基于PLC控制的回抽式无匙孔搅拌摩擦点焊系统
2017-06-05张忠科王希靖
张忠科,于 洋,王希靖,2
(1.兰州理工大学 材料科学与工程学院,甘肃 兰州 730050;2.兰州理工大学 甘肃有色金属新材料国家重点实验室,甘肃 兰州 730050)
基于PLC控制的回抽式无匙孔搅拌摩擦点焊系统
张忠科1,于 洋1,王希靖1,2
(1.兰州理工大学 材料科学与工程学院,甘肃 兰州 730050;2.兰州理工大学 甘肃有色金属新材料国家重点实验室,甘肃 兰州 730050)
回抽式无匙孔搅拌摩擦点焊系统根据其点焊工艺,采用软硬件相结合的方式进行系统设计。通过设计针肩分离式搅拌头解决机构问题,给出了搅拌头的设计形式,同时采用PLC、HMI、伺服电机和电流传感器等主要器件,介绍了电气原理、程序流程、PLC主要程序指令和HMI操作界面。通过PLC与伺服电机的闭环控制技术,以及PLC与MHI实时通讯技术实现了对该系统方便、可靠、精密的控制。目前,该系统已成功获得生产和科研应用,运行结果表明该系统运行稳定、可靠,效果良好。
FSSW;无匙孔;PLC;HMI;伺服系统
0 前言
搅拌摩擦焊(friction stir welding,FSW)是英国焊接研究所(TWI)于1991年发明的一种固相连接技术,主要运用于铝、镁、铜、钛等及其合金的有色金属连接中。FSW原理是使搅拌头相对工件旋转,通过轴肩对工件表面摩擦产热,同时搅拌针对工件内部进行搅动,使其达到热塑性状态,在焊缝处形成机械冶金结合,从而实现工件的稳定可靠连接。该技术相比传统的焊接方法具有接头质量高、焊接变形小、残余应力小、焊接过程绿色和无污染等优点,广泛用于航空航天、船舶和交通运输等领域[1-3]。
搅拌摩擦点焊(friction stir spot welding,FSSW)是基于FSW技术发展而来的一种以点接头为主要形式的焊接方法。随着FSSW设备和工艺的相继发展,逐渐形成了有匙孔搅拌摩擦点焊和无匙孔搅拌摩擦点焊。其中,有匙孔搅拌摩擦点焊包括传统搅拌摩擦点焊(conventional friction stir spot welding)和行走搅拌摩擦点焊(walking friction stir spot welding),无匙孔搅拌摩擦点焊包括回抽式搅拌摩擦点焊(back-pumping friction stir spot welding)和回填式搅拌摩擦点焊(back-filling friction stir spot welding)[4-6]。相比于有匙孔搅拌摩擦点焊,无匙孔搅拌摩擦点焊接头消除了焊件表面因搅拌针而存留下来的空洞缺陷,既美化外观,又增强接头力学性能。由于FSW易于实现自动化生产,所以搅拌摩擦点焊是取代铆接技术的发展趋势[7-8]。
针对回抽式无匙孔搅拌摩擦点焊工艺流程,本研究采用可编程控制器(PLC)、触摸屏(HMI)、变频器、伺服驱动和交流伺服电机等主要控制器件和精密执行元件,设计并实现了回抽式搅拌摩擦点焊系统控制,提高了无匙孔搅拌摩擦点焊的生产效率和精度,保证了生产过程的可靠性。
1 机构及工作原理
回抽式无匙孔搅拌摩擦点焊系统采用PLC作为主要控制器件,采用交流伺服电机和普通三相异步电机作为执行元件,控制机构在x和z方向同步运动,采用接近开关做系统原点定位。回抽式无匙孔搅拌摩擦点焊系统的关键机构是针肩分离式搅拌头,针肩分离式搅拌头示意如图1所示。该搅拌头通过搅拌针和轴肩的相对独立z向运动,来控制搅拌针的伸出和回抽,从而通过搅拌针的搅拌实现对试件内部的连接,同时通过搅拌针的回抽实现对针尾留置空洞的填补。
回抽式无匙孔搅拌摩擦点焊系统的工作原理如图2所示。首先搅拌针和轴肩保持相对静止并下降(见图2a),直到轴肩碰到工件表面并压入一定的下压量,停留一定时间进行搅拌摩擦点焊(见图2b),试件焊好后,搅拌针回抽至与轴肩平齐,同时搅拌头向前行走一定短距离(见图2c),直到搅拌针回抽完毕,搅拌针和轴肩一并上升到一定安全高度(见图2d),随后搅拌针伸出,轴肩复位(见图2e),搅拌头回归原点,焊接结束(见图2f)。

