MIP催化裂化柴油与渣油联合加氢工艺研究
2017-04-21戴立顺邓中活
施 瑢,戴立顺,刘 涛,邓中活
(中国石化石油化工科学研究院,北京 100083)
MIP催化裂化柴油与渣油联合加氢工艺研究
施 瑢,戴立顺,刘 涛,邓中活
(中国石化石油化工科学研究院,北京 100083)
以长岭渣油作为原料油,在不同操作条件下,研究了中国石化石家庄炼化分公司MIP催化裂化重柴油的掺入对渣油加氢的影响。结果表明,MIP催化裂化重柴油的掺入使得脱硫率和脱(Ni+V)率均有提高,脱硫率最高提高了2.36百分点,脱(Ni+V)率最高提高了3.14百分点。收集渣油加氢生成油进行催化裂化试验,结果表明,按循环操作计算,MIP催化裂化汽油收率可增加8.69百分点。
渣油加氢 MIP 催化裂化柴油
渣油加氢-催化裂化(RHT-RFCC)组合技术是最有效的渣油转化技术之一,它可以从渣油中获得更多的轻质油品。在传统的RHT-RFCC技术中,由于RFCC回炼油中含有大量多环芳烃,因而造成轻油收率低,生焦量大,增加了再生器负荷,降低了RFCC装置的处理量及经济效益。中国石化石油化工科学研究院(简称石科院)经过多年研究,开发了RHT-RFCC双向组合技术(简称RICP技术)[1]。该技术的特点是将加氢后的渣油作为RFCC装置的原料,并将RFCC回炼油循环到渣油加氢反应器的入口,而不是在RFCC装置自身循环。回炼油的掺入降低了渣油加氢进料的黏度,提高了渣油加氢脱硫、脱金属、降残炭和脱沥青质反应的速率,改善了生成油的性质。同时回炼油经过加氢,增加了氢含量,提高了催化裂化装置的轻油收率,降低了生焦量,因此提高了催化裂化装置的处理量和经济效益[2]。
