不同焊丝对A7N01铝合金焊接接头力学性能的影响
2017-06-05段浩伟田爱琴马传平付正鸿
段浩伟,田爱琴,马传平,付正鸿
(1.中车青岛四方机车车辆股份有限公司,山东青岛266111;2.西南交通大学材料科学与工程学院,四川成都610031)
不同焊丝对A7N01铝合金焊接接头力学性能的影响
段浩伟1,田爱琴1,马传平2,付正鸿2
(1.中车青岛四方机车车辆股份有限公司,山东青岛266111;2.西南交通大学材料科学与工程学院,四川成都610031)
采用ER5356、ER5183和ER5087焊丝对A7N01S-T5铝合金进行MIG焊接,分析接头力学性能。试验结果表明,三种焊丝的接头焊接残余应力大小基本相当;采用ER5183焊丝焊接的接头抗拉强度和断后伸长率最高,且弯曲性能良好,原因是接头内气孔量较少;采用ER5356焊丝焊接的接头焊缝和热影响区的冲击功最高,ER5087焊丝接头焊缝和热影响区冲击功则低得多。综合来看,ER5183焊丝与A7N01S-T5铝合金的匹配性更好。
焊丝;A7N01S-T5;MIG焊;气孔
0 前言
A7N01铝合金属Al-Zn-Mg系铝合金,因其良好的力学性能和焊接成型性能被广泛用于高速列车底架、枕梁和端墙梁柱的制造[1]。目前高速列车用A7N01铝合金材料大多采用MIG焊接成形,使用的焊丝牌号主要有ER5356、ER5183和ER5087等,焊丝成分之间存在一定差异[2]。
目前已有较多文献研究焊丝成分对铝合金焊接接头组织及力学性能的影响。易杰等人[3]研究指出,采用ER5356焊丝双脉冲MIG焊接的6061-T6铝合金接头性能和组织均优于ER4043焊丝,原因是ER5356焊丝中Mg的加入。刘文辉等人[4]指出,ER2319比ER5356对2519A和7A52异种铝合金接头具有更好的匹配性,主要原因是Ti和Zr的加入形成了Al3Ti和Al3Zr,促进熔池凝固过程中的非均匀形核。赵志浩等人[5]具体分析ER5356焊丝中Sc、Zr、Er对7A52铝合金焊接性能的影响。还有一些学者认为不同焊丝接头性能差别的原因是焊丝中微量元素对焊缝冶金过程的改变[6-8]。而关于A7N01铝合金焊接使用较多的ER5356、ER5183和ER5087等焊丝的MIG焊接接头组织与性能之间的差别,目前鲜有报道。
本研究针对A7N01S-T5铝合金,比较ER5356、 ER5183和ER5087三种焊丝的MIG焊对接接头力学性能之间的差别。
1 材料及试验
焊接试验母材为由高温成型过程冷却,然后进行人工时效的A7N01S-T5铝合金,焊丝材料为大西洋的φ1.6 mm ER5356焊丝、φ1.6 mm ER5183焊丝和φ1.2 mm 5087焊丝。母材及焊丝的主要化学成分如表1所示。

表1 母材及焊丝主要化学成分Table 1 Main chemical composition of base metal and welding wire %
焊接试板尺寸均为400 mm×150 mm×10 mm,使用KEMPPI KempArc-450脉冲MIG焊机进行焊接。接头采用V型坡口,单边坡口角度35°,钝边1 mm,焊接间隙1.2 mm。焊接前先打磨干净焊接坡口及附近区域,去除表层油渍和氧化膜。采用双脉冲MIG焊进行平焊对接,ER5356焊丝和ER5183焊丝共焊两道,一道打底,一道盖面;而ER5087焊丝焊三道,一道打底,一道填充,一道盖面。保护气体使用99.999%高纯氩,气体流量30 L/min。具体焊接参数如表2所示。焊接过程中,控制焊接参数,保证三种焊丝焊接过程中总热输入基本相同,减小三种焊丝因直径差别对试验结果产生的干扰。