图1 针肩分离式搅拌头示意

图2 回抽式无匙孔搅拌摩擦点焊系统的工作原理
2 系统硬件设计
以PLC为控制核心的回抽式无匙孔搅拌摩擦点焊控制系统框图如图3所示,其中控制系统采用OMRON CP1H-XA40DT-D型号PLC,KRS系列AASD-30A型号的伺服驱动和交流伺服电机,E2000系列的矢量控制变频器和三相交流异步电机,威纶公司的TK6100i触摸屏和上位机与PLC之间实现通讯,以及霍尔交流变送器(输出0~5 V),按钮和接近开关。系统分别通过上位机的CX-Programming软件和EasyBuilder8000软件对PLC和HMI进行编程,从而实现PLC和HMI的系统控制和实时通讯。PLC接收电流传感器、接近开关和按钮的输入信号,实时控制伺服驱动和变频器,从而间接控制伺服电机和异步交流电机执行机构,其中通过大功率交流异步电机控制搅拌头的旋转,由变频器的输入频率调节电机转速,由伺服电机控制搅拌针的伸出和回抽动作以及x轴和z轴动作。同时,通过伺服电机的编码器和电流传感器实现焊接过程的闭环控制。

图3 控制系统框图
主控电路PLC与伺服驱动的接线原理如图4所示。系统采用“脉冲+方向”方式控制伺服电机,伺服驱动采用集电极开路输入接口方式,其中伺服驱动的PV端接DC 24 V电源,100.00为PLC的高速脉冲输出端口,向伺服驱动的PP-端口发送指定脉冲数,PD-端口由100.01输出口控制电机方向,通过101.00和101.01输出口向伺服驱动发送使能(SON)和复位(RES)信号。伺服编码器的A、B和Z相差分信号通过26LS32芯片转换后输送到PLC的0.06、0.07和0.01高速计数口中,通过闭环电路实现对脉冲的精准控制和原点定位,同时通过按钮和接近开关对PLC进行外部手动控制和辅助定位。电流传感器的模拟量信号通过PLC的内置A/D转换模块转换为数字量信号,进而实时监控旋转电机的电流,通过终止搅拌头下降防止因搅拌头下压量过大而导致的轴肩与工件表面的摩擦过热现象。

图4 主控电路PLC与伺服驱动的接线原理
3 系统软件设计
3.1 程序流程
回抽式无匙孔搅拌摩擦点焊系统控制程序流程如图5所示。系统采用手/自动两种方式控制焊接过程。在自动程序中,结合逻辑条件判断和并行控制方式执行程序指令。当启动自动按钮后,搅拌头和工作台回到原点等待焊接,此时搅拌头旋转,待达到焊接转速后,轴肩下降与工件表面摩擦产热。到达指定位置,轴肩停止下降,否则继续下降,若此时旋转电机工作电流超过设定值,则说明轴肩与工件表面摩擦产热已达到焊接要求,此时亦停止轴肩下降。待焊接完成后,搅拌针开始回抽,同时工作台缓慢前进。搅拌针回抽完毕后,搅拌头停止旋转并返回原点,搅拌针伸出,工作台移动输送焊接工件,点焊工作结束。
3.2 PLC程序设计
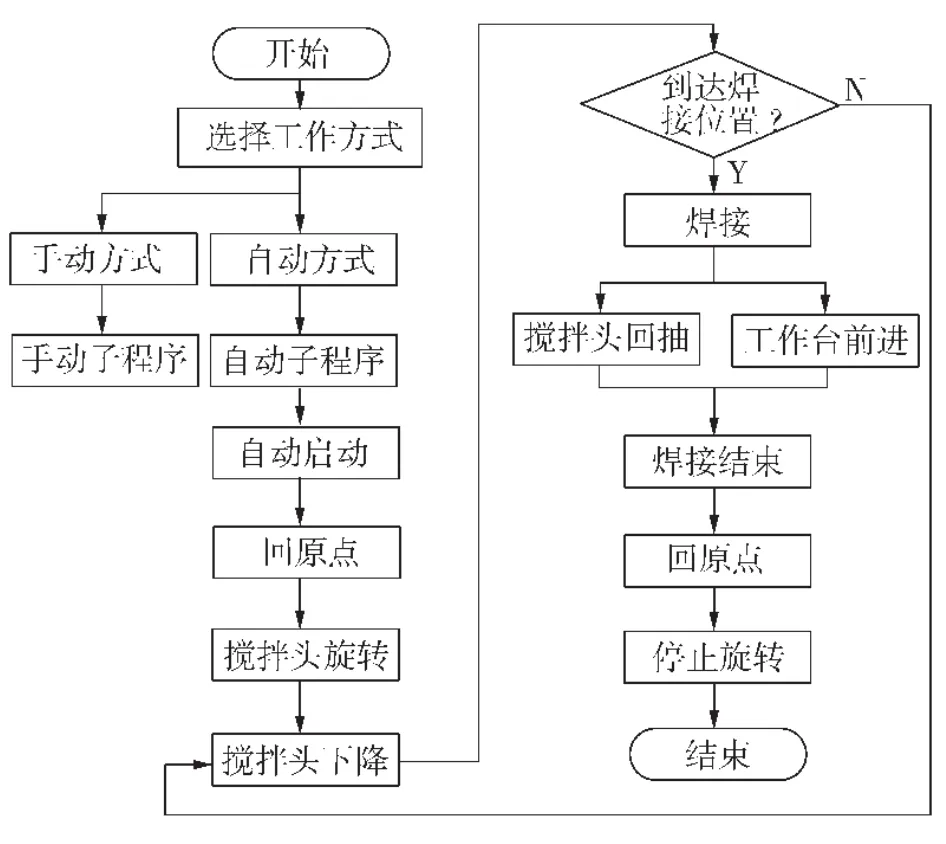
图5 程序流程
回抽式无匙孔搅拌摩擦点焊系统的控制程序以伺服电机驱动和模拟量输入指令为主,通过上位机的CX-Programming软件对PLC编程。针对搅拌针伺服电机(参数:2 500脉冲/r,2 mm/r)的控制,首先输入搅拌针的伸出长度L和回抽时间T的参数至D100和D130,则对应的脉冲和频率为1 250· L和1 250/T,然后通过四则运算指令计算PLC相对应的高速脉冲口发送的脉冲和频率,如图6所示。伺服电机脉冲控制程序如图7所示,当发送搅拌针回抽指令(I1.02闭合)时,PULS和SPED指令分别向伺服驱动发送脉冲和频率,PRV同时采集脉冲数据。

