无镀铜焊丝的特性及推广应用
2020-11-04王杭安曹增奎
王杭安,曹增奎
河北鑫宇焊业有限公司 河北沧州 061600
1 序言
无镀铜焊丝问世已经十多年了,经过不断探索和研究,其产品质量已经有了长足的进步。国外知名的焊丝厂家如瑞典ESAB和日本神钢最早推出的无镀铜焊丝使用效果很好,尽管无镀铜焊丝生产厂家宣传无镀铜焊丝有诸多好处,但由于用户已经习惯使用镀铜焊丝,而且无镀铜焊丝价格较高,因此无镀铜焊丝的推广效果并不令人满意,市场份额也较少。
近年来,国内焊丝生产厂家在无镀铜焊丝的研发方面投入了大量的资源,也积累了一定的实践经验。中国焊接协会组织部分焊丝生产厂家,起草了T/CWA 0001—2016《无镀铜焊丝》团体标准,制定了无镀铜焊丝的技术要求和试验方法,对无镀铜焊丝的应用推广起到了积极的作用。
河北鑫宇焊业有限公司在无镀铜焊丝的研发及推广方面做了大量的工作,解决了过去无镀铜焊丝的导电不良、送丝不畅、飞溅大、易生锈,以及导电嘴磨耗大等一系列问题。开发了GHS-50、GHS-60、GHS-70、GHS-80、GHS-90、GHS-100 等系列无镀铜高强钢气体保护焊丝和管道用无镀铜埋弧焊丝,河北鑫宇焊业有限公司的大多数用户已经将镀铜焊丝切换为无镀铜焊丝,并且反映良好。
2 无镀铜高强钢焊丝的特性
(1)无铜烟尘,清洁环保 镀铜焊丝焊接时,焊丝表面的铜膜在电弧高温作用下会形成铜烟尘,如果通风不良,会对焊工呼吸系统造成严重的伤害。而无镀铜焊丝没有镀铜层,因此焊接时没有铜烟尘,这有益于焊工的身体健康[1,2]。
镀铜焊丝和无镀铜焊丝烟尘量比较见表1。
(2)抗锈能力强 对无镀铜焊丝在恒温恒湿箱中进行抗锈能力测试,测试结果表明,无镀铜焊丝的抗锈能力远好于镀铜焊丝。

表1 镀铜焊丝和无镀铜焊丝烟尘量比较
焊丝生锈是一个电化学腐蚀过程,由于铜的电极电位比铁高,因此镀铜后可形成阴极防护。而镀铜后铜膜只有0.1~0.5μm,在显微镜下观察会发现焊丝表面有许多未镀上铜的孔洞,这些孔洞在潮湿的环境下就会发生电化学反应,宏观上则表现为生锈。而无镀铜焊丝表面没有铜膜,表面没有电位差,不会发生电化学腐蚀。因此,无镀铜焊丝具有更好的抗锈能力。
将无镀铜焊丝和镀铜焊丝放置在45℃、相对湿度85%的恒温恒湿箱中2h,比较无镀铜焊丝和镀铜焊丝的抗锈性,如图1所示。
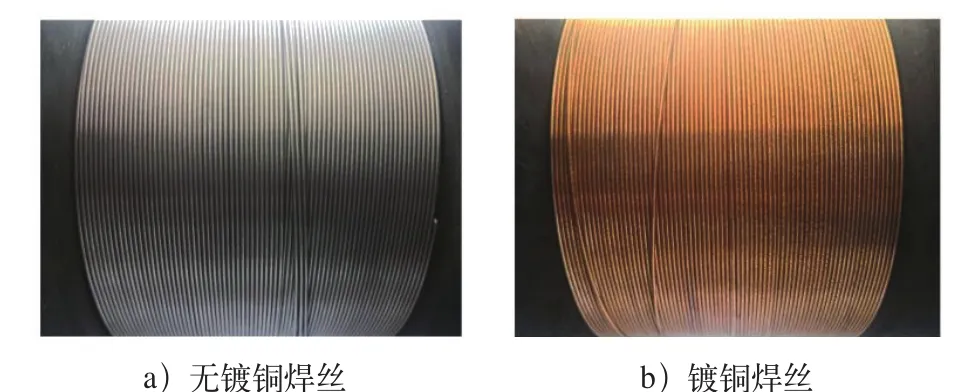
图1 无镀铜焊丝和镀铜焊丝抗锈性比较
(3)电弧稳定性好 由于焊丝采用了特殊涂层技术,细化了焊接熔滴,熔滴过渡频率增加,因此无镀铜焊丝的电弧稳定性好于镀铜焊丝。
(4)独特的焊丝外观,具有优异的送丝性能 近年来,涂层眼模的问世,对焊丝外观质量的提升作出了较大的贡献。使用涂层眼模的焊丝,其线径均匀,外观质量稳定。无镀铜焊丝外观和镀铜焊丝外观比较如图2所示。

图2 无镀铜焊丝和镀铜焊丝外观比较
(5)飞溅小 因为无镀铜焊丝表面涂有活性元素,在焊接时熔滴的表面张力小,熔滴更细小,所以焊接飞溅很小。GHS-60无镀铜焊丝的焊道外观如图3所示。

