厚板常用弧焊工艺的技术和经济特性比较
2017-06-05张富巨郭嘉琳张国栋
张富巨,郭嘉琳,张国栋
(1.武汉大学,湖北武汉430072;2.武汉纳瑞格智能设备有限公司,湖北武汉430223)
厚板常用弧焊工艺的技术和经济特性比较
张富巨1,2,郭嘉琳1,张国栋1
(1.武汉大学,湖北武汉430072;2.武汉纳瑞格智能设备有限公司,湖北武汉430223)
对厚板结构常用的焊条电弧焊、埋弧焊与窄间隙埋弧焊、传统气体保护焊、窄间隙气体保护焊工艺方法,进行焊接坡口填充面积、焊接生产率、焊接热输入量、焊态焊接接头组织和性能、焊接残余应力和综合焊接生产成本方面的分析和比较。上述工艺方法中,窄间隙气体保护焊具有更高的焊接生产率,焊态接头的承载能力更高,焊接残余应力更低,焊接生产成本大幅度降低40%~80%。
焊条电弧焊;埋弧焊;窄间隙埋弧焊;气体保护焊;窄间隙气体保护焊
0 前言
弧焊方法是现代装备制造领域最广泛使用的结构连接方法,全球金属结构焊接工程总量的90%以上都是用弧焊工艺方法来完成的。随着现代工业装备、工程结构等金属结构向高容量、高参数的快速发展,各种金属结构大型化、重型化、高强化、厚板化的应用越来越广泛。厚板结构的广泛应用,一方面需要更复杂苛刻的焊接工艺技术来保证焊接质量,另一方面工程焊接量呈几何级数增大,导致制造企业的产品制造周期更长,制造成本更高,生产量目标和经济效益间的矛盾日益加剧,解决这一难题的根本出路在于开发和应用更高效率的焊接生产技术。早期的技术途径大多偏重于高熔敷率技术的开发,如多丝埋弧焊、冷丝埋弧焊、双丝共熔池MAG焊、T.I.M.E高速焊等。这些技术虽然提高了单位时间的熔敷速度,但很大的熔池体积、很大的热输入、焊接空间位置局限于平焊、焊态接头的塑韧性不尽理想,焊接应力和变形都较大。采用传统的大面积焊接坡口使得随着板厚的增加,焊接工程量成几何级数增加,焊接生产成本也成几何级数增加,这些显著局限性迫使人们在关注厚板的高焊接生产率的同时,还必须关注焊态接头的力学性能和焊接生产成本。
解决厚板高效率高质量同时低生产成本最有效且最广泛的策略是应用窄间隙弧焊技术。窄间隙弧焊技术的突出优势是焊接生产率更高、焊接接头力学性能更好、焊接残余应力和残余变形更小、焊接生产成本革命性的降低。“窄间隙焊接”概念自20世纪60年代初由美国Battele海军研究所首次提出至今,已有50多年的历史。窄间隙埋弧焊NG-SAW、窄间隙钨极氩弧焊NG-TIG、窄间隙熔化极气体保护焊NG-GMAW也分别在工业生产中应用了30余年了,然而上述窄间隙弧焊方法的应用广泛性还远远不及传统埋弧焊和传统MAG/MIG焊等传统高效率弧焊方法,究其原因,除上述窄间隙弧焊设备的一次性购置成本较高外,很重要的原因是窄间隙弧焊技术与其他传统高效率弧焊技术的技术和经济特性缺乏系统的研究和比较,未能对生产应用给予有价值的指导和参考,本研究试图弥补这一研究的欠缺。
1 焊接坡口尺寸
普通埋弧焊SAW、窄间隙埋弧焊NG-SAW、窄间隙混合气体保护焊NG-MAG不同板厚下的焊接坡口填充面积比较如图1所示。NG-MAG焊与SAW比较,随板厚增加坡口面积减小的比例如图2所示。
由图1、图2可知,板厚25~100 mm范围内,窄间隙MAG焊的坡口面积总是比普通埋弧焊大幅度减少,减小比例为36%~51%;当板厚增至特厚板及以上范围时,减小比例将达到70%左右;特厚板范围以下窄间隙埋弧焊与普通埋弧焊相比并无优势,特厚板及以上板厚时有一定幅度的下降,这也是特厚板范围以下应用窄间隙埋弧焊并不广泛的重要原因。
2 焊接生产率
在保证焊接接头力学性能的前提条件下,更高的焊接生产率是装备制造企业永恒的追求。表1和图3分别给出了几种高效率弧焊工艺方法的焊接生产率比较。

图1 常用焊接方法坡口面积与板厚的关系

图2 普通埋弧焊与窄间隙MAG焊相比,焊接坡口面积减小比例与板厚的关系

表1 常用弧焊方法的焊接生产率m/h
由表1和图3可知,实验板厚范围内,窄间隙MAG焊的焊接生产率是焊条电弧焊的10倍以上;板厚50 mm及以下时,与埋弧焊相比,提高的幅度仅6%~7%,但到特厚板100 mm时提高生产率达39%,超过100 mm后提高的幅度将在40%以上。窄间隙MAG焊与传统MAG焊相比,板厚50 mm及以下,焊接生产率提高1倍以上,特厚板100 mm时提高3倍以上,特厚板300 mm时提高生产率在至少十几倍以上。

