜母材微观组织如图1所示,主要为较大尺寸的等轴晶粒,并可见数量较多的典型孪晶(箭头所示)。焊接试样及焊接过程示意见图2,试样尺寸12 mm(宽)×22 mm(高)×50 mm(长),焊接面12 mm×22 mm。
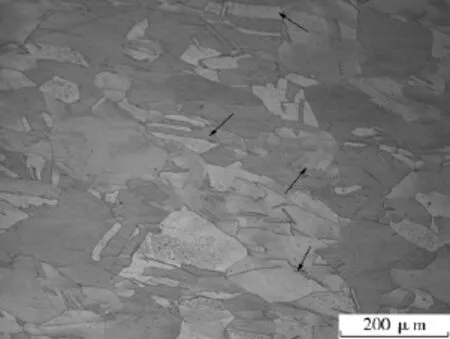
图1 T2纯铜母材组织
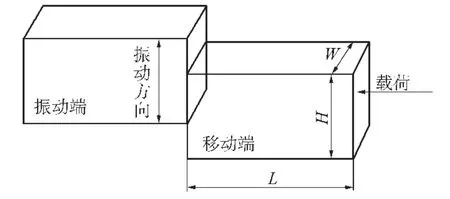
图2 焊接试样及焊接过程示意
焊接试验采用西北工业大学自制的XMH-160型线性摩擦焊机,焊接参数如表1所示。

表1 线性摩擦焊试验工艺参数
将焊后试样按图3所示,采用电火花线切割金相试样及拉伸试样。沿垂直于焊接界面、平行于振动方向的平面将接头切成不同厚度的两部分。在其中一部分上,垂直于焊缝向两侧各15 mm切取1块金相试样,另一部分用作切割拉伸试样。加工时保证金相试样和拉伸试样的中心线位于焊缝处。
金相试样同时用于显微组织观察和显微硬度测试。打磨、抛光后用酒精清洗金相样表面,采用FeCl325 g+HCl 25 ml+H2O 100 ml腐蚀液进行腐蚀。采用OLYMPUS PMG3型光学显微镜进行接头组织观察。采用Struers Duramin-A300型显微硬度试验机测试接头显微硬度,沿垂直于焊缝方向每隔100 mm进行测量,载荷200 g,保压时间15 s。

图3 试样加工示
依据GB/T228.1-2002加工接头拉伸试样,拉伸试验在SHIMADZUAG-X岛津电子万能试验机上完成,拉伸速率1 mm/min。之后采用TESCAN MIRA3 XMU扫描电子显微镜观察拉伸断口。
2 试验结果和分析
2.1 接头组织特征
由于不同焊接参数下接头的组织特征基本相似,因此仅给出摩擦压力为50 MPa下的接头剖面典型位置金相照片,如图4所示。
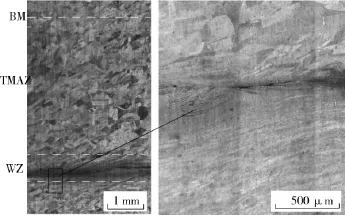
图4 接头剖面金相照片
由图4可知,接头组织大致可分为焊缝区(WZ)、热力影响区(TMAZ)及母材(BM)三个区域。图中约1 mm宽度的深色区域为WZ,从局部放大照片中可看到该区域为经历了再结晶的等轴细小晶粒,接头原始界面未完全消失;焊缝上下宽约5 mm的区域为TMAZ,其组织与母材接近,部分晶粒可见明显变形特征,尤其是近缝区晶粒沿着摩擦方向被显著拉长。放大照片中,TMAZ与WZ无明显界线。
另外,从焊缝局部放大图(见图5)中还可看出,焊缝部分区域存在明显的漩涡状流线(A区域)、未焊合孔洞(B区域)及夹杂(C区域)缺陷。
比较可知,T2纯铜接头组织与钢、高温合金及钛合金等[7-9]线性摩擦焊接头组织具有很大的差异。以TC4钛合金为例[9],其焊缝为一条腐蚀抗力很高的白色亮线,宽度约为100~200 μm,由于形成极其细小等轴晶粒,其与TMAZ具有明显的界线;热力影响区仅发生少量再结晶,主要为原始晶粒变形特征,宽度也较窄。另外,接头焊合面很难见到孔洞及夹杂缺陷。
T2纯铜形成与TC4钛合金等线性摩擦焊接头明显差异的原因主要为:
钛合金热导率低,焊接过程中焊缝与周围金属形成很高的温度梯度,当焊接界面很小的范围被摩擦加热软化时,附近区域仍具有很高的强度,促使界面软化金属塑性流动,并被挤出界面形成飞边,同时带走大部分热量。整个焊接过程界面塑性金属的形成和挤出呈典型的周期性特征,使得WZ和TMAZ十分狭窄;WZ形成一定的热平衡,热力耦合作用使该区域发生充分动态再结晶形成超细晶组织,而TMAZ温度较低,仅在摩擦和剪切力的作用下表现出原始母材的变形特征,并与焊缝形成明显界线。上述界面塑性金属的周期性变化过程同时是一个“氧化物自清理”过程[10],因此很难见到界面缺陷。
T2纯铜热导率很高,且在低温下就具有良好的塑性,短暂的线性摩擦过程即可使焊接界面附近较宽的区域被迅速加热并发生明显软化,因此接头TMAZ很宽。它对界面附近热塑金属的挤压与剪切作用下降,不利于界面金属塑性流动形成飞边,焊接过程的大部分热量保留在接头较大宽度范围内的软化区,该区域组织形态与母材非常接近,因此TMAZ很可能仅发生了一定程度的动态回复,而T2纯铜层错能较低,WZ则在热力耦合作用下发生较大程度的再结晶,由于温度梯度较小且均为等轴晶,因此WZ与TMAZ并无明显界线。
T2纯铜在50 MPa和70 MPa摩擦压力下焊接时,其值与钛合金及钢等材料的焊接参数相当,但存在明显未焊合孔洞及夹杂缺陷,原因如下:
如式(1)所示[9],焊接热输入与摩擦压力、振动频率、振幅呈正比例线性关系

