动臂智能矫正系统可行性试验的设计
2017-05-30王俊梁徐武彬李冰花庆宝
王俊梁 徐武彬 李冰 花庆宝

摘 要:为降低装载机动臂手动矫正的劳动强度,提高矫正精度、生产效率等,现以LabVIEW为平台开发出一套动臂智能矫正系统,该系统通过对动臂板位置的数据采集,并将其与专家经验库数据进行对比,分析后给板卡发出相应指令达到自动控制油缸的目的,从而实现矫正过程的智能化,最终完成矫正.试验表明动臂智能矫正系统能高效、精确地实现动臂铲斗孔一侧的矫正,并显示每次矫正时动臂的推出量与变形量,提高了矫正效率,降低了劳动强度及人工成本,达到了设计的初期目标,为后期动臂矫正系统的智能化提供有力的依据.
关键词:动臂;自动化;LabVIEW;数据采集
中图分类号: TH243.065 文献标志码:A
0 引言
轮式装载机是一种作业效率高且广泛运用的工程机械,它能对散装物料进行铲装、搬运、卸载、平整等作业,也能对硬土、岩石进行轻度铲掘工作[1].动臂是装载机工作装置的主要承力构件,其强度状况对工作装置的性能和寿命有直接的影响[2].动臂属于典型的箱体结构焊接件,外形尺寸大、重量大,焊接成型后,铰接孔的尺寸位置会有所偏移,需要矫正后才可进行下一步工序[3].
传统的动臂矫正方式主要是手动矫正.首先工人用长直尺靠在动臂一外侧毛坯面,用肉眼确认该侧是否偏移,再用手动控制油缸将该侧矫正至大概位置;然后,再用卷尺测量动臂板之间总长度,通过油缸调节另一侧而确保动臂板的外开档尺寸.若第一次工人判断出错,则矫正完动臂会不对称.传统的矫正方式对矫正人员的经验要求比较高,且劳动强度大、人工成本高、矫正精度与生产效率低.若通过传感器记录动臂板位置,然后通过LabVIEW中的软件设计将其与专家数据经验库比较,大量使用图形化控件使LabVIEW不但操作简单、成本低廉,而且还保证了与传统仪器基本相同的人机交互性、可操作性和真实感[4-5].经过程序处理向电磁阀发出指令,控制油缸的推出量,最终达到矫正要求,实现动臂矫正的自动化.
系统通过数据采集卡与拉线传感器获取动臂板位置,对比经验数据后对继电器发出指令,达到自动控制油缸并实时监控矫正量的目的,从而验证动臂自动化矫正的可行性.
1 系统构成
所有的 LabVIEW 应用程序,即虚拟仪器(VI),包括前面板(Front Panel)、流程图(Block Diagram)以及图标/连结器(Icon/Connector)3部分[6-7].基于 LabVIEW 的数据采集系统一般构成如图1所示.
试验采用了数据采集卡、电磁阀和 LabVIEW 软件,完成了动臂位置的数据采集与记录,对比分析专家经验数据库,并通过程序向油缸发出指令,实现动臂的自动化矫正.
理论支持所使用的传感器是Evernew WS-1500-D40-11A0拉线位移传感器.拉线位移传感器由钢丝绳和旋转编码器组成,测量被测物直线位移的.钢丝通过弹簧被绕于滚筒之上,滚筒与多级电位器同轴连接,从而使位移量被转变成电阻信号,并且拉绳收放的长度与输出的电压信号成线性的正比[8-10].
理论支持所使用的控制器是中泰研创PCI-8348BJ数据采集卡. PCI-8348BJ数据采集卡是一款16 bit,8CH同时AD最快转换100 k/CH的多功能数据采集卡,它拥有14路可编程输入输出[11].
理论支持所使用的液压元件是派克DIVW1CNTW电磁方向控制阀.DIVW1CNTW电磁方向控制阀是一种三油腔型的4/3(三位四通)滑阀式方向控制阀,采用带有拧入式衔铁管的湿式电磁铁直动控制.
2 软件设置
2.1 系统整体流程图
动臂矫正前首先是对动臂板位置的确认,并与标准位置进行比较.如果与标准位置相差超过误差值,则触发相应程序,对应位置的油缸就会受到指令而对动臂板进行矫正,直至符合要求.动臂板位置由拉线位移传感器进行收集,并在操作界面上时刻显示着动臂板位置.系统流程图如图2所示.
2.2 主模块介绍
2.2.1 动臂位置监控模块
试验的目的是完成动臂的矫正变形,通过对动臂板位置的监控与数据的输入,从而对数据库进行比较,获取所需矫正量与推出量,可以说是整个程序的眼睛.通过拉线传感器的定位,与输入的标准值比较,从而确定是否需要矫正,并进行下面的程序运行.具体程序框图如图3(a)所示.
