基于相交滑块螺纹抽芯机构的军用望远镜壳体注塑模具创新设计
2017-04-27赵利平胡邓平伍先明郑月花侯贤州
赵利平,胡邓平*,伍先明,郑月花,侯贤州
(1.广东科技学院机电工程系,广东 东莞 523083;2.湖南科技大学,难加工材料高效精密加工技术湖南省重点实验室,湖南 湘潭 411201)
基于相交滑块螺纹抽芯机构的军用望远镜壳体注塑模具创新设计
赵利平1,胡邓平1*,伍先明2,郑月花1,侯贤州1
(1.广东科技学院机电工程系,广东 东莞 523083;2.湖南科技大学,难加工材料高效精密加工技术湖南省重点实验室,湖南 湘潭 411201)
针对军用望远镜存在多个内螺纹抽芯机构以及滑块相交的问题,在分析塑件结构的基础上,采用了电机带动齿轮传动抽芯机构,运用了多个限位开关控制器,使模具能够有序进行各项工作过程,解决了倒扣难脱模的问题。该模具运行周期稳定,众多滑块有序进行脱模,此模具已经过调试进行生产,产品质量较稳定,产品合格率达到98 %以上。
相交滑块;螺纹抽芯;军用望远镜;注塑模具;电机;齿轮传动
0 前言
注塑模具是塑料制品成型的主要方式,而且成型的塑料制品的尺寸精度能达到比较高的要求,在关于模具抽芯创新设计等方面,很多学者做了相关研究,陈剑玲等[1-2]分别以螺纹盒盖和汽车仪表盘盖为研究对象,设计了外螺纹侧向抽芯热流道注塑模,并对汽车仪表盘盖抽芯机构及冷却系统进行了设计计算。朱生宏等[3]以塑料喷嘴产品为例,阐述了大角度圆弧抽芯机构的设计方法,并选用了斜槽圆弧抽芯机构来成功解决圆弧抽芯和脱模困难等问题。黄力等[4]通过对异型羊角套盖塑件的结构分析,设计出了双圆弧滑块抽芯机构,并能进行塑件的自动脱模,克服了模具生产效率低下的问题。杨少增等[5]介绍了一种双同边抽芯异向圆弧状导流管抽芯机构,满足了弯管产品多段抽芯脱模的需要,并能达到模具的自动脱模的要求。王成[6]以玻璃纤维塑料压头的研究为例,对具有槽轮导向的弧形抽芯结构、丝筒针复合二次顶出结构、螺纹旋转脱模等结构进行了设计。沈忠良等[7]针对圆周多层位、多行位的注塑产品,设计了圆弧化直线运动的抽芯模具,该类注塑模具采用了齿轮传动抽芯机构在圆周运动时受限于导槽而做直线运动的方法,实现了复杂塑料件的顺利脱模。本文的研究设计在综合各类抽芯机构的特点上,并参考相关资料[8],设计了一套基于多滑块运动军用望远镜壳体模具,该模具结构创新,工作稳定,并能达到工程实践要求。
1 塑件结构分析、材料选择及工艺分析
1.1 产品结构分析