式中 PI为焊接热输入;μ为平均摩擦因数;f为振动频率;α为振幅;P为摩擦压力。
由式(1)可知,增加摩擦压力、振动频率、振幅均可以提高焊接热输入。从接头特征可看出,50 MPa和70 MPa摩擦压力两组参数都满足T2纯铜焊接过程的热量要求,但由于其导热很快,接头形成很大范围的软化区,不利于界面金属的塑性流动而呈漩涡状流线,难以获得像钛合金等材料在线性摩擦焊过程伴随的氧化物自清理过程,从而在焊接界面易形成未焊合孔洞和夹杂缺陷。
因此,对于热导率较高的铜等材料的线性摩擦焊接,不仅要考虑焊接热输入的大小,还应考虑热输入的速度。比如,通过选用较高的振动频率,既保证一定的热输入要求又可提高热输入速度,使焊接过程在界面与周围金属形成一定的温度梯度,促进界面金属的塑性流动,从而降低甚至消除缺陷的产生。
2.2 接头显微硬度
对上述接头进行显微硬度测试,结果如图6所示。可以看出,焊缝处的硬度值远高于TMAZ和BM,主要原因是发生了动态再结晶,晶粒明显细化,且在较高的剪切力和压力作用下,晶粒内部具有很高的位错密度。这种组织与静态再结晶组织相比有较高的强度和硬度。TMAZ的硬度值则与BM相近,部分区域硬度值低于BM,这是由于T2纯铜的线性摩擦焊过程未出现类似于钛合金焊接中明显的周期性过程,飞边形成很少,热量积累在焊缝周围形成软化的TMAZ。
2.3 接头拉伸性能
对每组参数下焊接的接头分别制作3个拉伸试样(排除肉眼缺陷制样)进行试验。由于每组中3个试验结果非常接近,因此,从各组中分别选取1个试验结果绘制T2纯铜不同摩擦压力下接头的拉伸应力-应变曲线,如图7所示。摩擦压力为35 MPa时,抗拉强度仅为85 MPa,且在较小的应变下就发生断裂,原因是焊接热输入偏低,整个焊缝仅为弱连接;采用较大摩擦压力(50 MPa、70 MPa)焊接时,接头拉伸试样抗拉强度接近母材平均值(215 MPa)。说明当选用较高的摩擦压力焊接时,一定程度上满足了T2纯铜的线性摩擦焊热输入要求。
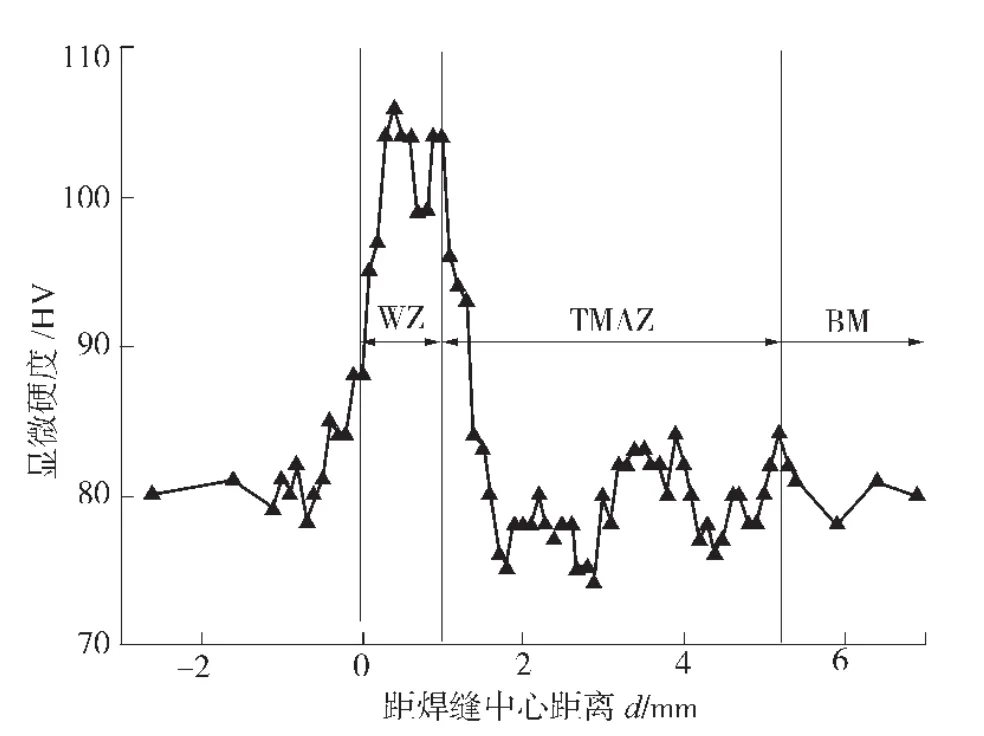
图6 焊接接头显微硬度
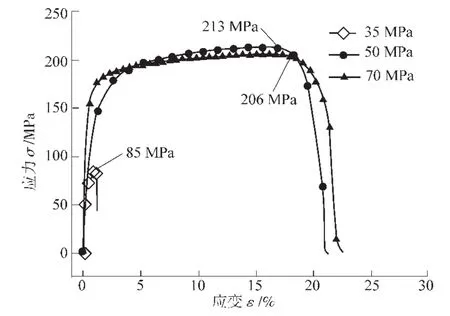
图7 不同焊接压力下焊接接头拉伸性能
另外,由图7可知,50 MPa时试样的抗拉强度大于70 MPa时的抗拉强度,说明对于焊接塑性好、热导快的铜等有色金属时,当摩擦压力增加到一定程度,单一提高摩擦压力不能明显改善接头力学性能甚至可能导致其下降,这时可通过提高振动频率等措施在保证热输入大小的同时加快热输入速度,使接头软化区宽度大幅下降,促进焊缝金属塑性流动,消除缺陷,从而获得高质量接头。
拉伸后试样外观形貌如图8所示。在摩擦压力为35 MPa时,断裂发生在焊缝处,断口整齐、无明显颈缩,表明该参数下的接头质量较差;当摩擦压力为50 MPa和70 MPa时,断口远离焊缝,基于上述分析可知,在焊缝两侧具有很宽的软化区,由于铜导热非常快,很可能在TMAZ之外还有力学性能较低的纯软化区——热影响区(HAZ)。