表2 焊接参数Table 2 Welding parameters
试板焊接完成后,对焊缝进行X射线无损探伤。对探伤合格的试板首先进行超声波法残余应力测定。按照GB/T 228-2010《金属材料室温拉伸试验方法》切取矩形拉伸试样,试样标距100 mm,拉伸速率5 mm/s。按照GB/T 2635-2008《焊接接头弯曲试验方法》切取弯曲试样,试样均以焊缝为中心,试样尺寸240 mm×20 mm×10 mm,压头直径选择为弯曲试样厚度的4倍,跨距略大于6倍弯曲试样厚度。按照GB/T 229-2007《金属材料夏比摆锤冲击试验方法》切取V形缺口冲击试样,开口位置分别在焊缝、热影响区和母材。
2 试验结果
2.1 金相组织
利用倒置显微镜 Axio Observer A1m观察ER5356、ER5183和ER5087的焊接接头焊缝、热影响区、熔合线的金相组织,分析不同焊接材料对焊接接头组织的影响。室温下采用混合酸(体积比H2O∶HCl∶HNO3∶HF=95∶1.5∶2.5∶1)腐蚀金相试样。不同焊接接头各区域金相组织如图1所示,由于所用母材为同一批材料,所以母材组织不做比较。图1a、1b、1c为三种接头的焊缝微观组织,焊缝组织属于典型的铸造组织,晶粒较粗大,焊缝中心处的组织为铸态的等轴晶,而靠近熔合线附近枝晶则较为发达,呈柱状排列[9]。图1d、1e、1f为熔合线附近区域,是焊缝和热影响区的明显区分线,在靠近熔合线的半熔化区分布着大量连续或不连续的网状共晶体,晶内有细小的弥散相。在熔合线处,母材的晶粒会发生部分熔化,形成固态表面。在熔合区中,第二强化相粒子容易沿晶粒间界呈团聚状析出,并且分布不均,产生部分偏析,这是导致熔合区性能较差的主要原因。图1g、1h、1i为热影响区,热影响区保留了母材的部分特征,由于焊接时受到热循环作用,晶粒会比母材的粗大,由于偏析等原因,热影响区中未溶解的强化相有聚集长大的倾向[10]。
2.2 残余应力测试结果
利用超声波法对试板中部沿垂直焊缝方向进行残余应力测定,测试结果如图2所示。

图1 不同焊接材料的焊接接头金相组织Fig.1 Microstructure of welded joints of different welding materials
对比分析可知,沿垂直焊缝长度方向的纵向残余应力和横向残余应力相差不大,ER5356、ER5183和ER5087的焊接接头的纵向最大残余拉应力分别为140 MPa、165 MPa、142 MPa,最小残余压应力分别是-70 MPa、-71 MPa、-78 MPa;横向最大残余拉应力值分别为158 MPa、157 MPa、142 MPa,靠近边缘处的值接近0。三种焊丝的焊接接头的残余应力在规律和大小上保持了高度的一致性。另外,可以看出在图2中左侧的残余应力峰值均低于右侧。
2.3 拉伸试验结果
每种焊丝接头切取3个平行试样,以3个平行试样拉伸试验结果平均值作为试验结果。拉伸试验中,所有接头的断裂位置均处于焊缝,说明焊缝仍然是接头中力学性能薄弱部位。三种焊丝焊接接头和母材的抗拉强度平均值如图3所示。母材的抗拉强度达到393 MPa,强度较高;焊接接头的抗拉强度相对较低,ER5183焊丝焊接接头抗拉强度平均值高于另外两种焊丝所得接头的,达到286.7 MPa,ER5356焊丝所得接头强度平均值则略低于ER5183焊丝所得接头,为275.2 MPa,ER5087焊丝所得接头抗拉强度平均值最低,仅为265.5 MPa。

图2 残余应力测试结果Fig.2 Result of residual stress test

图3 抗拉强度均值比较Fig.3 Compare of tensile stress
断后伸长率的变化规律与抗拉强度基本相同,如图4所示。三种焊丝所得接头中,ER5183断后伸长率最高,达到6.54%;其次为ER5356,达6.04%;ER5087最低,仅为5%。
接头系数表征焊接接头强度被削弱的程度,指接头强度与母材强度之比值。ER5183焊丝所得接头的接头系数最高,达到0.73,ER5356和ER5087焊丝所得接头接头系数分别为0.70和0.68。
拉伸试验后,三种接头的断口在扫描电镜下的形貌如图5所示。ER5356和ER5087焊丝所得接头断面上气孔(图中圆圈中为气孔)较多,ER5087焊丝所得接头气孔相对较多且尺寸较大,而ER5183焊丝所得接头断面上气孔则非常少。