2.2.2 拉线传感器矫正模块
由于使用的拉线位移传感器设备老旧,测量结果与实际距离有所偏差,因此在使用拉线传感器前需先對传感器的拉出距离与显示距离进行矫正.程序框图如图3(b)所示.
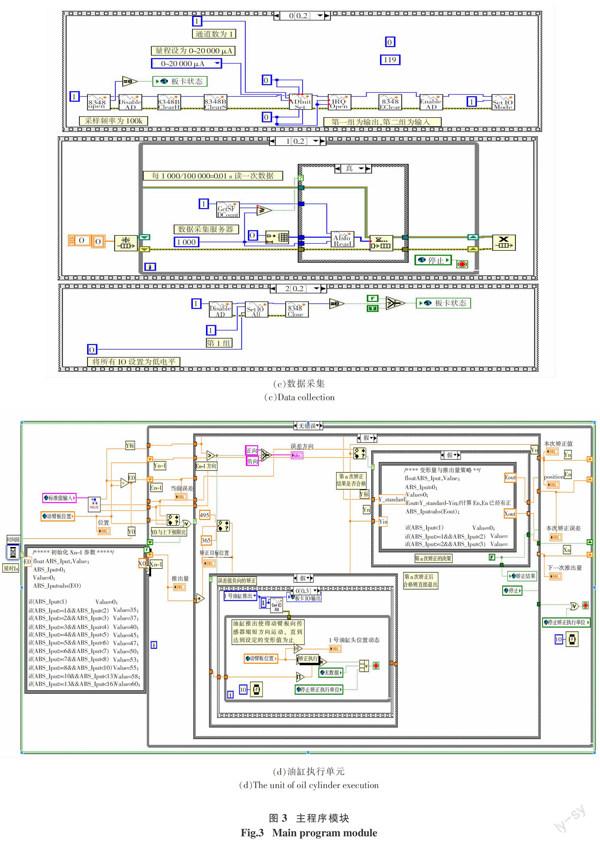
2.2.3 数据采集模块
数据采集模块需要在数据采集卡平台上进行数据采集工作,只有经过数据的采集与分析,才可对动臂现状了解,从而得知所需矫正程度.程序框图如图3(c)所示.
2.2.4 油缸执行模块
该模块为主体模块,用以控制油缸输入输出,不仅要将动臂板推到所需位置,而且在进行下步操作前必须将油缸完全退回,避免影响下次推出,最终还要在最短时间内完成矫正;因此,油缸执行模块是本程序的关键部分,是提高动臂矫正效率的重中之重.由于实验为可行性实验,在油缸退回部分,没有添加限位开关来获取油缸是否完全退回,只是测量了油缸从推满到完全退回所需的时间(5 s),在向油缸发出退回指令后等待5 s再进行下一次操作.程序框图如图3(d)所示.
2.3 系统主程序框图
除以上各主要模块,还有数据统计单元和安全监控部分.数据统计能进行矫正数据的显示与记录;安全监控则是对程序运行防错监控,确保实验的安全性.图4为系统的整体程序框图.
2.4 系统操作与功能简介
试验目的在于对装载机动臂进行矫正,主要是通过传感器获取动臂板位置,对比该位置该型号动臂的标准值,分析出是否需要矫正,若需要则通过发出指令控制油缸运行,从而完成动臂矫正.由于该实验平台使用的是液压油缸,若出错,会损坏矫正平台甚至对周围操作人员有人生危害.为此设计了双系统模式:一是矫正实验系统,是主程序,用以控制油缸推出退回,从而完成对动臂的矫正;二是监控系统,负责监控矫正实验系统的每一步骤,一旦运行出现错误或油缸推出时间过长,则立即启动紧停功能,停止所有油缸动作,并终止程序运行.
动臂智能矫正系统主要解决当前动臂焊接后不规律变形矫正的问题,系统采用模糊控制算法,针对动臂焊后离散型变形进行智能决策矫正.系统可以根据现有的专家经验库进行自动决策矫正动臂板至合格位置,亦可以对陌生的离散变形进行模拟学习,生成新的专家经验库,具有自成长属性.
矫正试验系统又分为学习模式与矫正模式:学习模式即人工操作模式,主要功能是可以让动臂板推出实验所需要的距离,用以试验实验可行性与收集动臂推出距离与矫正量的數据;矫正模式下系统将利用当前的专家经验库进行自主完成动臂矫正工作.系统自动调用在线监测数据库动臂板矫正标准数值,并实时监控动臂板的位置及动作过程,具备自防错功能.该系统还包括多个子VI,用以减少控件与数据连线个数,使程序框图简洁明了.