如图1所示为军用望远镜,产品长为106.5 mm,高37.2 mm,宽66.5 mm,约重32 g,从尺寸上看,是一个中小型产品,且结构复杂。从图中可以分析得到,图中标注处A、B、C、D、E分别为产品的侧向孔,是需要侧向抽芯的地方,而且A、B两处既有倒扣,又有螺纹,经过对产品初步分析,先要脱产品螺纹,再脱产品螺纹外面的倒扣,从图1可以看出,D、E 2处的倒扣没有螺纹,但2个倒扣是相邻在一起的,不但不平行且成96 °夹角。最终A、B、C、E 4个倒扣在F处将相会在一起,分析A、B 2处既要脱螺纹,而且又要脱倒扣,所以就必须采用液压缸脱模。在侧向抽芯的过程中,因为有多个滑块在里面,滑块与滑块又是相交的,而且产品还带有螺纹,从而模具滑块的脱模顺序非常重要,若处理方法不合理,就可能造成滑块之间相互干涉等现象。
1.2 产品材料选择
图2为望远镜工艺分析图。该产品表面要求光洁,而且螺纹部分不可拉花,表面必须无毛刺,无飞边,且无明显缩影。由于军用望远镜精密度要求非常严格,而且要求能在恶劣的环境中也能正常使用,且最低使用寿命为30年,甚至更长,这对模具制作的要求较高,同时对产品选用的材料要求也特别高,根据分析,要达到以上要求,材料可以选用聚碳酸酯/20 %玻璃纤维(PC/20 %GF),PC为无色透明,抗冲击,耐热,着色性好,耐腐蚀性好,电绝缘性好。GF是一种性能较好的无机非金属材料,优点是绝缘性好、抗腐蚀性好、耐热性强、力学性能较高,它是以玻璃球或者废旧玻璃为原料经高温熔制、络纱、拉丝、织布等工艺制成的,GF通常用作复合材料中的电绝缘材料、增强材料及绝热保温材料。2种材料混合在一起,可以增强硬度和刚性,提高尺寸的稳定性,同时降低收缩率。

(a)产品尺寸 (b)~(d)三维图 (e)三维剖面图图1 望远镜三维立体结构Fig.1 Telescope three-dimensional structure

图2 望远镜工艺分析Fig.2 Telescope technology analysis
2 模具零件设计
2.1 分型面及浇口的设计
由于产品的抽芯结构比较多,且滑块分布较多,没有分型面的地方才可以设置滑块,于是根据设计分型面的原则,该产品的分型面设计需要保持产品的外观平整,且易加工,从而保证加工尺寸,且要利于排气,并能使产品保留在动模内侧,且容易脱模。如图3所示,主分型面是一个决定产品上模及下模开模方向的分型面,也是模具最大的一个分型面,主分型面如图3所示的红色区域。此产品适合用点浇口,能够保证产品的质量要求,通过产品分析得到,最合理进胶点如图3所示,3处进胶的优点是能使产品基本同时注满型腔,在注塑时,产品与流道凝料自动分离,节省人工时间,而且侧点浇口对产品的外观影响较小。
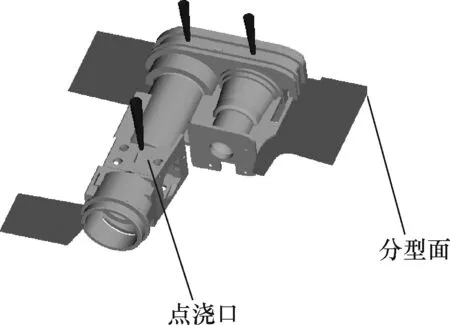
图3 望远镜分型面及浇口Fig.3 Telescope parting surface and gate
2.2 抽芯机构设计

1—止退针 2—止转块 3—限位开关a 4—挡板 5—限位开关b 6—滑动块板 7—齿轮牙轴 8—内牙套 9—牙轴镶件 10—消光镶件 11—链轮轴 12—齿轮 13—链条 14—电机图4 抽芯机构Fig.4 Core-pulling mechanism