为了降低催化裂化汽油的硫含量和烯烃含量,石科院开发了多产异构烷烃的催化裂化新技术(简称MIP技术)[3-6]。由于其重油加工能力提高,干气和油浆产率下降,汽油烯烃和硫含量大幅降低以及装置能耗进一步减少,因此MIP技术迅速在国内炼油企业得到广泛推广。但是由于采用MIP技术得到的回炼油量大幅度下降,影响了RICP技术的推广应用。同时采用MIP技术生产的催化裂化柴油质量很差,密度高、十六烷值很低(小于20)、芳烃含量较高,如果单独进行加氢处理,则氢耗大、成本高。因此可以借鉴RICP技术的思路,考虑将MIP催化裂化柴油和渣油进行联合加工,利用MIP催化裂化柴油的特点改善渣油加氢反应,特别是促进沥青质的转化,降低渣油加氢催化剂的结焦,同时改进MIP催化裂化柴油品质或者提高价值更高的催化裂化汽油的收率。
1 MIP催化裂化重柴油对渣油加氢反应过程的影响
1.1 试验原料
纯渣油加氢试验所用原料油为长岭渣油,掺入MIP催化裂化重柴油(简称MIP重催柴)的渣油加氢试验所用原料油为中国石化长岭分公司渣油(简称长岭渣油)和中国石化石家庄炼化分公司(简称石家庄炼化)MIP重催柴的混合油(简称混合油),性质见表1。石家庄炼化MIP重催柴的性质见表2。

表1 渣油原料的主要性质

表2 石家庄炼化MIP重催柴的主要性质
1.2 试验装置与催化剂装填
渣油加氢试验采用第三代RHT系列催化剂,在中型试验装置上进行,使用两个反应器,总装填量为500 mL。
1.3 试验结果与讨论
1.3.1 反应温度的影响 在氢分压为15.0 MPa、
体积空速一定的条件下,分别考察反应温度对纯渣油(体积空速为Ch-1)及掺入MIP重催柴渣油(体积空速为C×1.15 h-1)加氢反应过程的影响,结果分别列于表3和表4。掺入MIP重催柴的渣油加氢试验中渣油的主体积空速与纯渣油加氢试验的体积空速相同。
由表3和表4可以看出,随着温度的升高,纯渣油加氢生成油和掺入MIP重催柴渣油加氢生成油的硫含量、金属(Ni+V)含量及残炭均降低。比较表3和表4可以发现:在不同反应温度下,掺入MIP重催柴后均表现出生成油的硫含量、(Ni+V)含量和残炭大幅度下降;扣除掺入MIP重催柴所产生的稀释效应,掺入MIP重催柴在不同的反应温度下,脱硫率和脱(Ni+V)率均有较大程度的提高,而降残炭略有下降。