图6 四则运算程序

图7 伺服电机脉冲控制程序
通过电流传感器采集的连续模拟信号,经过PLC内置AD转换模块转换为离散数字信号。首先在PLC模拟量量程通道内设置传感器0~5 V的量程,PLC开始采集电流信号存储在200通道内,当发送轴肩下降指令(I1.04闭合)时,实际电流值与预设电流值进行比较,超过预设值时,大于标志位P_GT置位,轴肩停止下降,其程序指令如图8所示。同时,PLC将采集的数字量经过SCL指令转换为工程量,即实际电流值,程序指令如图9所示。
3.3 HMI程序设计
回抽式无匙孔搅拌摩擦点焊系统采用HMI对程序进行控制和监控,通过上位机的EasyBuilder8000软件对HMI进行编程。图10为该系统的工作控制界面,其中有手/自动控制方式,针对不同的控制模式,有不同的动作命令按钮。通过点击屏幕上的“参数界面”按钮,进入如图11所示的系统参数设定界面,该界面可以设置x、z轴和搅拌针的移动距离和移动时间参数,以及旋转电机的设定电流值,同时配有量程为30 A的电流表,可以实时监控旋转电机电流。

图8 模拟量量程与数值比较程序
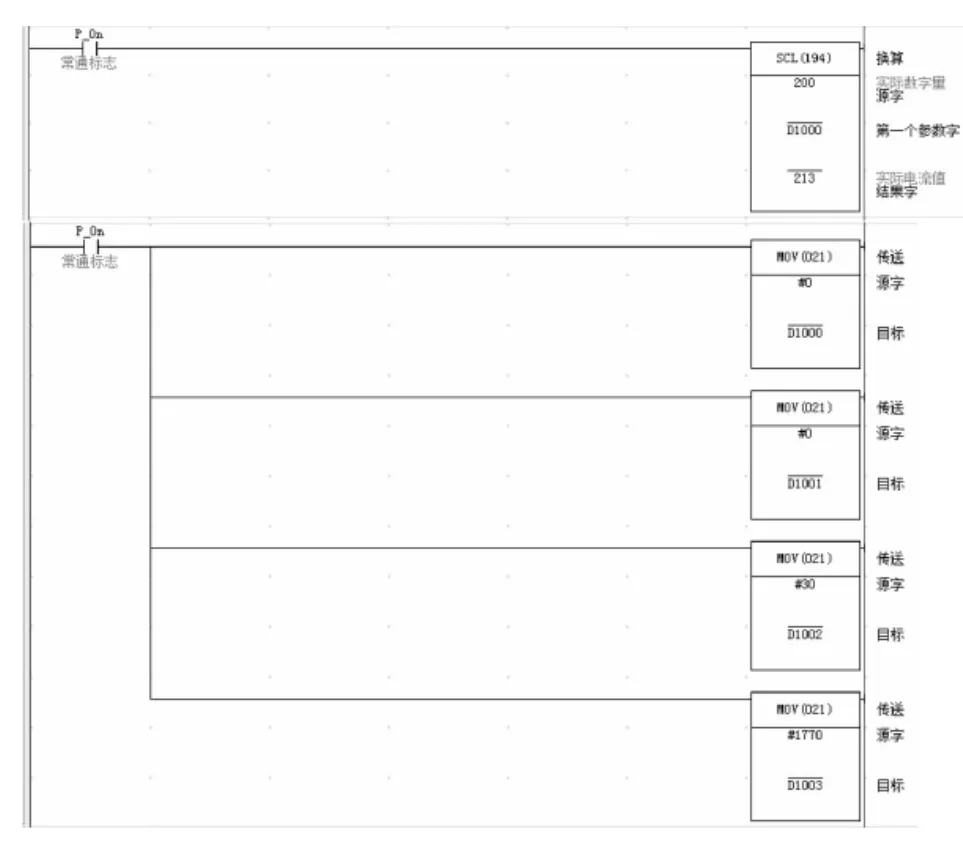
图9 显示工程量程序

图10 工作控制界面
4 结论
针对回抽式无匙孔搅拌摩擦点焊工艺,设计了基于PLC控制回抽式无匙孔搅拌摩擦点焊系统。利用针肩分离式搅拌头实现回抽式无匙孔搅拌摩擦点焊工艺,并采用PLC和伺服电机联合控制实现了点焊工艺的快速精确运动。通过PLC与HMI的实时通讯技术,方便了系统操作和监控。该回抽式无匙孔搅拌摩擦点焊系统具有操作简单、运行可靠等优点,已成功获得生产和科研应用,运行结果表明该系统运行稳定、可靠,效果良好。

图11 参数设定界面
[1]王希靖,王小龙,张忠科,等.6082-T6铝合金回填式搅拌摩擦点焊接头的性能[J].兰州理工大学学报,2015,41(1):21-24.
[2]王希靖,阿荣,郭瑞杰.LY12铝合金的搅拌摩擦焊接工艺研究[J].兰州理工大学学报,2004,30(4):12-14.
[3]张忠科,胥春龙,于洋.铝钢异种材料搅拌摩擦搭接焊接工艺[J].电焊机,2016,46(10):14-18.
[4]张忠科,于洋,胥春龙,等.铝合金无匙孔搅拌摩擦点焊焊缝的腐蚀行为[J].兰州理工大学学报,2016,42(5):23-28.
[5]S.Venukumar,Bibin Baby,S.Muthukumaran,et al.Microstructural and mechanical properties of walking friction stir spot weldedAA6061-T6sheets[J].ProcediaMaterialsScience,2014(6):656-665.
[6] Joaquin M.Piccini,Hernan G.Svoboda.Effect of pin length on Friction Stir Spot Welding(FSSW)of dissimilar Al-Steeljoints[J].ProcediaMaterialsScience,2015(9):504-513.
[7] Malafaia,A.M.S.,Milan,et al.Fatigue behavior of friction stir spot welding and riveted joints in an Al alloy[J].Procedia Engineering,2010(2):1815-1821.