图4 断后延伸率比较Fig.4 Elongation after fracture
2.4 弯曲试验结果
弯曲成型过程中,外侧壁减薄、破裂是型材达到成型极限的表现,可以作为塑性不好的型材弯曲变形能力的判据[11]。每种焊丝所得接头选取3个平行试样。经过弯曲试验,ER5356和ER5087焊丝所得接头在弯曲过程中均发生了断裂,而ER5183焊丝所得接头在弯曲过程中未发生断裂,说明ER5183焊丝所得接头具有较好的塑性和抗裂纹能力。ER5356和ER5087焊丝所得接头与拉伸试验断口一样,断口表面有较多的气孔,ER5356焊丝所得接头气孔尺寸相对较大,而ER5087焊丝所得接头断口上气孔分布较多且尺寸较大。

图5 拉伸试验断口SEM形貌Fig.5 SEM morphology of tensile fracture
2.5 冲击试验结果
三种焊丝所得接头的焊缝区域和热影响区域的冲击试验结果如图6所示,每种焊丝接头取3个平行试样。由图6可知,三种焊丝所得接头热影响区均具有相对母材和焊缝更高的冲击功,这是因为该区域在焊接过程中发生淬火和过时效等现象,使该区域具有良好的塑性;焊缝冲击功最低,与该区域存在较多的焊接冶金缺陷和组织状态有关。
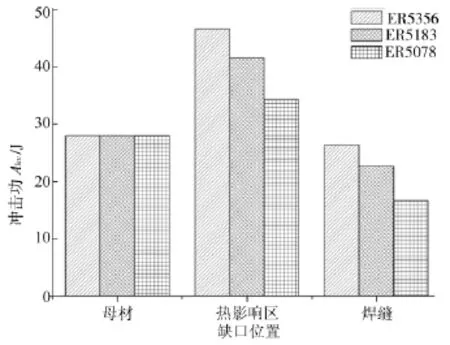
图6 冲击试验结果Fig.6 Result of impact test in deffirent area
具体来看,ER5356焊丝所得接头的焊缝和热影响区具有最高的冲击功,分别为23.67J和46.67 J;ER5183焊丝所得接头焊缝和热影响区冲击功值略低,分别为22.67 J和41.67 J;ER5087焊丝所得接头焊缝和热影响区冲击功值最低,分别为16.67 J和34.33 J,与前两种焊丝接头相比,焊缝和热影响区冲击功值降低较为明显。
3 分析讨论
焊接残余应力的大小主要受到焊接过程中热输入、夹具约束以及焊缝填充材料凝固过程的影响。试验所选三种焊丝均属于Al-Mg系焊丝,其化学成分差别不大。在焊接过程中,虽然三种焊丝直径上有一定差别,但通过控制焊接参数使其热输入量基本相同,夹具约束条件也基本一致,因而在残余应力上并未表现出明显差别。对于不同系焊丝是否会导致不同的结果还需进一步的试验探讨。图2中左侧的残余应力峰值均低于右侧,可能是由于试板左右两边刚性拘束的差异造成的。焊接时发现,从起弧往收弧处看去,试板左侧固定较好,而右侧则发生变形翘起了一定的角度,右侧试板正好对应图中的左侧测量点。
在拉伸断口和弯曲断口上,ER5356焊丝接头断面上可以观察到一些尺寸较大的气孔,ER5183焊丝接头上气孔量较少,ER5087焊丝接头上的气孔数量较前两者多且尺寸较大。由于三种焊丝的镁含量较高,镁对氧的亲和力较大,在焊接过程中,镁容易与水反应生产疏松的氧化物而置换出水中的氢,导致气孔倾向增加。由表1可知,ER5356焊丝的名义镁含量最高,所以在同等条件下气孔倾向更大,焊后气孔数量较多;但又由于ER5087焊丝直径为1.2 mm,当焊接较厚铝板时,选用较细的焊丝气孔的倾向增加,所以ER5087获得的接头气孔比其他两种细焊丝多[12]。当接头中存在气孔时,在外部载荷作用下,数量较多的气孔可以连接成为气孔群缺陷,并演化为微裂纹,严重降低接头强度。这导致在拉伸试验和弯曲试验结果中,ER5183焊丝接头具有最好的抗拉强度、断后伸长率和抗弯性能,ER5356焊丝接头次之,ER5087焊丝接头最差。
4 结论
(1)ER5183、ER5356、ER5087三种焊丝所焊接头焊接残余应力的分布趋势一致,峰值相近,差异不大。
(2)采用ER5183焊丝能获得最好的强度和塑性,ER5356次之,ER5087最差;冲击韧性则是ER5356最好,ER5183次之,ER5087最差。
(3)在扫描电镜下,ER5087焊丝接头断口上的气孔数量较多且尺寸较大;ER5356焊丝接头断口上气孔数量相对较少,但气孔直径相对较大;ER5183焊丝接头断口上则只有少量的气孔。
[1]王元良,陈辉.高速列车铝合金车体的焊接技术[M].成都:西南交通大学出版社,2012:12-25.
[2] 王元良,陈辉.高速列车铝合金焊接的发展趋势[J].电焊机,2010,40(10):9-16.