抽芯机构设计是整个产品模具设计最难之处,首先从图1的A、B、C、D、E处可以看出,这几处的倒扣类型都类似且都是滑块抽芯脱模,其中A、B 2处较为类似,都是螺纹加滑块脱模,现以A处为例讲述螺纹抽芯的设计方法,具体设计结构如图4所示。脱模的工作过程为:电机14接到指令开始运转动,通过链条13→带动链轮轴11→带动齿轮12→带动齿轮牙轴7与内牙套8相互运动产生作用力,内牙套8固定不动,从而齿轮牙轴7向前方运动。因滑块6与档板4通过螺丝固定在一起,当牙轴7开始转动时就会带动滑块6一起动作,这时牙轴镶件9脱离产品倒扣。由于消光镶件10相对粗糙,转动时将会影响产品内表面光滑度,所以安装止转块2将其在牙轴镶件9转动时保持静止,当档板4碰到限位开关3时,电机将停止工作。由于产品的螺纹长为10 mm,从而牙轴镶件9运动的距离至少要12 mm以上,才能保证安全,于是限位开关的控制距离也要设置大于12 mm。
2.3 相交滑块设计
如图5所示, D处滑块镶件4经过E处滑块5时,首先是D处滑块在液压缸的工作下,脱离产品与E处的滑块,同时E处滑块在弹簧的作用力下往后退,脱离产品倒扣。滑块的工作过程是在限位开关的控制下有序地进行运动。当螺纹脱模后,液压缸接到指令,将整个滑块从塑件中拉出,接触到限位开关,液压缸将停止工作,并把信号传递到其他运动件。
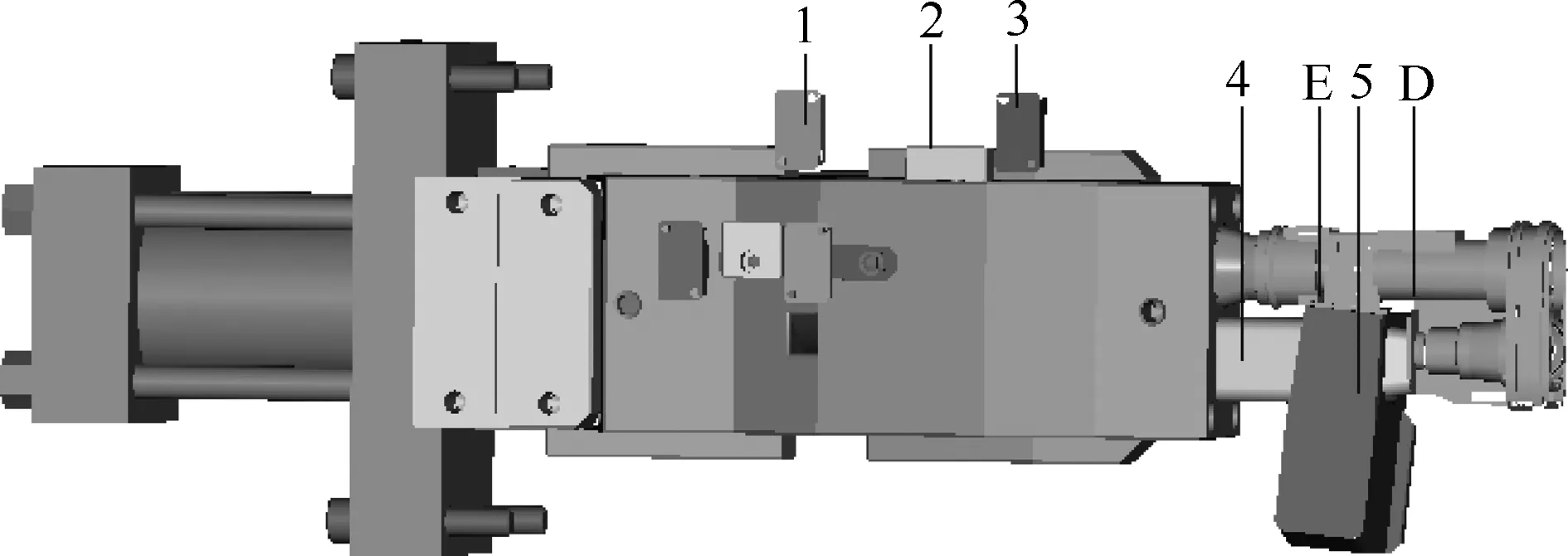
1—滑块限位开关左 2—滑块行程块 3—滑块限位开关右 4—滑块镶件 5—滑块图5 相交滑块设计Fig.5 Cross slide block design
3 模具整体结构及工作过程
通过以上分析,塑件产品抽芯结构较多,通过查找模具设计资料,分析核算出模仁尺寸为120 mm×100 mm×120 mm,综合分析选用的模架型号为DCI30750A70B140C120,模架长度为750 mm,模具上有2个螺纹脱模结构,塑料产品直接用顶针顶出,顶出结构不能和水路、镶件等结构干涉,综合各方面因素,模具整体结构如图6所示。
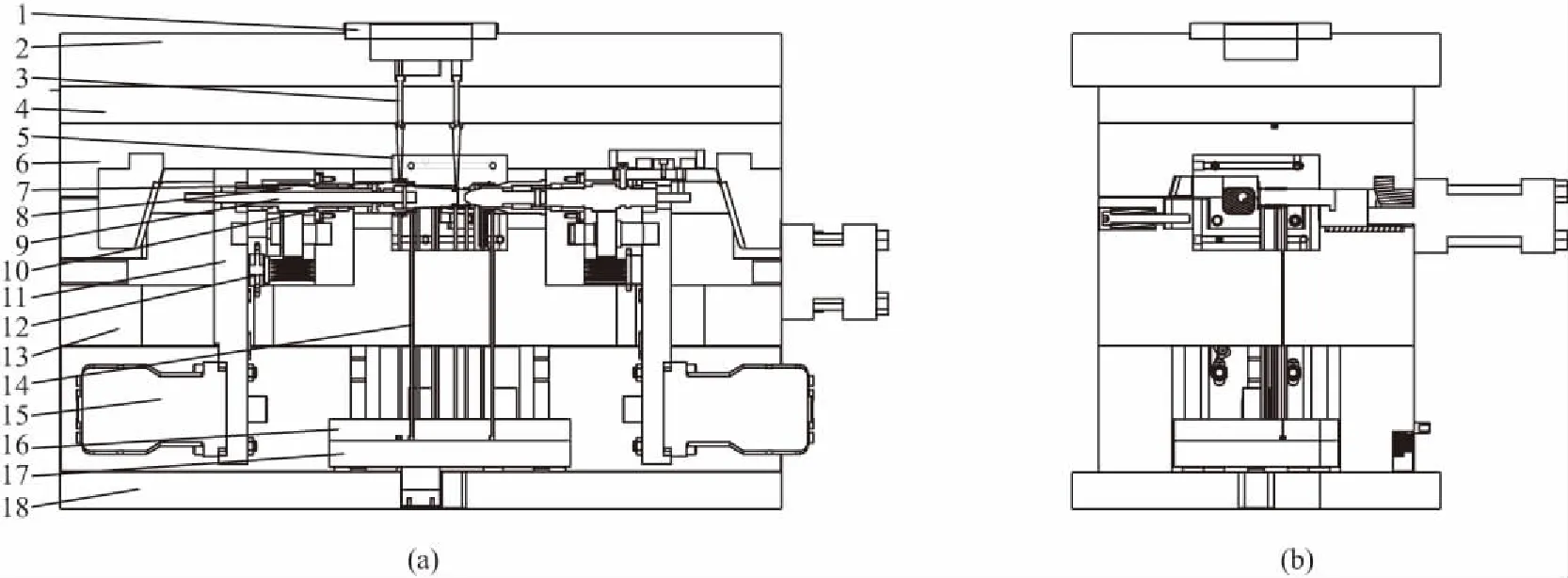
1—定位环 2—面板 3—拉杆 4—水口推板 5—公模仁 6—A板 7—牙轴镶件 8—牙轴 9—止推杆 10—牙套 11—电机固定板 12—链轮轴 13—B板 14—顶针 15—电机 16—顶针面板 17—顶针底板 18—底板(a)正视图 (b)侧视图图6 模具整体结构Fig.6 Mold structure as a whole