图3 常用弧焊方法的焊接生产率比较
3 焊接热输入
作用到单位焊件长度上的电弧热能不仅仅影响单位焊件长度上的电能消耗,且决定着熔池的过热程度和冷却速度,以及焊接热影响区的焊接热循环,最终直接决定着焊接接头的焊态金相组织、力学性能和残余焊接应力。常用弧焊方法的焊接热输入量范围如表2所示。

表2 常用弧焊方法的常用焊接热输入量
由表2可知,窄间隙MAG焊的常用热输入量在细丝射流或射滴过渡应用条件下比传统埋弧焊、窄间隙埋弧焊一般降低1~4倍;与埋弧焊比较,焊接热输入低得多的窄间隙MAG焊,其接头组织和性能更有利于具有更高的承载能力。
4 焊接接头力学性能
焊接接头的力学性能是最重要的焊接质量评价内容,尤其是焊态的焊接接头力学性能。若焊态的焊接接头力学性能直接满足焊接结构的承载要求,将省去繁琐的焊后热处理工序。通常焊态的焊接接头力学性能与焊接热输入量在一定条件下成反比关系,即焊接热输入越高,焊态的焊接接头力学性能越低。
H610U2和980两种低合金调质高强钢窄间隙MAG焊接头的焊态微区硬度分布如图4、图5所示,焊缝区的维氏硬度均高于母材区,980钢的HAZ有硬化。该结果说明焊态的焊缝区和HAZ的强度高于母材,这与其对应的拉伸试验(见图6、图7)完全吻合,即均断裂于远离焊缝区和HAZ的母材区。

图4 H610U2调质高强钢NG-MAG焊接头的微区硬度分布

图5 980调质高强钢NG-MAG焊接头的微区硬度分布

图6 图4的拉伸试验焊接接头

图7 图5的拉伸试验焊接接头
窄间隙MAG焊工艺其焊缝区的强度较容易高于母材,这与该工艺下较低的焊接热输入、极容易得到高比例强韧兼优的针状铁素体焊缝组织密切相关。如图8和图9所示,H610U2钢和BHW35热强钢的焊缝区组织,其中针状铁素体组织的比例在90%以上。
图8 H610U2调质高强钢NG-MAG焊缝区组织(100×)

图9 BHW35热强钢NG-MAG焊缝区组织(100×)
H610U2调质高强钢NG-MAG焊接接头各区焊态冲击功比较如图10所示,铸态焊缝组织和HAZ组织的冲击功分别达到了热处理态(调质)母材组织冲击功的约61%和82%,说明较低的热输入对调质高强钢焊接接头的焊态韧性影响很小。

图10 H610U2调质高强钢NG-MAG焊接接头各区却贝冲击功比较
5 焊接残余应力和变形
焊接接头的横向和纵向焊接残余应力均与焊接热输入量成正比关系。采用数值模拟方法对相同板厚(δ=32 mm)的H610U2调质高强钢进行模拟计算,图11和图12分别给出窄间隙MAG焊和传统埋弧焊两种焊接工艺条件下,其横向焊接残余应力与纵向焊接残余应力的分布对比。在板厚中心处的焊缝区及邻近区,窄间隙接头的横向残余应力与埋弧焊反向,为压应力,纵向应力的峰值降低了50%~80%。

图11 H610U2调质高强钢NG-MAG焊与埋弧焊接头的横向残余应力比较(δ=32 mm)
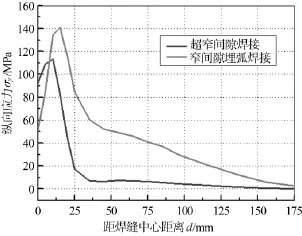
图12 H610U2调质高强钢NG-MAG焊与埋弧焊接头的纵向残余应力比较(δ=32 mm)
6 焊接生产成本
焊接生产成本直接决定着焊接产品的市场售价和企业的盈利水平,更低的生产成本意味着焊接产品将具有更大的竞争力和企业具有更高的经济效益。焊接生产直接成本包括耗材成本、耗能成本和作业人员工资成本。不同板厚下每米对接焊缝的焊接生产直接成本如表3所示。
由表3、图13和图14可知,传统弧焊方法工艺的综合焊接生产成本均大幅度高于窄间隙MAG/ MIG焊工艺。板厚50mm及以下时,高出比例为41%~68%;板厚100 mm时,高出60%~79%。即在25~100 mm范围内板厚时,采用窄间隙MAG/MIG工艺替代传统弧焊工艺,可以节约焊接生产成本41%~79%,板厚超过100 mm后,与传统埋弧焊比较,节约成本将在60%以上。
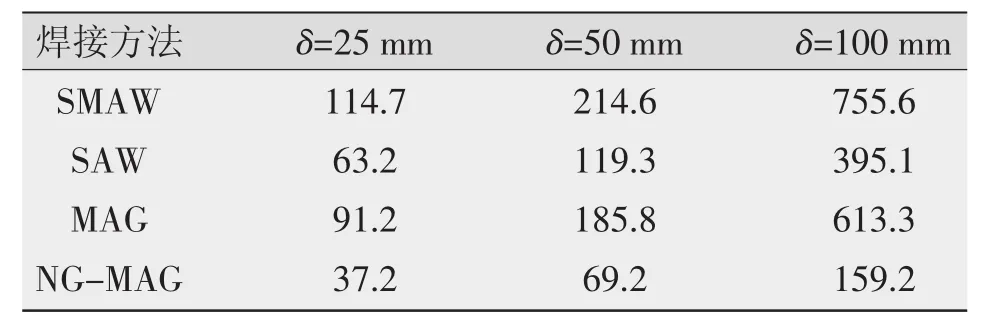
表3 不同板厚每米对接焊缝的焊接生产直接成本(元/m)