1.3.2 体积空速的影响 在氢分压为15.0 MPa、第一反应器温度为(A+5) ℃、第二反应器温度为(B+5) ℃的条件下,分别考察体积空速对纯渣油及掺入MIP重催柴渣油加氢反应过程的影响,结果分别列于表5和表6。掺入MIP重催柴的渣油加氢试验中渣油的主体积空速与纯渣油加氢试验的体积空速相同。
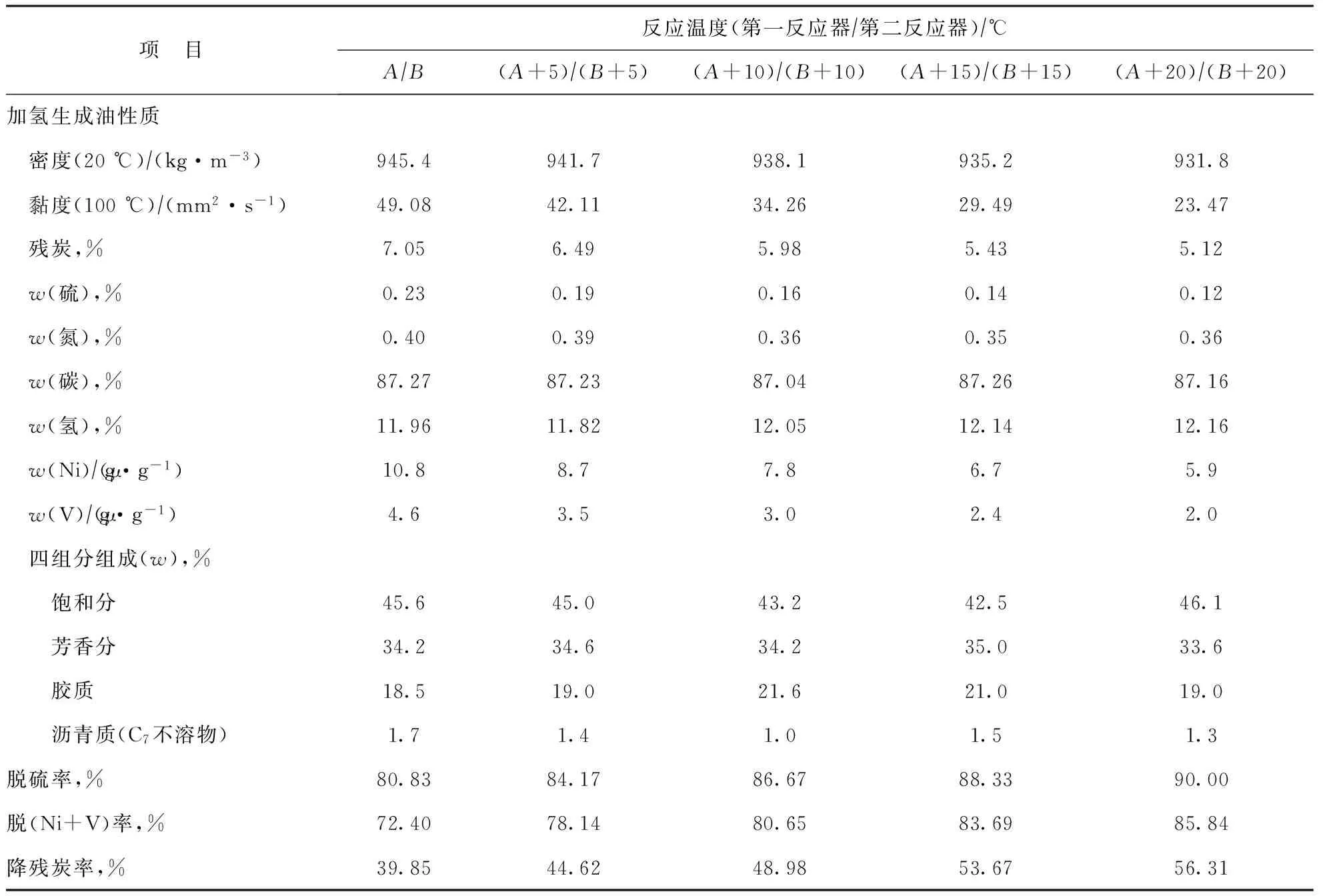
表3 不同反应温度下纯渣油加氢生成油的主要性质
由表5和表6可以看出,随着体积空速的降低,纯渣油加氢生成油和掺入MIP重催柴渣油加氢生成油的硫含量、金属(Ni+V)含量及残炭均降低。比较表5和表6可以发现:在不同体积空速下,掺入MIP重催柴后均表现出生成油的硫含量、(Ni+V)含量和残炭降低,掺入MIP重催柴、体积空速C×1.4 h-1条件下的脱硫率和脱(Ni+V)率比纯渣油、体积空速C×1.3 h-1条件下分别提高2.36百分点和3.14百分点;扣除掺入MIP重催柴所产生的稀释效应,掺入MIP重催柴在不同的空速下,脱硫率和脱(Ni+V)率均有较大程度的提高,而降残炭率会下降。说明掺入MIP重催柴对加氢脱硫和加氢脱(Ni+V)反应有促进作用,但是对残炭前躯物加氢转化有抑制作用。随空速的降低,MIP重催柴的掺入对加氢脱硫和加氢脱(Ni+V)的促进作用越来越强,而对残炭前躯物加氢转化的抑制作用越来越弱。

表4 不同反应温度下掺入MIP重催柴渣油加氢生成油的主要性质

表5 不同空速下纯渣油加氢生成油的主要性质

表6 不同体积空速下掺入MIP重催柴渣油加氢生成油的主要性质