19—滑块A 20—限位开关控制器 21—控制块 22—限位开关控制器 23—聚酰胺开闭器 24—复位杆 25—塑件 26—滑块镶件 27—滑块 28—滑块镶件 29—限位开关控制器 30—控制块 31—限位开关控制器 32—液压缸A 33—保护柱 34—液压缸固定板 35—滑块压条 36—导柱 37—限位开关控制器 38—压线块 39—控制块 40—限位开关控制器 41—限位开关控制器 42—限位开关控制器 43—限位开关控制器 44—控制块 45—限位开关控制器 46—压条 47—滑块B 48—液压缸固定板 49—液压缸B 50—液压缸C(a)定模三维结构 (b)定模二维结构图7 定模结构Fig.7 Set mold structure
从图7可以看出,40、41、42、43、45都为限位开关控制器,按装这么多限位开关控制器只有一个目的,就是为了达到使模具顺利开模,顺利合模。该模具的整个注塑周期动作相对较复杂,开模工作原理为:2个电机分别带动3个牙轴转动后退,牙轴后退时碰触到各自的限位开关,并停止转动,并把相关信号传给液压缸A和液压缸B,此时螺纹脱模完成,液压缸A、液压缸B接到指定,同时拉动滑块A、滑块B后退到脱模状态,分别碰触到限位开关控制器37、45,并且碰触到液压缸固定板34、48,而后停止运动,此时滑块27在弹簧的作用下后退脱模,信号传给液压缸C。液压缸C接到指定后拉动滑块26后退脱模,并把相关信号传给顶出系统。顶出系统接到指命,针板顶出产品脱模取件。合模工作原理为:顶针板退到位,碰触到针板复位开关,液压缸C接到信号,推动滑块26到复位状态,并把信号传递给2个电机,2个电机同时运转,从而使3个牙轴转到复位状态,并把信号传递给液压缸A、液压缸B。液压缸A、液压缸B同时推动滑块到复位闭合状态,把信号传给模具,合模注塑。
4 结论
(1)此军用望远镜模具结构克服了多个内螺纹抽芯困难问题,采用了电机带动齿轮传动抽芯机构,并运用相交滑块设计,也解决了倒扣难脱模的问题;
(2)此模具采用了多个限位开关控制器,使模具能够有序的进行运动各项工作过程,并能达到顺利开模和顺利合模,模具运行周期稳定;
(3)此模具已经经过调试进行生产,产品质量较稳定,产品合格率达到98 %以上,从以上合格率足以证明这种螺纹抽芯机构、相交滑块、多限位开关等模具设计结构是相对成功的,此模具结构对注塑模具设计者具有一定的参考价值。
[1] 陈剑玲. 螺纹盒盖抽芯热流道注射模设计[J]. 现代塑料加工应用,2015,27(3): 44-47. Chen Jianling. Design of Hot Runner Injection Mold with Side-slider Pulling Mechanism for Screwed-cover[J].Modern Plastics Processing and Applications,2015,27(3):44-47.