图13 常用弧焊方法每米焊缝焊接成本与板厚的关系

图14 窄间隙MAG/MIG焊与常用弧焊方法比较焊接成本下降与板厚的关系
7 结论
(1)窄间隙MAG/MIG焊接工艺技术与传统弧焊工艺技术相比,其最大的区别是相同板厚时,其焊接坡口的填充面积减少36%~70%;这一工艺参数的大幅度减少和采用较低的焊接热输入量,是窄间隙气体保护焊相对各种电弧焊工艺技术而言,具有诸多技术上和经济上优越性的本质原因。
(2)相对其他电弧焊工艺技术而言,窄间隙MAG/ MIG焊具有的主要技术优势是:焊缝区和HAZ的焊态金相组织更趋向于强韧兼优,焊态的力学性能更趋向于具有更高的承载能力;焊接残余应力和残余变形大幅度降低。
(3)相对传统埋弧焊工艺技术而言,窄间隙MAG/ MIG焊的焊接生产率在板厚50 mm以下时提高不足10%,板厚超过80 mm及以上时提高40%及以上;相对传统MAG/MIG工艺而言,窄间隙MAG/MIG焊的焊接生产率提高1~3倍及以上。
(4)相对其他各种弧焊工艺技术,窄间隙MAG/ MIG焊工艺技术在焊接生产成本方面具有显著的优势,节约成本的范围依据板厚不同一般在40%~80%;与埋弧焊工艺比较,厚板范围内节约40%左右,特厚板(δ>80 mm)以上节约60%左右。
[1] 胡承银,张富巨.窄间隙焊接的技术与经济特性分析[J].焊接技术,2001,30(2):47-48.
[2]张富巨,罗传红.窄间隙焊接技术中焊接方法特性的遗传[J].焊接技术,2002,31(4):8-10.
[3]张富巨,罗志强,张国栋,等.H610U2钢厚板超窄间隙熔化极气保焊接头质量分析[J].焊接技术,2005,34(6):29-30.
[4] 张富巨,卜旦霞,张国栋,等.980钢超窄间隙熔化极气体保护焊研究[J].电焊机,2006,36(5):51-54.
[5]【日】焊接学会方法委员会.窄间隙焊接[M].尹士科等合译.北京:机械工业出版社,1988.
[6] 黄石生.焊接科学基础[M].北京:机械工业出版社,2013.
[7]史耀武.新编焊接数据手册[M].北京:机械工业出版社,2014.
Comparison of technical and economic characteristics of common arc welding process for heavy plate
ZHANG Fuju1,2,GUO Jialin1,ZHANG Guodong1
(1.School of Power and Mechanical Engineering,Wuhan University,Wuhan 430072,China;2.Narrowgap Intelligent Equipment Co.,Ltd.,Wuhan 430223,China)
SMAW,SAW,NG-SAW,GMAW and NG-GMAW are applied often in structures with thick plates.In this article,we investigated and compared the filling area in groove,heat input,welding parameters,mechanical properties of weld,residual strain and production cost for those welding technologies.Finally,we came to a conclusion that NG-GMAW involves higher productivity,higher strength of welding joint,lower residual strain and over 40%~80%substantial reduction in cost.
SMAW;SAW;NG-SAW;GMAW;NG-GMAW
TG457
B
1001-2303(2017)05-0144-05
10.7512/j.issn.1001-2303.2017.05.31
2017-05-15
湖北省重大科技创新计划项目(2015AAA004)
张富巨(1951—),教授,博士生导师,主要从事高效率弧焊技术与设备的开发研究。E-mail:871215648 @qq.com。
本文参考文献引用格式:张富巨,郭嘉琳,张国栋.厚板常用弧焊工艺的技术和经济特性比较[J].电焊机,2017,47(05):144-148.