[3]易杰,李落星,刘开勇,等.焊丝成分对6061-T6铝合金双脉冲MIG焊缝组织与性能的影响[J].兵器材料科学与工程,2015,38(3):26-30.
[4]刘文辉,黄浩,周凡,等.焊丝成分对异种装甲铝合金焊接接头组织与性能的影响[J].热加工工艺,2013,42(13):151-153.
[5]赵志浩,徐振,王高.ER5356焊丝中Sc、Zr、Er对7A52铝合金焊接性能的影响[J].材料研究学报,2013,27(3):287-291.
[6]韩丽娟,李小欣,李继承.焊丝对2A12铝合金焊接接头组织和力学性能的影响[J].机械工程材料,2015,29(3):32-35.
[7]李慧中,郭菲菲,梁宵鹏,等.焊丝成分对2519铝合金焊缝组织与性能的影响[J].焊接学报,2008,29(4):77-81.
[8]于万海,冯丙寅,曹景升.焊丝成分和焊后热处理对汽车用新型铝合金焊接接头的影响[J].电焊机,2015,45(6):150-153.
[9]陈广信.A7N01S-T5铝合金MIG焊接头力学性能与应力腐蚀行为的研究[D].山东:青岛科技大学,2015.
[10]李晓娜.7N01铝合金典型位置MIG焊工艺适应性研究[J].焊接技术,2015,44(7):39-41.
[11]陈灿龙.高速列车用6N01铝合金弯曲行为研究[D].江苏:南京理工大学,2015.
[12]周灿丰.焊接冶金学[M].北京:机械工业出版社,1995.
Effect of different welding wire on the mechanical properties of A7N01 aluminum alloy welded joint
DUAN Haowei1,TIAN Aiqin1,MA Chuanping2,FU Zhenghong2
(1.CRRC Qingdao Sifang Co.,Ltd.,Qingdao 266111,China;2.College of Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
A7N01-T5 aluminum alloy was welded by ER5356,ER5183 and ER5087 wire,and the mechanical properties were analyzed. The results show that the residual stress of these three joints are similar;the ER5183 wire joint has the highest tensile stress and elongation after fracture and the best bending property which are resulted by the low number of welding blowholes in the joints;ER5356 wire joint has the highest impact energy in its weld seam and heat affected zone while the value of ER5087 wire joint is much lower. Taken together,ER5183 wire has a better matching with A7N01-T5 aluminum alloy.
welding wire;A7N01S-T5;MIG welding;welding blowhole
TG407
A
1001-2303(2017)05-0016-06
10.7512/j.issn.1001-2303.2017.05.04
2017-01-16
段浩伟(1978—),男,工程师,学士,主要从事高速列车车体结构的开发工作。E-mail:sf-duanhaowei@ cqsf.com。
本文参考文献引用格式:段浩伟,田爱琴,马传平,等.不同焊丝对A7N01铝合金焊接接头力学性能的影响[J].电焊机,2017,47(05):16-21.