[2] 陈剑玲,李昌雪,Calle Helldin. 汽车仪表盘盖侧抽热流道注塑模设计[J]. 现代塑料加工应用,2014, 26(3): 49-51. Chen Jianling,Li Changxue, Calle Helldin. Design of Injection Mold with Side-slider and Hot Runner System for Car Cashboard Cover[J].Modern Plastics Processing and Applications,2014, 26(3): 49-51.
[3] 朱生宏,叶利千.大角度圆弧抽芯机构设计[J]. 湖南工业职业技术学院学报,2014,14(3): 1-3. Zhu Shegnhong, Ye Liqian. The Design of Large Angle Arc Core-pulling Mechanism[J].Journal of Hunan Industry Polytechnic,2014,14(3): 1-3.
[4] 黄 力,许 傲. 异型羊角套盖双圆弧滑块抽芯机构与模具设计[J]. 塑料科技,2016,44(5): 70-74. Huang Li,Xu Ao.Design of Double Circular Slider Core Pulling Mechanism and Mould of Special-shaped Claw Cover[J]. Plastic Science and Technology,2016,44(5): 70-74.
[5] 杨少增,李国富,刘 剑,等. 多段位圆弧状导流管抽芯机构设计[J]. 工程塑料应用,2016,44(1): 85-87. Yang Shaozeng, Li Guofu, Liu Jian, et al. Design of Pulling Mechanism for Multi-arc-shaped Guide Tube[J].Engineering Plastics Application, 2016,44(1):85-87.
[6] 王 成. 薄壁螺纹弧形抽芯塑件的模具结构设计[J]. 中国塑料,2014, 28(9): 97-102. Wang Cheng.Design of Molds for Thin and Arc Thread Parts with Die Cores[J].Plastics China, 2014, 28(9): 97-102.
[7] 沈忠良,肖国华,徐 生,等. 圆周多行位圆弧化直线运动抽芯模具设计[J]. 工程塑料应用,2016,44(5): 70-73. Shen Zhongliang,Xiao Guohua,Xu Sheng,et al. Design of Core-pulling Mould by Rounded Linear Motion for Multi Line Positiongs Around Circumference[J].Engineering Plastics Application,2016,44(5): 70-73.