图3 GHS-60无镀铜焊丝外观
3 推广应用
在推广应用方面,河北鑫宇焊业有限公司同用户进行了广泛的交流,主要是保证焊丝在送丝过程中不能划伤焊丝,具体操作要点如下。
(1)送丝轮的保养和更换 送丝轮经长期使用后,沟槽会发生磨损而变得不规则,当焊丝经过送丝轮时,就极有可能使焊丝表面发生划伤,从而影响焊丝的导电性能,造成电弧稳定性变差。送丝轮划伤焊丝的情况如图4所示。
每天定时清理一次送丝轮沟槽中的油泥。正常情况下,送丝轮可以使用6个月。
(2)压线轮的调节 压线轮将焊丝压在送丝轮上,凭借送丝轮的转动,将焊丝送入送丝软管中。压线轮调节太松,则产生的摩擦力太小,送丝轮打滑,送丝不稳定;压线轮调节太紧,会使焊丝表面损伤,导电性变差,使电弧不稳定。
无镀铜焊丝表面和镀铜焊丝表面不同,压线轮手柄应比镀铜焊丝松。对于φ1.2mm焊丝,调节刻度应该在0.8~0.9(镀铜焊丝调节刻度为1.2~1.6),如图5所示。
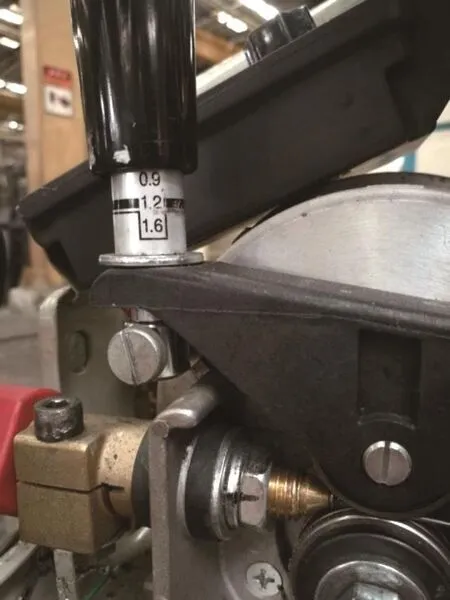
图5 压线手柄的调节
(3)校直轮的作用 对于盘装焊丝来讲,焊丝在自然状态下放在平面上为一定直径的圆圈,为减小送丝阻力,要对焊丝进行校直处理,校直轮起着校直焊丝的作用(只针对单驱送丝机,双驱送丝机不需要校直轮)。如果校直轮转动不灵活或不转,则会划伤焊丝,使电弧稳定性变差。
(4)送丝软管规格要和焊丝规格相匹配 不同焊丝直径选用送丝软管规格见表2。送丝软管连续使用一周左右时间,需要清理一次。清理时,可以用煤油或其他有机溶剂浸泡1h,再用压缩空气吹干。如果送丝软管磨损严重,也会增大送丝阻力,造成送丝不顺。送丝软管的长度为焊枪平直放置时,焊枪尾部到导电嘴尾部的距离再加3~5mm。如果送丝软管太短,焊接时容易产生焊枪抖动的现象。

表2 不同焊丝直径选用送丝软管规格
(5)导电嘴的影响 导电嘴磨损严重,焊丝和导电嘴之间导电面积减小,使导电性能变差;严重时,焊丝在导电嘴内引弧,焊丝和导电嘴发生黏连,造成断弧。通常应该采用CrZrCu导电嘴,外径9mm。当电流较大时,建议选用大一规格的导电嘴。
(6)焊丝与导丝管同心 送丝轮沟槽同导丝管中心线不在一条直线上,导致送丝时焊丝线性发生变化,焊丝表面损伤,增大送丝阻力。
(7)机器人焊接用桶装焊丝 机器人焊接时,如使用桶装焊丝,需要在焊丝桶出丝处增加一组校直轮。这是因为桶装焊丝与盘装焊丝不同,盘装焊丝的出丝是不旋转的,而桶装焊丝的出丝有一定的旋转,而焊丝自身有一定的振幅和翘距,如果这些指标较差,则焊丝在送丝过程中阻力就比较大,还会造成焊丝在桶内跳线而打结。当采用校直轮后,减小了焊丝的振幅和翘距,从而减小了送丝阻力,改善了焊丝的送丝性能。同时,也解决了焊丝因在桶内跳线而造成的焊丝打结问题。
如果焊丝桶到送丝机的距离较长、送丝阻力较大、送丝不顺利。推荐选用宜科公司出品的气动电动机,它可以保证送丝时同送丝电动机同步。经测试,当送丝距离在30m时,仍然可以实现顺利送丝。
4 结束语
无镀铜焊丝不仅在生产制造过程中没有酸、碱和铜等废液的产生,而且在生产应用中对焊工身体健康也有一定的好处,尤其是烟尘少、飞溅小,是一款环保型的气体保护焊丝。无镀铜焊丝熔滴细化、手感柔和、焊道成形好,今后必定会受到广大焊工的欢迎。同时,随着无镀铜焊丝制造技术的不断完善,广大焊接工作者对无镀铜焊丝认识的不断深入,只要在使用中熟练掌握无镀铜焊丝的操作要点,那么无镀铜焊丝必将得到大力推广。