1.3.3 氢分压的影响 在第一反应器温度为(A+20) ℃、第二反应器温度为(B+20) ℃、体积空速一定的条件下,分别考察氢分压对纯渣油(体积空速为Ch-1)及掺入MIP重催柴渣油(体积空速为C×1.15 h-1)加氢反应过程的影响,结果分别列于表7和表8。掺入MIP重催柴的渣油加氢试验中渣油的主体积空速与纯渣油加氢试验的体积空速相同。
由表7和表8可以看出,随着氢分压的降低,纯渣油加氢生成油和掺入MIP重催柴渣油加氢生成油的硫含量、金属(Ni+V)含量及残炭均升高。比较表7和表8可以发现:在不同氢分压下,掺入MIP重催柴后均表现出生成油的硫含量、(Ni+V)含量和残炭相同或者下降;扣除掺入MIP重催柴所产生的稀释效应后,在氢分压为16.0 MPa和15.0 MPa时,掺入MIP重催柴脱硫率和脱(Ni+V)率均有较大程度的提高,而残炭加氢转化率略有下降;但是在氢分压为14.0 MPa和13.5 MPa时,掺入MIP重催柴时脱硫率和脱(Ni+V)率均略有下降,而降残炭率下降的幅度更大。说明在较低的氢分压条件下,掺入MIP重催柴对加氢脱硫、加氢脱(Ni+V)和残炭前躯物加氢转化反应均有较强的抑制作用。
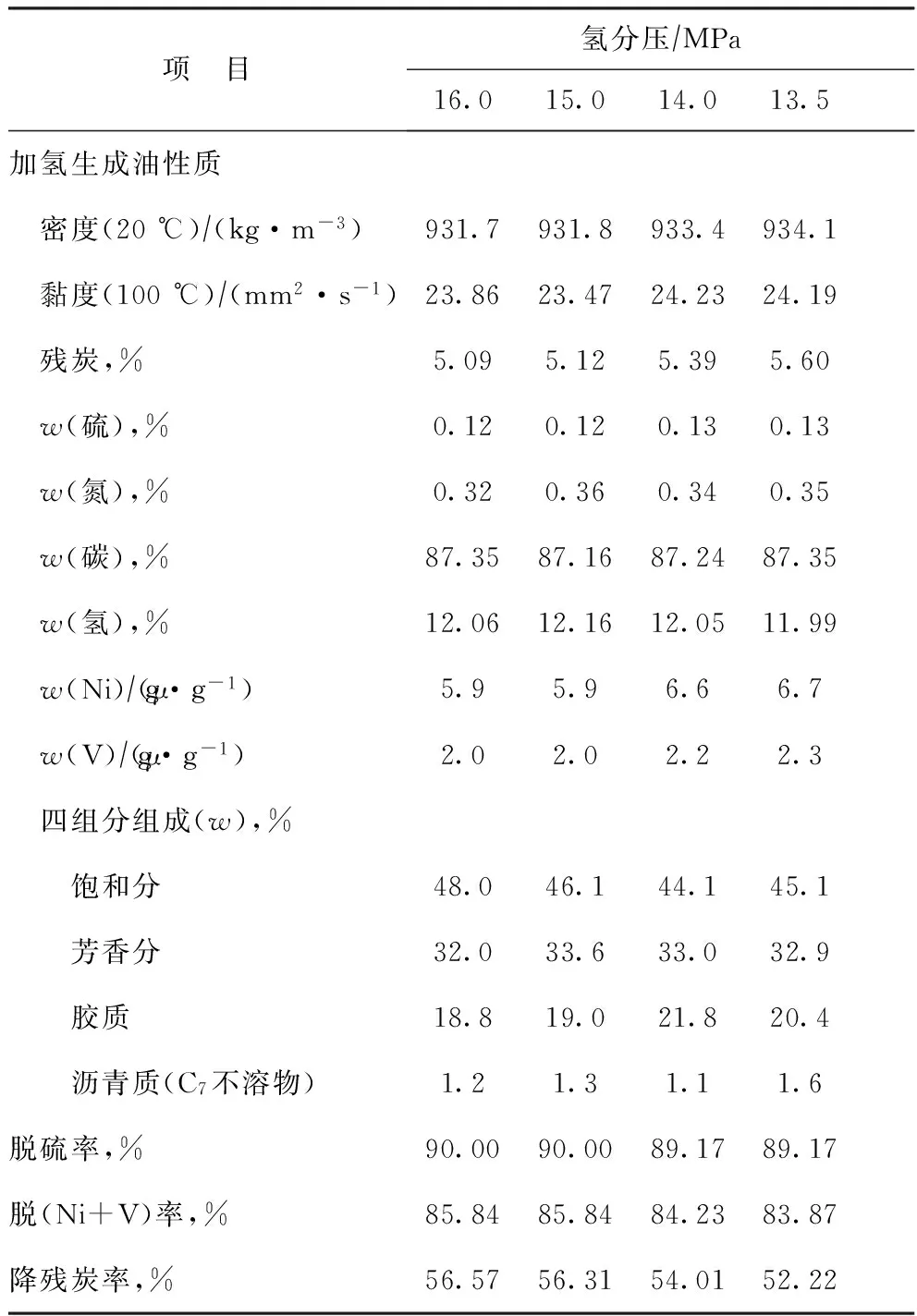
表7 不同氢分压下纯渣油加氢生成油主要性质
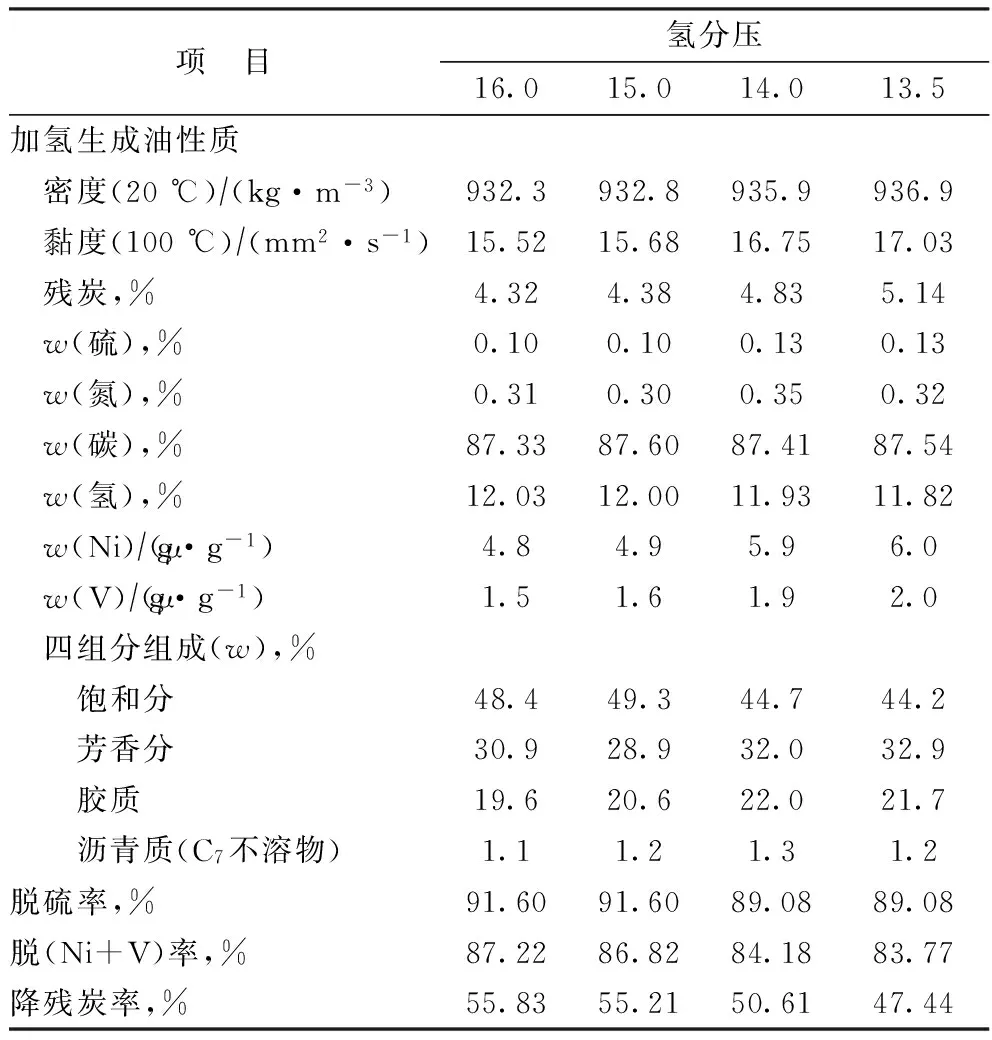
表8 不同氢分压下掺入MIP重催柴渣油加氢生成油的主要性质
2 催化裂化试验
收集1.3.1节中第一、第二反应器温度分别为(A+20)、(B+20) ℃时纯渣油及掺入MIP重催值柴渣油的加氢油样,并在180 ℃和350 ℃进行分馏切割,其中柴油馏分(180~350 ℃)和重油馏分(大于350 ℃)作为催化裂化原料油。将采用纯渣油加氢油样作为原料油进行的催化裂化试验称为常规MIP技术,将采用掺入MIP重催柴渣油加氢油样作为原料油进行的催化裂化试验称为MIP重催柴加氢后循环。在中型试验装置上进行对比试验,表9和表10分别列出了主要产物分布及其中的汽油性质。结果表明,按循环操作计算,汽油收率可增加8.69百分点,硫质量分数降低8 μg/g,辛烷值有小幅提高。