[8] 伍先明,王 群,庞佑霞.塑料模具设计指导(第一版)[M]. 北京:国防工业出版社, 2006.
道康宁新推出5种高性能光学有机硅封装胶,
进一步提升LED封装方案的设计自由度
2017年2月28日,全球有机硅、硅基技术和创新领导者,陶氏化学的全资子公司道康宁今日新推出5种光学封装胶(OEs)。这5种产品不仅进一步丰富了道康宁快速增长的发光二极管(LED)创新解决方案产品组合,更大大增强了当前LED封装厂商的设计灵活性。由于具有超高的热和光学稳定性,以及优化的折射率、硬度和气体阻隔性能,这5款产品还提升了超大功率LED封装方案的设计自由度,如陶瓷基SMD(surface mount device),COB(chip on-board)和PLCC(plastic leaded chip carrier)封装。这5种新产品为OE-7840、OE-7841、OE-7843、OE-7810及OE-7820光学封装胶,均属于道康宁®品牌系列。其分为两大有针对性能的不同类别,均可在150°C持续高温下保持优越的光热稳定性和可靠性。
道康宁全球市场经理Takuhiro Tsuchiya介绍说:“如今的LED制造商正积极探索更明亮、更小型和更具经济效益的LED封装设计方案,因此道康宁这些制造商密切合作,以助力发展更先进的新型有机硅解决方案,从而应对日益强烈的需求挑战。这5种新型光学封装胶以我们业内领先的OE产品系列所取得的成功为基础,使客户能够不断突破其大功率LED封装的设计极限。”其中3种产品可为OEM提供优化的折射率和其他特性,以提高大功率PLCC LED封装的效率及可靠性。这3种产品分别为:Dow Corning®(道康宁)OE-7840,Dow Corning®OE-7841和Dow Corning®OE-7843光学封装胶。OE-7840和OE-7841分别具有高达1.5和1.48的折射率,使设计者能够优化光输出,同时确保其LED封装具有良好的气体阻隔性能。OE-7843封装胶的折射率为1.5,为3款产品中最高,且具有良好的银片抗腐蚀性,有助于大功率PLCC LED封装件承受严酷环境的挑战。Dow Corning®OE-7810和Dow Corning®OE-7820这2种新产品则专门针对极高耐热性,而非银片抗腐蚀性的大功率COB和陶瓷基SMD LED封装。其有不同硬度可供选择,专用于提高耐久性,且可根据设计参数进行量身定制。OE-7810封装胶可提供高达55A的硬度选择,适用于要求更高延伸率的封装应用,可提高热循环下的耐久性。OE-7820封装胶的硬度高达70A,硬度更高,操作性更好,且可将粉尘吸附作用降至最低。
Innovation Design of Injection Molds for Military Telescope Shells Based on Intersectional Slider Threaded Core-pulling Mechanism
ZHAO Liping1, HU Dengping1*, WU Xianming2, ZHENG Yuehua1, HOU Xianzhou1
(1.Department of Mechanical and Electrical Engineering, Guangdong University of Science and Technology, Dongguan 523083, China; 2.Hunan Provincial Key Laboratory of High Efficiency and Precision Machining of Difficult-to-Cut Material, Hunan University of Science and Technology, Xiangtan 411201, China)
In view of the problems that there are multiple threaded core-pulling mechanism and the intersection of slide blocks in military telescopes, the structure of their plastic parts was first analyzed, and then a motor which drives the gear core-pulling mechanism was adopted and multiple limit switch controllers were also used to design the relevant injection mold. Such a design made the mold work in good order and also resolved the demolding difficulty. The fabricated mould exhibited a stable run cycle and an ordered motion for various sliders during the demolding process. This mould has been used for mass production, and the obtained parts gain a good quality with a process yield over 98 %.
Intersectional slide block; screw-threaded core pulling; military telescope; injection mould; motor; gear transmission
2016-09-14
TQ327
B
1001-9278(2017)04-0097-05
10.19491/j.issn.1001-9278.2017.04.017
*联系人,hudengping2016@163.com