3 试验与研究
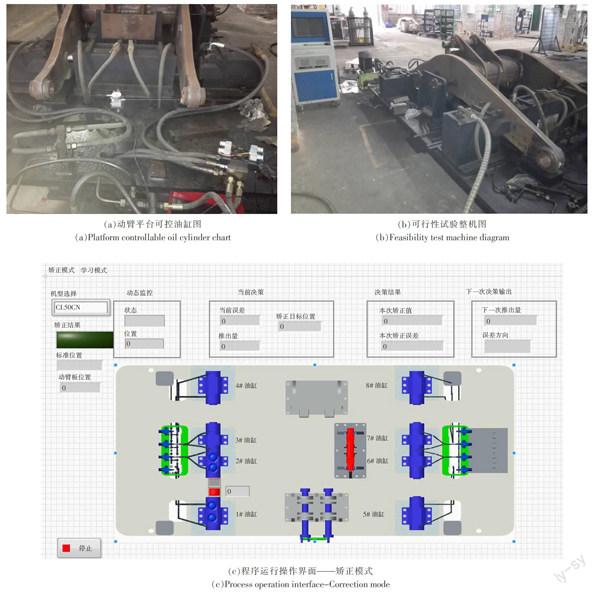
动臂矫正平台经改造后平台一侧可控油缸及整机实物如图5(a)、图5(b)所示.经多次实验,系统可以正常运行.图5(c)、图5(d)是某次动臂矫正过程中系统界面的显示图.
经多次实验,动臂板铲斗孔一侧平均需矫正2.5次才可达到设计要求,每侧耗时约45 s,一共有4处需进行矫正,结合动臂吊装与吊运,大概每台动臂矫正所耗时间在5 min左右.表1是动臂手动矫正与自动矫正的对比,可知改进后矫正效率约提高50%,约减少50%人力,提高了矫正质量,减少耗能.
4 结论
先对装载机动臂的制造过程进行了解,并熟悉动臂板的焊后人工矫正流程,了解LabVIEW软件的设计理念,再结合软件各模块、子VI、流程图等设计方法,并结合收集的矫正经验数据库的对比,形成了动臂可行性实验的智能矫正系统,经过多次试验,完成了动臂车架孔一侧的智能矫正,达到了预期的效果.该系统具有很强的延展性与可移植性,不仅为后续动臂的全自动化设计提供了有力的参考意义,同时也验证了在计算机辅助机械制造的可行性利用电脑软件与相关电子技术的前提下,对机械零部件的矫正工艺可以进行自动化改造,从而提高生产效率与质量,降低劳动强度及人工成本.
参考文献
[1] 秦宇,蔡敢为,郑战光,等.轮式装载机行驶中振动对物料完整性的影响[J].机械设计与制造,2009(5):211-213.
[2] 余成波,冯丽辉,潘盛辉.虚拟仪器技术与设计[M].重庆:重庆大学出版社,2006.
[3] 王利强,彭月祥,宁可庆,等.计算机测控系统与数据采集卡应用[M].北京:机械工业出版社,2007.
[4] 张琪,周丽娟,王倩,等.基于LabVIEW的声音信号采集与分析系统[J].广西科技大学学报,2016,27(3):55-59.
[5] 聂超,石光林,朱林,等.超越离合器综合性能试验台测试系统[J].广西科技大学学报,2014,25(4):63-66.
[6] 徐汉萍. 基于拉绳位移传感器的登船桥高度测量系统设计[J].电气自动化,2014,36(3):98-100.
[7] 李炳源,黎茂芳,周凯. 航电枢纽工程泄水闸同步超差检测方案[J]. 自动化应用,2015(3):15-18.
[8] 宋云艳,张鑫. 自动生产线安装与调试[M].北京:电子工业出版社,2012.
[9] 张兰娣,王少雷,张东辉,等. ZL50装载机动臂的有限元分析[J].煤炭技术,2012,31(6):8-9.
[10] 郑晖. 装载机工作装置参数化3D建模及有限元分析[D].太原:太原科技大学,2009.
[11] 王新新. 挖掘机动臂加工工艺分析及夹具设计[J].机械工程与自动化,2014 (5):112-113.
Abstract:To reduce the labor intensity of the correction of boom of loader, improve the correction accuracy and increase productivity, a boom intelligent correction system was developed based on LabVIEW platform. The data acquisition of the boom position was carried out using this system and then the acquisition data was compared with the database of the experience of experts. After the analysis, the corresponding instructions are issued to the board to automatically control the oil cylinder so as to realize the intelligence of the correction process, and finally complete the correction. Experiments show that the correction of one side of the boom can be effectively and accurately realized using the boom intelligent correction system, and the pushing amount and the deformation amount of the boom can be displayed at each time of correction, thus the correction efficiency is improved and the labor intensity and cost are reduced. The initial target of the design is achieved, and the basis for the later intelligence of the boom correction system is provided.
Key words: boom; automation; LabVIEW; data collection
(学科编辑:黎 娅)