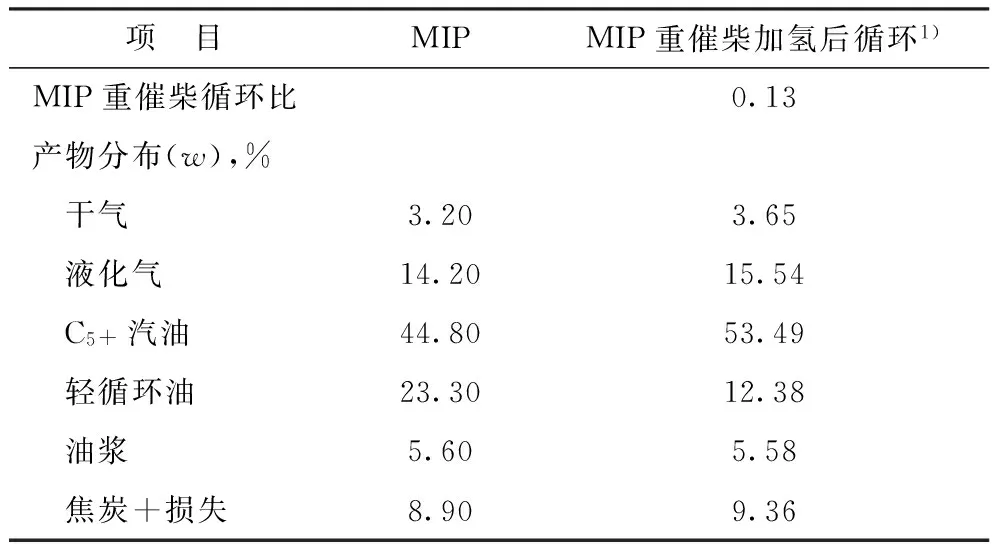
表9 催化裂化装置的产物分布
1)产物分布为折算为新鲜加氢渣油进料的产物分布,将MIP重催柴加氢循环部分作为内循环考虑,不作为进料计算。

表10 汽油性质
3 结 论
(1)选择长岭渣油作为原料油,在不同温度、氢分压、体积空速和氢油体积比的条件下,考察了石家庄炼化MIP重催柴的掺入对渣油加氢的影响。结果表明,掺入MIP重催柴的渣油加氢处理过程脱硫率和脱(Ni+V)率均有较大程度的提高,而降残炭率略有下降。
(2)收集上述条件的加氢生成油进行催化裂化试验,将未掺入MIP柴油的加氢渣油和掺入13%的加氢MIP重催柴的加氢渣油在中型催化裂化装置上进行对比试验。结果表明,按循环操作计算,汽油收率可增加8.69百分点。
[1] 牛传峰, 张瑞弛, 戴立顺, 等. 渣油加氢-催化裂化双向组合技术RICP[J]. 石油炼制与化工, 2002, 33(1): 27-29
[2] 石亚华, 牛传峰, 高永灿, 等. 渣油加氢技术的研究:Ⅱ.渣油加氢与催化裂化双向组合技术(RICP)的开发[J]. 石油炼制与化工, 2005, 36(11): 21-24
[3] 崔守业, 许友好, 程从礼, 等. MIP技术的工业应用及其新发展[J]. 石油学报(石油加工), 2010, 26(S1): 23-28
[4] 陈尧焕.MIP技术加工加氢渣油的优势分析[J].石油炼制与化工,2016,47(1):45-48
[5] 唐津莲,崔守业,程从礼.MIP技术在提高液体产品收率上的先进性分析[J].石油炼制与化工,2015,46(4):29-32
[6] Tang Jinlian,Gong Jianhong,Xu Youhao.Flexibility of MIP technology[J].China Petroleum Processing & Petrochemical Technology,2015,17(3):39-43
INTEGRATED HYDROTREATING PROCESS OF RESIDUE AND MIP LIGHT CYCLE OIL
Shi Rong, Dai Lishun, Liu Tao, Deng Zhonghuo
(SINOPECResearchInstituteofPetroleumProcessing,Beijing100083)
The impact of the addition of light cycle oil(LCO)from MIP unit into Changling residue on residue hydrotreating was discussed under different operating conditions.The results show that the addition of MIP LCO increases the HDS and HDM rate by 2.37 and 3.14 percentage points respectively.The MIP gasoline yield increases by 8.69 percentage points.
residue hydrotreating; MIP; light cycle oil(LCO)
2016-07-11; 修改稿收到日期: 2016-10-07。
施瑢,硕士,工程师,主要从事加氢工艺的研发工作。
施瑢,E-mail:shirong.ripp@sinopec.com。