[8]张忠科,于洋,王希靖,等.基于伺服控制的钴条自动电磁抓料系统研究[J].制造业自动化,2017,39(2):17-19.
Study on back-pumping keyhole-free friction stir spot welding system based on PLC control
ZHANG Zhongke1,YU Yang1,WANG Xijing1,2
(1.School of Materials Science and Engineering,Lanzhou Univ.of Tech.,Lanzhou Univ.of Tech.,Lanzhou 730050,China;2.State Key Laboratory of Advanced Processing and Recycling of Non-ferrous Metals,Lanzhou Univ.of Tech.,Lanzhou 730050,China)
According to the spot welding process of back-pumping keyhole-free friction stir spot welding system,this system is designed by the combination of software and hardware.The design form of stir tool of pin and shoulder separation are presented by solving mechanical problem.At the same time,the electrical schematic diagram,the program flow chart,PLC main program instructions and HMI operation interface are given by using major components of PLC,HMI,servo motor and current sensors.It is convenient,reliable and precise to achieve system control through the closed-loop control technology of PLC and servo motor,as well as real-time communication technology between PLC and MHI.This system has been successfully used in production and scientific research.And the results show that the system is stable and reliable.
FSSW;keyhole-free;PLC;HMI;servo system
TG439.8
A
1001-2303(2017)05-0038-05
10.7512/j.issn.1001-2303.2017.05.08
2017-04-19
国家自然科学基金资助项目(2014GS03264)
张忠科(1978—),男,副教授,博士,主要从事主要从事焊接设备及其自动化、新型连接技术等方面研究工作,E-mail:zhangzke@lut.cn。
本文参考文献引用格式:张忠科,于洋,王希靖.基于PLC控制的回抽式无匙孔搅拌摩擦点焊系统[J].电焊机,2017,47(05):38-42.