图8 拉伸后试样外观形貌
2.4 接头拉伸断口形貌
为研究接头拉伸试样的断裂机理,对断裂发生在焊缝位置的35 MPa焊接试样进行断口分析,断口形貌如图9所示。

图9 拉伸断口典型区域
从断口中两个典型区域可以发现,裂纹区存在大小不一深浅各异的凹坑,且有明显的裂纹,裂纹极易从此处扩展;准解理区存在少量
Page 15
Study on linear friction welding of pure copper T2
TANG Longfei1,2,MA Tiejun1,2,LI Wenya1,2,ZHANG Yong1,2,WANG Gang1,2
(1.State Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi’an 710072,China;
2.Key Laboratory of Friction Welding Engineering Technology of Shaanxi Province,Xi’an 710072,China)
Linear friction welding(LFW)of pure copper T2 was carried out under different friction pressures,and the microstructure and properties of the joints were investigated.The weld zone(WZ)consists of fine grains from recrystallization,and local defects such as swirling flow,non-welded hole and particle inclusions.The microstructure of thermo-mechanically affected zone(TMAZ)is similar to the base metal just experiencing recovery.In addition,the WZ and TMAZ cover a much wider range.The tensile strength of the joints under friction pressures of 50 MPa and 70 MPa are approximately comparable to that of the base metal.The analysis shows that the joint is inclined to form a wide softening zone due to the good plasticity and high thermal conductivity of pure copper during LFW,leading to a poor plastic metal flow and following by defects on the friction interface.A suggestion that heat input rate should be increased during LFW of T2 is given.
pure copper T2;linear friction welding;heat input rate
TG457.13
A
1001-2303(2017)05-0008-05
10.7512/j.issn.1001-2303.2017.05.02
2017-03-02
国家自然科学基金(51675435);凝固技术国家重点实验室自主课题(122-QZ-2015)
唐龙飞(1993—),男,陕西宝鸡人,在读硕士,主要从线性摩擦焊相关研究工作。E-mail:1458605420@qq. com。
本文参考文献引用格式:唐龙飞,马铁军,李文亚,等.T2纯铜线性摩擦焊接研究[J].电焊机,2017,47(05):8-11,15.
